1
Изобретение относится к устройствам для изготовления решетчатого заполнителя, используемого в дверных полотнах или в аналогичных щитовых конструкциях.
Известно устройство для изготовления решетчатого заиолните.тя пустотелых щитов, содержащее станину, на которой смонтированы магазины для продольных н поперечных планок, механизм для поштучной подачи и запрессовки поперечных планок.
С целью повышения производительности устройство снабжено механизмом поперечной подачи и запрессовки продольных планок, пильным суппортом для нарезания в поперечных планках пазов под продольные планки, смонтировапным непосредствеппо за механизмом поштучной подачи и запрессовки поперечных планок, и транспортером, на тяговом органе которого смонтированы башмаки с выбранными в них поперечными пазами для размещения в них планок, кроме того, на башмаках параллельно транспортеру закреплепы подпружиненные пластины.
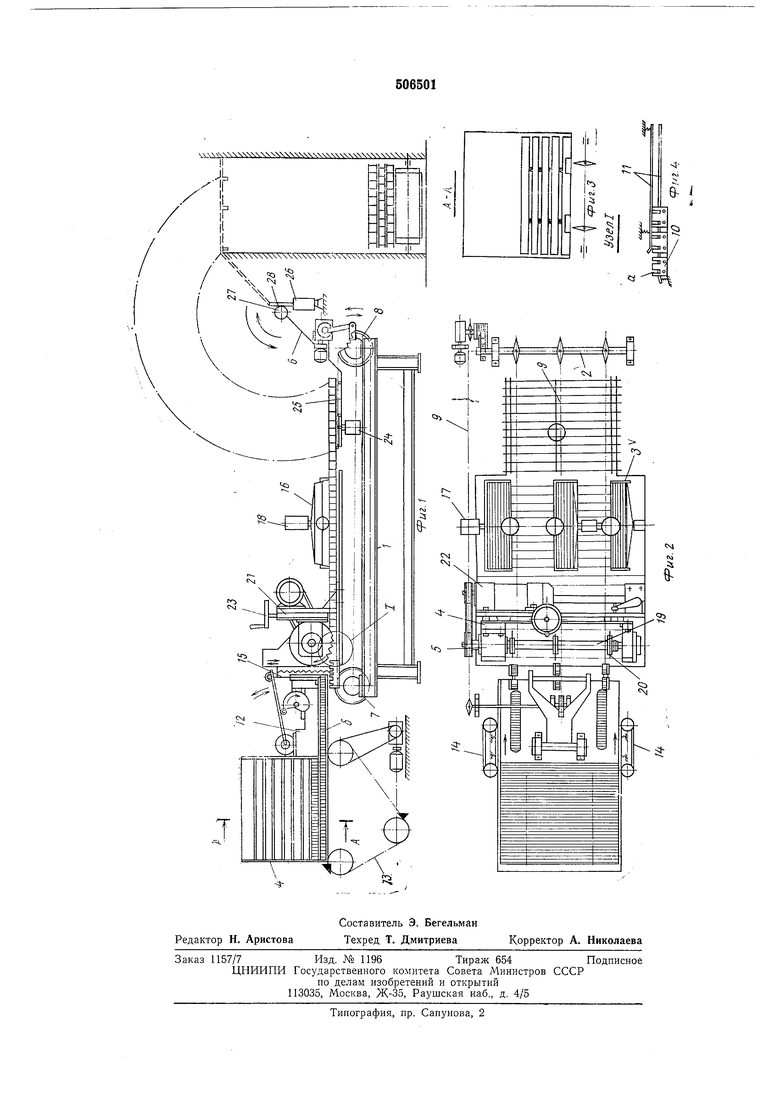
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез по А-А на фиг. 1; на фиг. 4 - узел I на фиг. 1.
Устройство включает станину 1, на которой смонтированы цепной транспортер 2, магазины 3 для продольных планок, магазин 4 для
поперечных планок, пильный суппорт 5, автоматический съемник 6 готовых изделий.
Цепной транспортер 2 состоит из натяжного 7 и приводного 8 вала, трех цепей 9, снабженных башмаками 10, в которых выфрезерованы пазы а для укладки поперечных и продольных планок и нижних и верхних подпружиненных пластин 11.
Н-ад цепным транспортером 2 установлен механизм 12 для поштучной подачи и запрессовки поперечных планок, состоящий в свою очередь из транспортера 13 с утапливающимися упорами, двух клиноременных подавателей 14, канала б и досылающего механизма 15 и, кроме того, механизма 16 для поштучной подачи и запрессовки продольных планок.
Механизм 16 включает магазины 3 для планок, подающий пневмоцилиндр 17, досылающий пневмоцилиндр 18.
Пильный суппорт 5 состоит из пильного вала 19, пил 20, суппорта 21, электродвигателя 22, механизма 23 поднятия и опускания пильного вала.
Автоматический съемник 6 имеет пневмоци. линдр 24, рычаг 25, пневмоцилиндр 26 с зубчатой рейкой привода рычага, ось рычага 27 с з -бчатым колесом 28, смонтированным на нем.
Устройство работает следующим образом.
Транспортер 2 делает один шаг и останавливается. Во время остановки транспортера пазы а строго ориентируются относительно досылающего механизма 15 и как только транспортер 2 сделает остановку, досылающий механизм подает поперечную планку из канала б в паз а башмака 10. После этого досылающий механизм возвращается в исходное положение. При каждом шаге транспортера 2 досылающий механизм 15 подает одну планку.
В магазин 4 планки закладываются вручную. Первый ряд укладывается на дно магазина 4, а последующие ряды укладываются с прокладками.
Транспортер 13 с утапливающимися упорами, проходя через пазы в дне магазина 4, проталкивает нижний ряд планок в канал б, а дальнейшее продвижение планок производится клиноременными подавателями 14.
Далее освободившиеся прокладки проваливаются в пазы на дне магазина 4, при этом очередной ряд планок ложится на дно и цикл продолжается.
Подаватели 14 и цепной транспортер 13 для обеспечения подпора ряда планок в канале б имеют большую скорость, чем скорость продвижения ряда планок в канале б при их закладке в пазы а.
Для того, чтобы обеспечить возможность использовать планки, имеющие большие отклонения по толщине, пазы а в башмаках 10 выполнены по ширине несколько большими, чем толщина планок и применены нижние и верхние прижимные подпружиненные пластины 11.
При движении транспортера 2 поперечные планки, уложенные в пазы а, попадают нижними кромками на прижимные нижние пластины 11, несколько приподнимаются и базируются нижними кромками по задним стенкам пазов а.
При дальнейшем движении на их верхние кромки нажимают верхние прижимные пластины 11 и они, приняв вертикальное положение, полностью базируются по задним стенкам пазов айв таком зажатом положении проходят под пилами 20, которые пропиливают в них по середине ширины пазы под продольные скрепляюшие планки, а затем подаются под магазины 3 для продольных планок.
Продольные скрепляющие планки имеют пазы под поперечные планки.
Как только транспортер 2 сделает очередной шаг и под магазином 3 окажутся 16 поперечных планок, последний делает остановку, а пазы поперечных и продольных планок оказываются строго сориентированными между собой.
При помощи досылающего пневмоцилиндра 18 продольные планки скрепляют поперечные планки заполнителей.
Команду на остановку цепного транспортера 2 и пневмоцилиндру 18 на досылку продольных планок выдает упор, установленный на диске вала, нажимая на концевой выключатель.
В конце хода шток одного из пневмоцилиндров 18, нажимая на концевой выключатель, подает команду на возвращение пневмоцилиндра 18 в исходное положение и пуск цепного транспортера 2.
В тот момент, когда над выталкивающим пневмоцилиндром 24 окажется собранный решетчатый заполнитель, во время остановки цепного транспортера 2, готовый заполнитель выталкивается из пазов а башмаков и укладывается на транспортер.
После укладки определенного количества заполнителей на транспортер, последний автоматически сделает шаг, подготовив место под новую стопу заполнителей.
Устройство для изготовления решетчатого заполнителя может собрать заполнители с разным количеством поперечных планок.
Формула изобретения
1.Устройство для изготовления решетчатого заполнителя пустотелых щитов, включающее
станину, на которой смонтированы магазины для продольных и поперечных планок, механизм для поштучной подачи и запрессовки поперечных планок, отличающееся тем, что,
с целью повышения производительности, устройство снабжено механизмом поперечной подачи и запрессовки продольных планок, пильным суппортом для нарезания в поперечных планках пазов под продольные планки, смонтированным непосредственно за механизмом поштучной подачи и запрессовки поперечпых планок, и транспортером, на тяговом органе которого смонтированы башмаки с выбранными в них поперечными пазами для размещения планок.
2.Устройство, по п. 1, отличающееся тем, что, с целью базирования планок, на башмаках параллельно транспортеру закреплены подпружиненные пластины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления решетчатого заполнителя пустотелых щитов | 1979 |
|
SU859155A1 |
| Устройство для изготовления решетчатого заполнителя пустотелых щитов | 1980 |
|
SU905077A2 |
| Решетчатый заполнитель щитов и устройство для его изготовления | 1983 |
|
SU1155448A1 |
| Устройство для изготовления решетчатого заполнителя пустотелых щитов | 1980 |
|
SU1047686A2 |
| Устройство для изготовления решетчатого заполнителя пустотелых щитов | 1980 |
|
SU880725A1 |
| Устройство для изготовления решетчатого заполнителя пустотелых щитов | 1980 |
|
SU948662A2 |
| Установка для изготовления деревянных щитов | 1979 |
|
SU887168A1 |
| Устройство для изготовления решетчатого заполнителя пустотелых щитов | 1986 |
|
SU1359121A1 |
| Автомат для изготовления проволочных решеток | 1985 |
|
SU1289642A1 |
| Линия изготовления комбинированных балок | 1988 |
|
SU1558676A1 |