г
Пр
Риз. 1
Изобретение относится к деревообрабатывающей промышленности, в частности к конструкциям заполнителей пустотелых щитов и оборудованию по производству рещетчатого заполнителя.
Известен рещетчатый заполнитель щитов, включающий продольные и поперечные планки с пропилами 1.
Известно устройство для изготовления решетчатого заполнителя щитов, состоящего из.рамы, цепных транспортеров с узлами загрузки, пильных суппортов и узла запрессовки 2.
Известно также устройство для изготовления рещетчатого заполнителя щитов, включающее станину конвейера, продольный и поперечный конвейеры с магазинами, пильные суппорты, механизм запрессовки и привод 3.
Недостатками известных решетчатого заполнителя щитов и устройства для его изготовления являются низкие надежность сборки заполнителя и производительность его изготовления.
Цель изобретения - повыщение надежности сборки заполнителя и повыщение производител ьности.
Цель достигается тем, что в решетчатом заполнителе щитов пропилы снабжены заходами, которые выполнены в виде расположенных на вертикальных кромках пропилов скосов, причем глубина и щирина скосов равны 1/3-1/5 щирины планок.
Устройство снабжено размещенными за пильными суппортами узлами формирования заходов на планках и установленными перед механизмом запрессовки прижимами планок, при этом узлы формирования заходов выполнены в виде наборов дисковых фрез с У-образными режущими кромками, прижимы выполнены в виде горизонтально расположенных плит с размещенными на их передних кромках подпружиненными упорами и смонтированных параллельно фрезам на нижних плоскостях плит У-образных направляющих бащмаков.
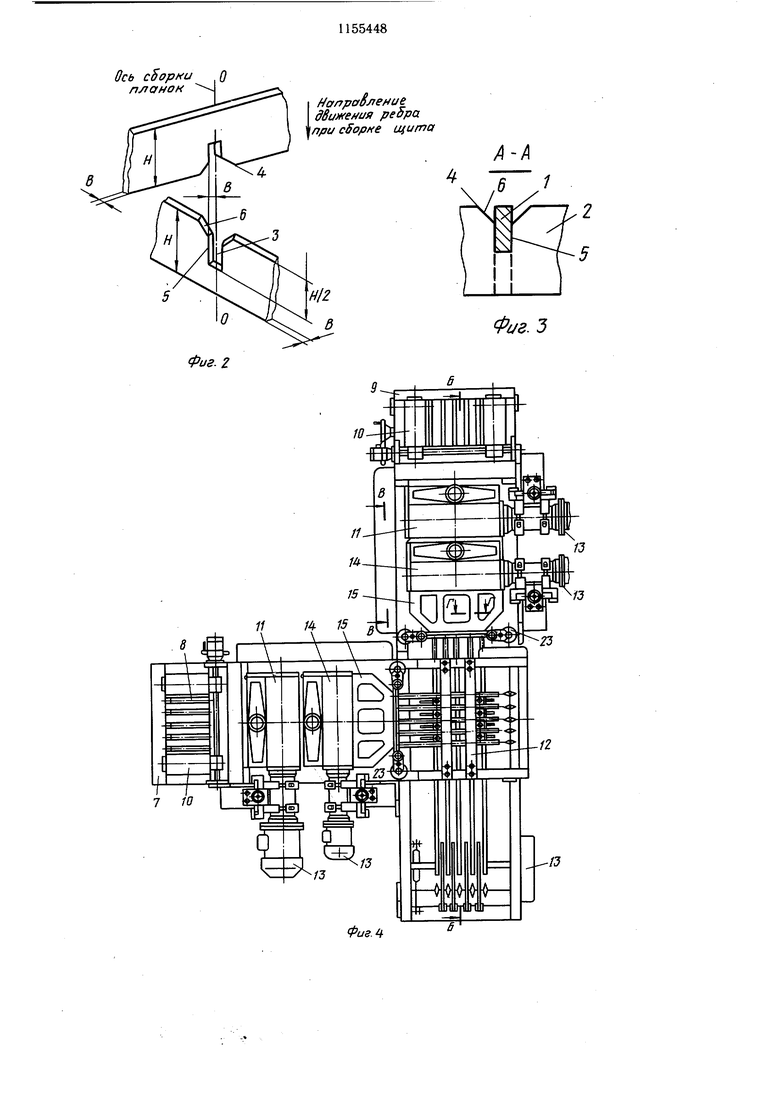
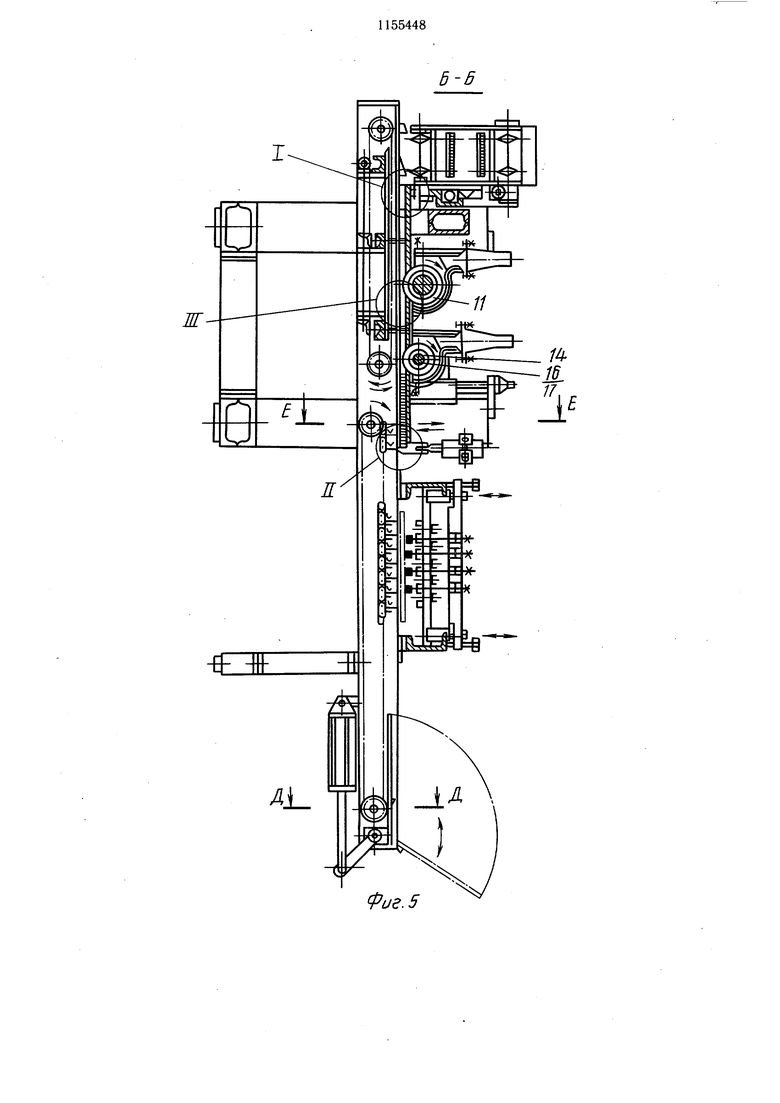
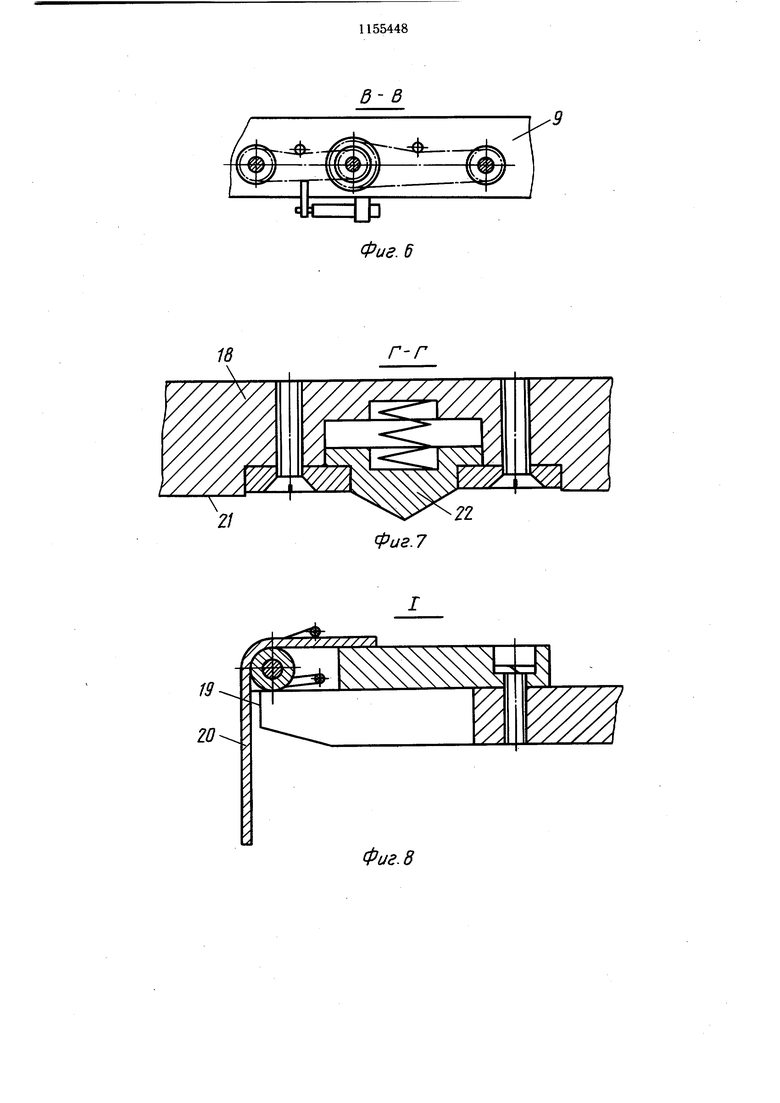
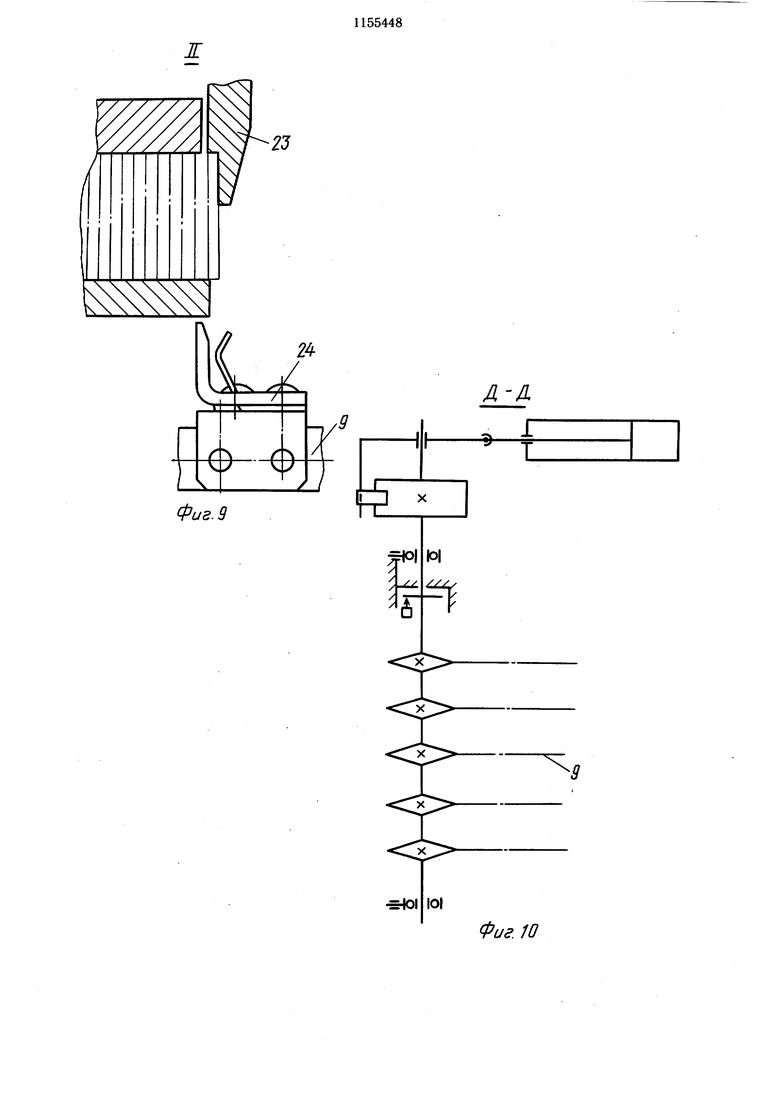
На фиг. 1 изображена схема предлагаемого решетчатого заполнителя щитов, вид сверху; на фиг. 2 - схема соединения планок, вид сбоку; на фиг. 3 - то же, разрез А-А на фиг. 1; на фиг. 4 - схема устройства, вид сверху; на фиг. 5 - разрез Б-Б на фиг. 4; на фиг. 6 - разрез В-В на фиг. 4; на фиг. 7 - разрез Г-Г на фиг. 4; на фиг. 8 - узел I на фиг. 5; на фиг. 9 - узел II на фиг. 5; на фиг. 10 - разрез Д-Д
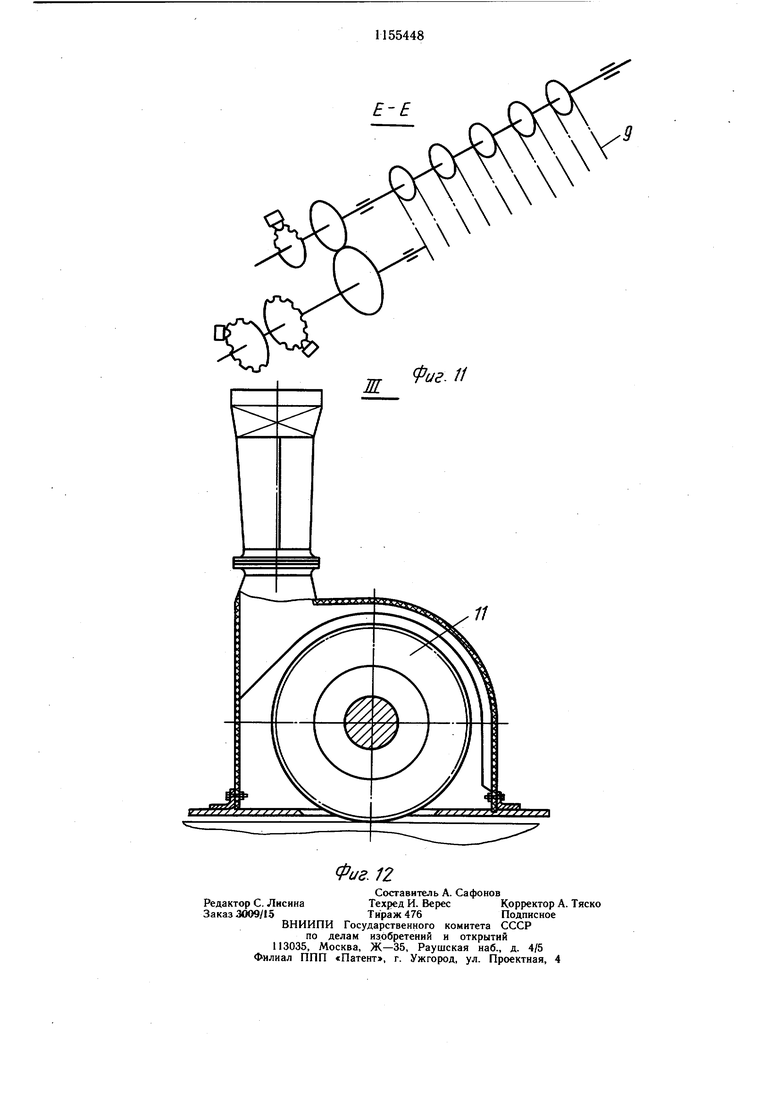
на фиг. 5; на фиг. 11 - разрез Е-Е на фиг. 5; на фиг. 12 - узел III на фиг. 5.
Рещетчатый заполнитель щитов содержит поперечные 1 и продольные 5 2 планки, соединенные между собой пропилами 3, которые имеют заходы 4 в виде расположенных на вертикальных кромках 5 пропилов 3 скосов 6, глубина и щирина которых равна 1/3-1/5 щирины планок.
Устройство для изготовления решетча0того заполнителя щитов включает станину 7, на которой размещены продольный 8 и поперечный 9 конвейеры с магазинами 10, пильные суппорты 11, механизм 12 запрессовки продольных 2 и поперечных 1 планок
5 и привод 13. При этом устройство снабжено размещенными за пильными суппортами 11 узлами 14 формирования заходов на продольных 2 и поперечных 1 планках и установленными перед механизмом 12 запрессовки прижимами 15, причем узлы 14
0 формирования заходов выполнены в виде наборов дисковых фрез 16 с У -образными режущими кромками 17. Прижимы 15 выполнены в виде горизонтально установленных плит 18 с расположенными на их передних кромках 19 подпружиненных упоров 20 и смонтированных параллельно фрезам 16 на нижних плоскостях 21 плит 18 У-образных направляющих бащмаков 22. Привод 13 размещен напротив пильных суппортов 11, узлов 14 формирования заходов
0 и механизма 12 запрессовки, который снабжен расположенными напротив прижимов 15 отсекателями 23, взаимодействующими с зажимами 24 продольных 8 и поперечных 9 конвейеров, для фиксации продольных 2 и поперечных 1 планок.
5 Работа устройства осуществляется следующим образом.
Поперечные 1 и продольные планки 2 укладывают в магазины 10, из которых они поступают на поперечный 9 и продольный
0 8 конвейеры; где пильные суппорты 11 и узлы 14 формирования заходов образуют на поперечных 1 и продольных 2 планках пропилы 3 со скосами 6, после чего планки поджимают прижимами 15 и подают к отсекателям 23, которые, в свою очередь,
5 выталкивают их в зажимы 24 продольных 8 и поперечных 9 контейнеров. Затем включают . механизм 12 запрессовки, который проталкивает продольные планки 2 из зажимов 24 в пропилы 3 поперечных планок 1, после чего собранный щит рещетчатого заполнителя удаляют и цикл сборки повторяют.
о
I Направление движения peSpa. при сборке щита
Фиг.Ъ
Фиг. 6
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления решетчатого заполнителя пустотелых щитов | 1979 |
|
SU859155A1 |
| Устройство для изготовления решетчатого заполнителя пустотелых щитов | 1980 |
|
SU1047686A2 |
| Устройство для изготовления решетчатого заполнителя пустотелых щитов | 1974 |
|
SU506501A1 |
| Устройство для изготовления решетчатого заполнителя пустотелых щитов | 1980 |
|
SU948662A2 |
| Устройство для изготовления решетчатого заполнителя пустотелых щитов | 1980 |
|
SU905077A2 |
| Устройство для изготовления решетчатого заполнителя пустотелых щитов | 1986 |
|
SU1359121A1 |
| Линия изготовления щитов из досок | 1985 |
|
SU1281418A1 |
| Установка для изготовления деревянных щитов | 1979 |
|
SU887168A1 |
| Устройство для изготовления решетчатого заполнителя пустотелых щитов | 1980 |
|
SU880725A1 |
| Линия изготовления реберного заполнителя | 1985 |
|
SU1329968A1 |
1. Решетчатый заполнитель щитов, включающий продольные и поперечные планки с пропилами, отличающийся тем, что, с целью повышения надежности сборки заполнителя, пропилы снабжены заходами, которые выполнены в виде расположенных на вертикальных кромках пропилов скосов, причем глубина и ширина скосов равны 1/3-1/5 ширины планок. 2. Устройство для изготовления решетчатого заполнителя щитов, включающего станину, продольный и поперечный конвейеры с магазинами, пильные суппорты, механизм запрессовки и привод, отличающееся тем, что, с целью повышения производительности, устройство снабжено размещенными за пильными суппортами узлами формирования заходов на планках и установленными перед механизмом запрессовки прижимами планок, при этом узлы формирования заходов выполнены в виде наборов дисковых фрез У-образными режущими кромV) ками, прижимы выполнены в виде горизонтально расположенных плит с размещенными на их передних кромках подпружиненными упорами и смонтированных параллельБ С но фрезам на нижних плоскостях плит У-образных направляющих башмаков. 7 сд сд 4 00
Г-Г
Фиг.7
..
19 20
Фиг. 8
л-д
/X
Фиг. 10
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для изготовления решетчатого заполнителя пустотелых щитов | 1980 |
|
SU948662A2 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
