Изобретение относится к деревообраба- тываюгцей промышленности в частности к производству пустотелых щитов.
Цель изобретения - повышение надежности конструкции и повышение качества сборки заполнителя.
На фиг. 1 изображена схема устройства для изготовления решетчатого заполнителя пустотелых щитов, вид сверху; на фиг. 2 - то же, вид сбоку; на фиг. 3 - то же, вид А на фиг. 1; на фиг. 4 - то же, вид Б на фиг. 1.
Устройство для изготовления решетчатого заполнителя пустотелых щитов включает станину 1, на которой смонтированы магазины 2 и 3 для элементов 4 и 5, заполнителя 6, механизмы 7, 8 образования пропилов с пильными валами 9 и 10, узел 11 запрессовки и механизмы 12 и 13 подачи соответственно элементов 4 и 5 в узел 11 запрессовки с приспособлениями 14 и 15 поштучной выдачи.
Устройство снабжено узлами 16 и 17 создания баз 18 и 19, соединяемых элементов 4 и 5 в виде установленных с левой стороны каждого из пильных валов 9 и 10 торцовх НИЛ 20 и 21. Магазины 2 и 3 снабжены поддонами 22 для элемен- тов 4 и 5 и толкателями 23 для поддонов 22, причем механизмы 12 и 13 подачи выполнены в виде подвижных в горизонтальных плоскостях полуматриц 24 и 25 с пазами, одна 24 из которых выполнена с возможностью поворота вдоль ее продольной оси 26.
Приспособления 14 и 15 поштучной выдачи выполнены в виде горизонтальных пнев- моцилиндров 27 и 28 с установленными на их штоках отсекателями 29. На поворотной матрице 24 смонтированы фиксаторы 30 для элементов 4.
Перед узлом 11 запрессовки со стороны каждого из механизмов 12 и 13 подачи установлены контрольные щупы 31. В конце устройства установлен пакетировщик 32, а в приспособлениях 12 и 13 пощтуч- ной выдачи смонтированы поджимные пнев- моцилиндры 33.
Устройство pa6otaeT следующим образом.
В магазины 2 и 3 закладывают поддоны 2 с пакетами 4 и 5 элементов. Пакеты нри помощи толкателей 23 подают в зоны механизмов 7 и 8 образования пропилов, а поддоны 22 при этом выводят наружу. В механизмах 7 и 8 про- пилов и в элементах 4 и 5 движущихся поступательно выполняют соединительные пазы, при этом производят торцовыми пилами 20 и 21 образование баз 18 и 19
0
5
0
5 п
0
5
в каждой из двух элементов 4 и 5. Из пакета пощтучно производят отбор каждого элемента при помощи горизонтальных пневмоцилиндров 27 и 28. Пневмоцилинд- рами 33 при этом поджимают пакеты. Элементами 4 и 5 производят набор но- луматриц 24 и 25, при этом в полуматрице 24 элементы дополнительно удерживаются фиксаторами 30. Затем выполняют движение полуматриц 24 и 25 к узлу 11 запрессовки, при этом щупы 31 осуществляют контроль пространственного положения пазов в элементах 4 и 5, что фиксируется конечными выключателями (не показано). Полуматрицу 24 при движении поворачивают вокруг продольной оси 26 на угол, равный 180°. Решетчатый заполнитель 6 заспрессовывают в матрице, образованной двумя полуматрицами 24 и 25. При возврате полуматрицы 24 в исходное положение, решетчатый заполнитель 6 удерживается захватами полуматриды 25, транспортируется в исходное положение полуматрицы 25 и выталкивается в упоры пакетировщика 32.
Изобретение позволит повысить качество сборки решетчатого заполнителя и надежность работы устройства.
Формула изобретения
Устройство для изготовления решетчатого заполнителя пустотелых щитов, включающее станину со смонтированными на ней магазинами для элементов заполнителя, механизмы образования пропилов, имеющие пильные валы, узел запрессовки и механизи 1ы подачи элементов в узел запрессовки с приспособлениями нопггуч- ной выдачи, отличающееся тем, что, с целью повыщения надежности конструкции и качества сборки заполнителя, устройство снабжено узлами создания баз соединяемых элементов, выполненными в виде установленных с левой стороны каждого из пильных валов торцовых пил, а магазины снабжены поддонами для элементов и толкателями для поддонов, нриче.м механизмы подачи выполнены в виде подвижных в горизонтальных плоскостях полуматриц с пазами, одна из которых выполнена с возможностью поворота вокруг ее продольной оси, приспособления поштучной выдачи выполнены в виде горизонтальных пневмоцилиндров с установленными на их штоках отсекателями, при этом на поворотной матрице смонтированы фиксаторы для элементов, а перед узлом запрессовки со стороны каждого из механизмов подачи смонтированы контрольные щупы.
срие.2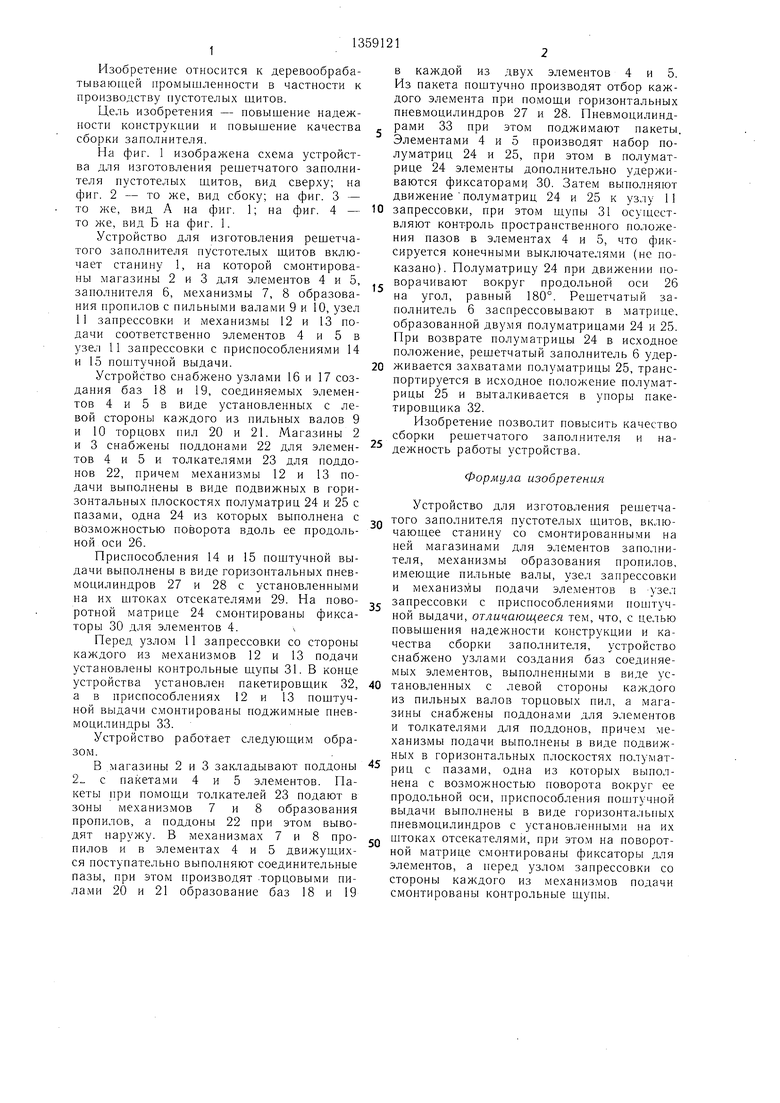
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления решетчатого заполнителя пустотелых щитов | 1980 |
|
SU880725A1 |
| Устройство для изготовления решетчатого заполнителя пустотелых щитов | 1974 |
|
SU506501A1 |
| Решетчатый заполнитель щитов и устройство для его изготовления | 1983 |
|
SU1155448A1 |
| Устройство для изготовления решетчатого заполнителя пустотелых щитов | 1979 |
|
SU859155A1 |
| Устройство для изготовления решетчатого заполнителя пустотелых щитов | 1980 |
|
SU1047686A2 |
| Устройство для изготовления решетчатого заполнителя пустотелых щитов | 1980 |
|
SU905077A2 |
| Устройство для изготовления решетчатого заполнителя пустотелых щитов | 1980 |
|
SU948662A2 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПАРКЕТНЫХ ЛЕНТ | 1969 |
|
SU241652A1 |
| Полуавтоматическая линия для сборки реечных щитов | 1976 |
|
SU648412A1 |
| Устройство для сборки трубчатых теплообменников | 1987 |
|
SU1473935A1 |
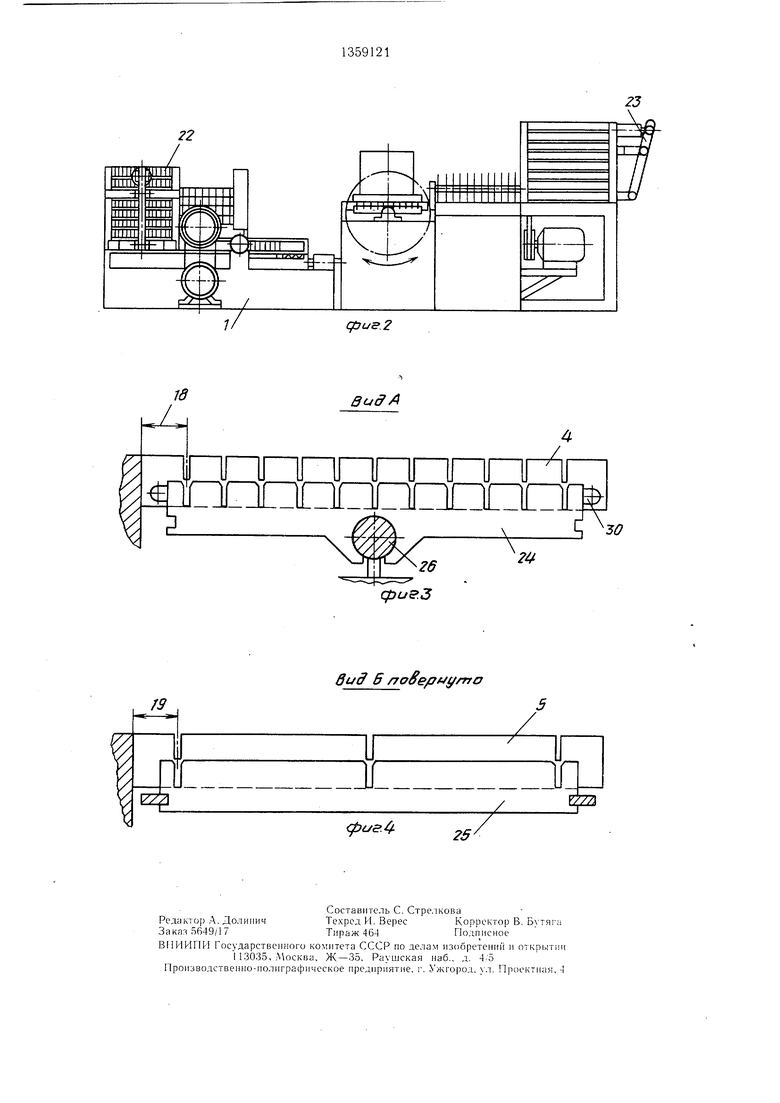
Изобретение относится к деревообрабатывающей промышленности. Цель изобретения - повышение надежности устройства и качества сборки заполнителя. Устройство включает магазины 2 и 3 с поддона.ми 22 и толкателями 23, узел запрессовки 11, механизмы 7 и 8 образования пропилов в элементах 4 и 5 заполнителя 6 и механизмы нодачп 12 и 13 в узел запрессовки 11 с нрпспособлениями поштучной выдачи 14 и 15. Устройство снабжено узлами 16 и 17 создания баз соединяемых элементов 4 и 5. Д сханизмы подачи 12 и 13 выполнены в виде полуматриц 24 и 25 с пазами. Полуматрица 24 выполнена поворотной вокруг продольной оси 26. Перед узлом запрессовки 11 установлены контрольные щупы 31. Пакеты элементов 4 и 5 подают из магазинов 2 и 3 к механизмам 7 и 8 образования пропилов. Затем поштучно выдают элементы 4 и 5 в соответствующие им полуматрицы 24 и 25 механизмов подачи 12 и 13. Поворачивают полуматрицу 24 вокруг оси 26 на 180°. Контрольными щупами 31 проверяют ориентацию пазов элементов 4 и 5 и направляют их на запрессовку. Готовый заполнитель перемещают в пакетировпхик 32. 4 ил. СЛ jz 6 3 г5„ 13 ОО сд со )
gcjff А
Ц 30
2
duff В noSefl yf o
фиг.З
| Устройство для изготовления решетчатого заполнителя пустотелых щитов | 1979 |
|
SU859155A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Устройство для изготовления решетчатого заполнителя пустотелых щитов | 1980 |
|
SU880725A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
