Изобретение относится к устройствам для изготовления решетчатого наполнителя, используемого в дверных полотнах или в аналогичных пустотел ix щитах, а также в строительноп индустрии при изготовлении строительпих изделий.
Известно устройство для изготовления решетчатого згшолнителя пустотелых 1 1итов, содержащее станину, на котороЛ установлен конвейер перемещения поперечных пленок, на звеньях цепи которого закреплены своими основаниями уголки, на которых смонтированы башмаки, магазин поперечных планок с механизмом их подачи и досылателем с приводом, пильный суппорт, механизм запрессовки, выталкиватель и накопитель готовых изделий, магазин продольных планок, установленный , перпендикулярно конвейеру перемещения поперечных планок, с пильным суппортом, досылателем с приводом и конвепер захвата и фиксации с башмаками l .
Так как при эксплуатации тягового органа, состоящего из цепи, происходит увеличение тазоров в шарнирах ее звгН1,ои, Р связи с чем увеличивается iriar M«:i«,uy поперечными планками.
расположенными в пазах башмаков, совпадение пазов продольных планок с пазами поперечных при их запрессовке не будет обеспечено, так как заданный шаг между установленными по краям смежных башмаков поперечными планками изменится, что приведет к браку.
Цель изобретения - повышение производительности за счет точного совмещения в зоне запрессовки пазов поперечных планок с пазами продольных планок.
Поставленная цель достигается тем, что устройство снабжено смонтированным на звеньях цепи конвейера перемещения поперечных планок фиксатором уголков, который выполнен в виде прижимных элементов с пазами, причем п)рижимные элемента закреплены на што20ках силовых цилиндров, которые размещены по обе стороны конвейера, а основания уголков имеют продолговатые отверстия в направлении оси Конвейера перемещения поперечных планок.
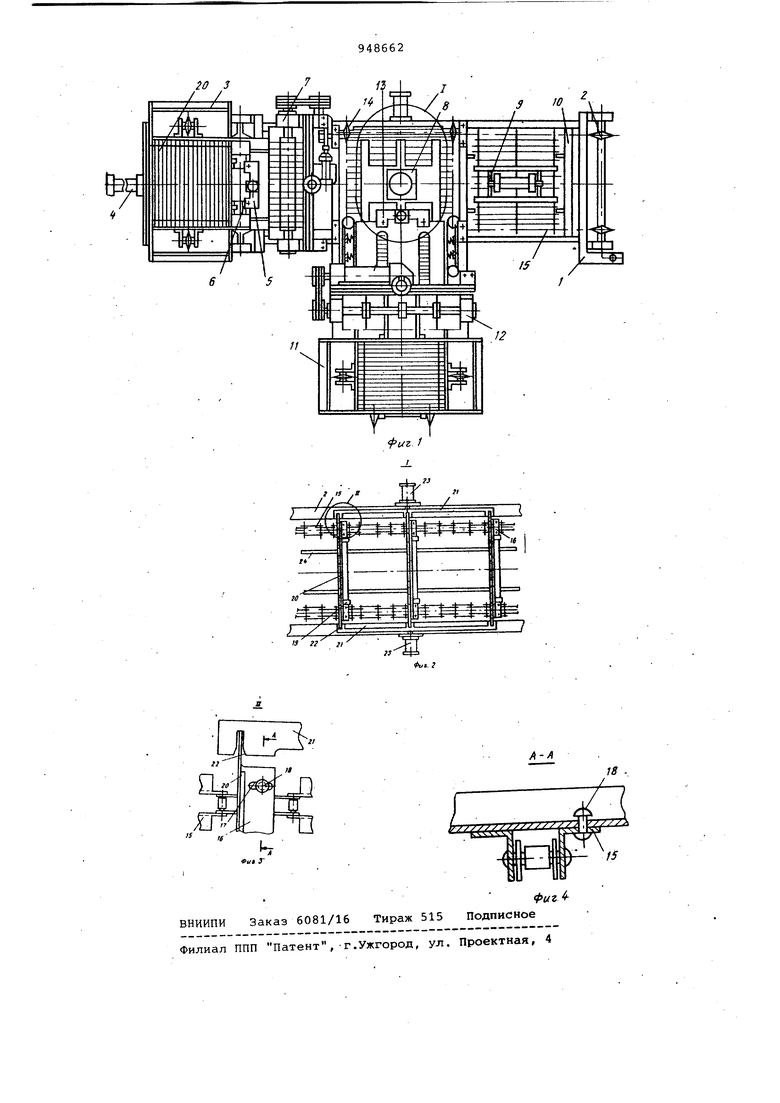
На,фиг.1 показано устройство, вид сверхуj на фиг.2 - узел I на фиг.1 на фиг.З - узел II на фиг.2; на фиг.4 - сечение А-А на фиг.З.
Устройство состоит из станины 1, на которой установлен конвейер 2
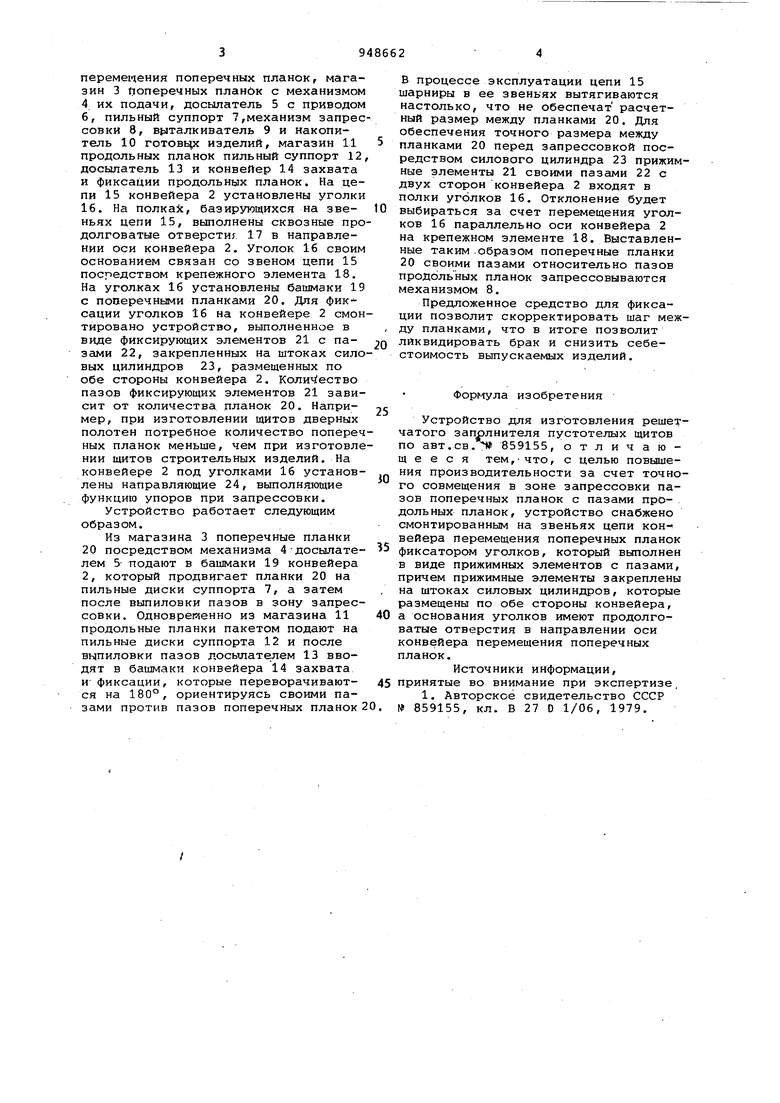
перемещения поперечных планок, магазин 3 Поперечных планок с механизмом 4 их подачи, досылатель 5 с приводом 6, пильный суппорт 7,механизм запрессовки 8, в лтaлкивaтeль 9 и накопитель 10 готовьте изделий, магазин 11 продольных планок пильный суппорт 12 досылатель 13 и конвейер 14 захвата и фиксации продольных планок. На цепи 15 конвейера 2 установлены уголки 16. На полках, базирующихся на звеньях цепи 15, выполнены сквозные продолговатые отверстия 17 в направлении оси конвейера 2. Уголок 16 своим основанием связан со звеном цепи 15 посредством крепежного элемента 18. На уголках 16 установлены башмаки 19 с поперечными планками 20. Для фиксации уголков 16 на конвейере 2 смонтировано устройство, выполненное в виде фиксирующих элементов 21 с пазами 22, закрепленных на штоках силовых цилиндров 23, размещенных по обе стороны конвейера 2. Количество пазов фиксирующих элементов 21 зависит от количества цланок 20. Например, при изготовлении щитов дверных полотен потребное количество поперечных планок меньше, чем при изготовлении щитов строительных изделий. На конвейере 2 под уголками 16 установлены направляющие 24, выполняющие функцию упоров при запрессовки.
Устройство работает следующим образом.
Из магазина 3 поперечные планки 20 посредством механизма 4-досылателем 5 подают в башмаки 19 конвейера 2, который продвигает планки 20 на пильные диски суппорта 7, а затем после выпиловки пазов в зону запрессовки. Одновременно из магазина 11 продольные планки пакетом подают на пильные диски суппорта 12 и после выпиловки пазов досьшателем 13 вводят Б башмаки конвейера 14 захвата и фиксации, которые переворачиваются на 180°, ориентируясь своими пазами против пазов поперечных планок 2
В процессе эксплуатации цепи 15 шарниры в ее звеньях вытягиваются настолько, что не обеспечат расчетный размер между планками 20. Для обеспечения точного размера между планками 20 перед запрессовкой посредством силового цилиндра 23 прижимные элементы 21 своими пазами 22 с двух сторон конвейера 2 входят в полки уголков 16. Отклонение будет выбираться за счет перемещения уголков 16 параллельно оси конвейера 2 на крепежном элементе 18. Выставленные таким.образом поперечные планки 20 своими пазами относительно пазов продольных планок запрессовываются механизмом 8.
Предложенное средство для фиксации позволит скорректировать шаг между планками, что в итоге позволит ликвидировать брак и снизить себестоимость выпускаемых изделий.
Формула изобретения
Устройство для изготовления решетчатого зaпjpлнитeля пустотелых щитов по авт.св.%Р 859155, отличающееся тем,-что, с целью повышения производительности за счет точного совмещения в зоне запрессовки пазов поперечных планок с пазами продольных планок, устройство снабжено смонтированным на звеньях цепи кон- вейера перемещения поперечных планок фиксатором уголков, который выполнен в виде прижимных элементов с пазами, причем прижимные элементы закреплены на штоках силовых цилиндров, которые размещены по обе стороны конвейера, а основания уголков имеют продолговатые отверстия в направлении оси конвейера перемещения поперечных планок.
Источники информации, принятые во внимание при экспертизе,
1. Авторское свидетельство СССР № 859155, кл. В 27 D 1/06, 1979.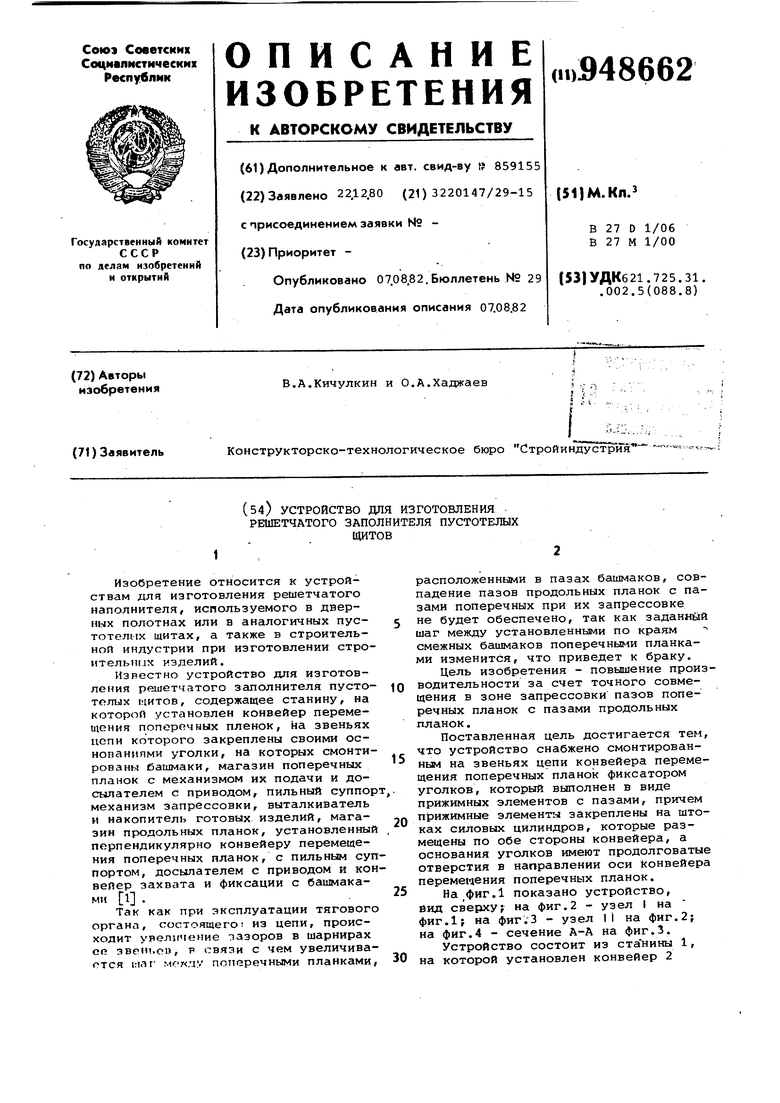
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления решетчатого заполнителя пустотелых щитов | 1980 |
|
SU1047686A2 |
| Устройство для изготовления решетчатого заполнителя пустотелых щитов | 1979 |
|
SU859155A1 |
| Устройство для изготовления решетчатого заполнителя пустотелых щитов | 1974 |
|
SU506501A1 |
| Устройство для изготовления решетчатого заполнителя пустотелых щитов | 1980 |
|
SU905077A2 |
| Решетчатый заполнитель щитов и устройство для его изготовления | 1983 |
|
SU1155448A1 |
| Устройство для изготовления решетчатого заполнителя пустотелых щитов | 1980 |
|
SU880725A1 |
| АВТОМАТИЧЕСКИЙ МЕХАНИЗМ ЗАРЯЖАНИЯ ПУШКИ | 2001 |
|
RU2195617C1 |
| Установка для изготовления деревянных щитов | 1979 |
|
SU887168A1 |
| Устройство для изготовления решетчатого заполнителя пустотелых щитов | 1986 |
|
SU1359121A1 |
| Линия для склеивания пиломатериалов по ширине | 1981 |
|
SU1020244A1 |