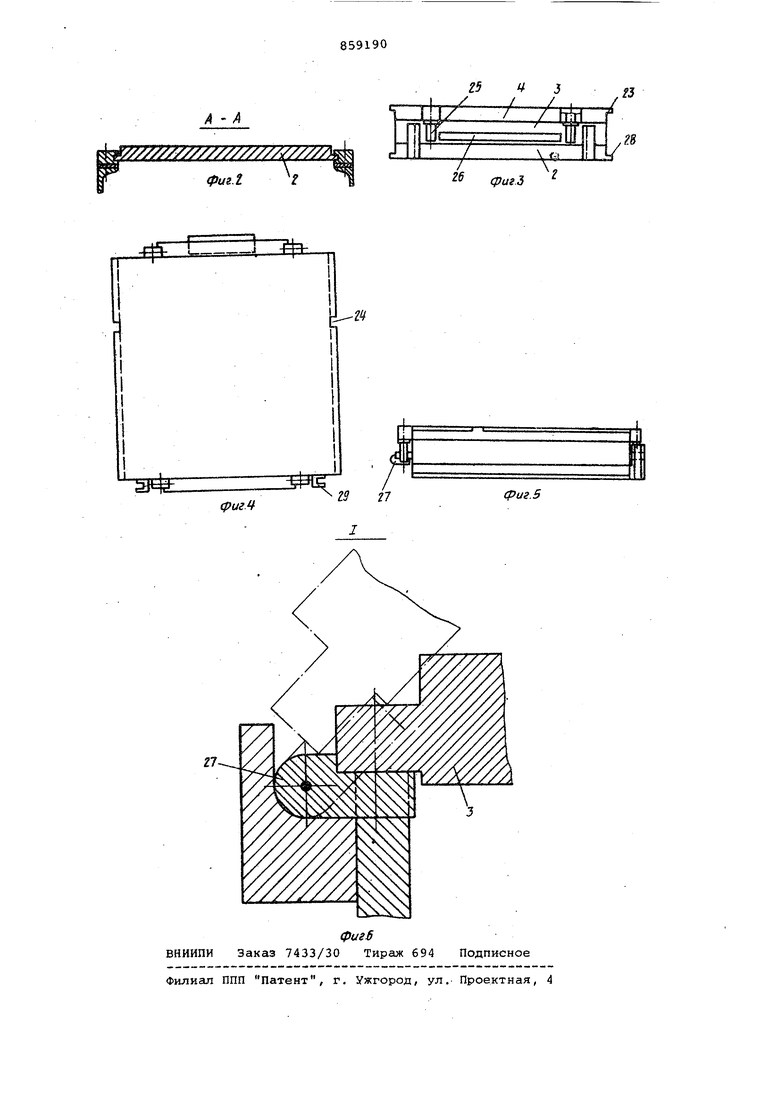
Изобретение относится к изготовлению резинотехнических изделий и предназначено для вулканизации на мн гоэтажном прессе в трехплитных пресс формах . Известно устройство для изготовления резинотехнических изделий, со держа111ее многоэтажный пресс с трехплитными пресс-формами и установлен ные на подъемном столе механизм перемещения трехплитной пресс-формы в плоскости плиты пресса, имеющий захват для пресс-формы, шарнирно смонтированный на поворотном в вертикальной плоскости рычаге,механизм для вертикального перемещенная средней плиты пресс-формы, имеющи захват, жестко связанный с приводом механизм для перемещения верхней плиты пресс-формы, имеющий захваты, связанные с приводом, и копир, напр ляющая которого установлена на подъ емном столе, а ролик закреплен на верхней плите пресс-формы 1, Однако в таком устройстве отсутствуют средства для обеспечения воз можности осмотра и очистки нижней поверхности средней плиты прессформы, что приводит к снижению удоб ства обслуживания. Цель изобретения - обеспечение осмотра и чистки средней плиты прессформы . Поставленная цель достигается тем, что устройство снабжено механизмом для поворота средней плиты прессформы в вертикальной плоскости, выполненном в виде системы ломающихся рычагов, один из царнирно смонтирован на подъеьшом столе, а второй снабжен захватом для взаимодействия со средней плитой, и привода, шарнирно связанного с первым рычагом. Наличие средств для поворота в вертикальной плоскости средней плиты пресс-форьад облегчает обслуживание последней при очистке иосмотре. На фиг. I показано предлагаемое устройство, обчлй вид; на фиг. 2 раарез А-А н(афиг. 1; на фиг. 3 -трехплитная пресс-форма, вид спереди; на фиг. 4 - то же, в плане; на фиг.5то же, вид сбоку; иа фиг. б - узел I на фиг. 1. Устройство для изготовления резинотехнических изделий содержит много|Этажный пресс 1 с трехплитными прессформами, состоящими И9 нижней 2,средней 3 и верхней 4 плит, и установленные на подъемном столе 5, именедем привод 6, MexaHH3NM для перемещения трехплитной пресс-формы в плоскости плиты пресса для перемещения верхней плиты 4 и для подъема и последовательного поворота в вертикальной плоскости средней плиты 3 прессформы .
Механизм для перемещения прессформы в;плоскости плиты пресса содержит захват 7, связанный с приводом 8 поворотным в вертикальной плоскости рычагом 9.
Механизм для перемегдения верхней плиты 4 пресс-Формы содержит захват 10 с двумя полками и упоргили 11 для плиты 4 пресс-формы и роликом (не показан) копира, направляющая 12 которого установлена на столе 5. На направляющей 12 закреплен упор 13 для фиксации верхней плиты 4 в верхнем положении.
Механизм для вертикального перемещения средней плиты 3 выполнен в виде П-образного толкателя 14, подвиного от привода 15, и направляющих колонок 16.Механизм поворота средней плиты 3 в вертикальной плоскости выполнен в виде системы ломающихся рычагов 17 и 18,из которых рычаг 17 посредством оси 19 шарнирно смонтирован на подъемном столе 5, а рычаг 18 снабжен захватом 20 для взаимодействия со средней плитой, и привода 21, шарнирно связанного с рычагом 17. На последнем закрепленупор 22 для удержания рычага 18 в заданно угловом положении. На верхней плите 4 выполнены продольные выступы 23, прорези 24, установлены штыри 25. На средней плите 3 выполнены поперечньае выступы 26, передний и задний, планка 27 закрепленная на заднем выступе. На нижней плите 2 выполнены продольные выступы 28 и установлены кронштейны 29 с пазами.
Устройство работает следующим образом.
При размыкании пресса нагревательные плиты с пресс-формами (кассетами) опускаются и захваты 7 рычага 9 механизма перемещения пресс-форм входят в пазы кронштейна 29 прессформ.
Привод 8 Поворачивает рычаг 9 .и перемещает пресс-форму с нагревательной плиты пресса на стол 5. При перемещении продольные выступы 28 нижней плиты 2 входят в пазы на столе 5 а прЬдольные выступы 23 верхней плиты 4 - в захват 10 При этом прорези 24 в выступах 23 в конце перемещения пресс-формы оказываются над упорами 1 1 .
Захват 10 и П-образный толкатель 14 одновременно поднимаются и, воздействуя полками соответственно на ;высту.пы 23 и штыри 25, отделяют в первый момент верхнюю плиту 4 от
средней 3, причем упоры 11 входят в прорези 24.
При подъеме захват 10 находится в горизонтальном положении до касания упорного ролика 13, после чего с подъем происходит с поворотом отно сительно оси. Соскальзывание плиты 4 с захвата 10 предотвращается упорами 11. При дальнейшем подъеме П-образный толкатель 14 воздействует
на выступы 26 средней плиты 3, отделяет ее от нижней плиты 2, удерживаиу1ой на столе 5, и поднимает на нужную высоту. В этом положении из гнезд средней плиты вынимаются свулканизованные изделия.
5 при необходимости осмотра и чистки нижней стороны средней плиты 3 включается в работу привод 21, который штоком поворачивает рычаг 17 относительно оси 19 в вертикальной
0 плоскости, при этом рычаг 18 поворачивается относительно него до упора 19 захват 20 переметцается в сторону переднего выступа 26 средней плиты 3, входит с ним в зацепление,
5 приподнимает его и при дальнейшем повороте рычага 17 средняя плита 3 поворачивается им на определенный угол.
От соскальзывания с П-образного
Q захвата 20 при повороте средняя плита 3 удерокивается упорсил, в которлй упирается планка 27 заднего выступа 26 .
После окончания чистки средней
плиты 3 подают жидк.ость в штоковую полость, привода 21, который поворачивает рычаг 17 в обратном направлений, поворачивая среднюю плиту 3 до горизонтального положения. При дальнейшем повороте рычага 17 захват 10
0 выходит из зацепления с выступом 26 средней плиты 3;
Затем П-образный толкатель 14 опускается и совмещает среднюю плиту 3 с нижней плитой 2 пресс-форкы,
5 после чего производят загрузку заготовок .После загрузки заготовок зЪхват 10 с верхней плитой 4 опускает.ся, поворачиваясь до горизонтального положения, и верхняя плита 4 смыкается со средней плитой 3 пресс-формы. Захват 10 опускается.
После c aлкaния пресс-формы включается привод 8, рычаг 9 механизма перемещения поворачивается и перемещает пресс-форму на нагревательную
плиту пресса.
При последовательной перезарядке пресс-фори многоэтажного пресса жидкость подают в привод 6, который поднимает подъемный стол 5 в соответствии с уровнем следующего, этажа. При этом захваты 7 рамного рычага9 входят Б пазы кронштейнов 29 следующей пресс-формы, и весь цикл перезарядки пресс-форм повторяется.
Предлагаемое устройство обеспечивает осмотр и чистку средних плит пресс-форм при одностороннем или двухстороннем обслуживании пресса.
Формула изобретения
Устройство для изготовления резинотехнических изделий, содержащее многоэтажный пресс с трехшштнытУЕи пресс-фо инами и установленные на подъёмнс 4 столе механизм перемещения трехплитной пресс-фор1«л в плоскости плиты пресса, имекщий захват для пресс-фО1ШЫ, шарнирно смонтированный на поворотном в вертикальной плоскости рычаге I механизм для вертикалЬно,го перемещения средней плиты прессформы Г кмекиций захват, жестко связанный с приводом, механизм для перемещения верхней штаты прессфор1Ф:1, имеющий захваты, связанные сприводом, и копир, направляюща которого установлена на подъемном столе, а ролик закреплен на захватах для верхней плиты пресс-формы, о т, л и ч а ю щ е в с я тем, что, с це лью обеспечения осмотра и iсредней плиты пресс-формы, оно снаб жено механизмом для поворота средней плиты пресс-форма в авртикгшьной плоскости, выполиенным в виде си0стемы ломающихся рычагов, один из котоЕШХ шарнирыо смонтирован на подъемном столе, а втсфой снабжен захватом для взаимодействия со средней плитой, и привода, шарнирно связанного с первым {Ж1чагс 1.
5
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 422206, кл. В 29 Н 5/00, 1970 (прототип.
в
//////////////////////// фиг.г7
26
(рагЗ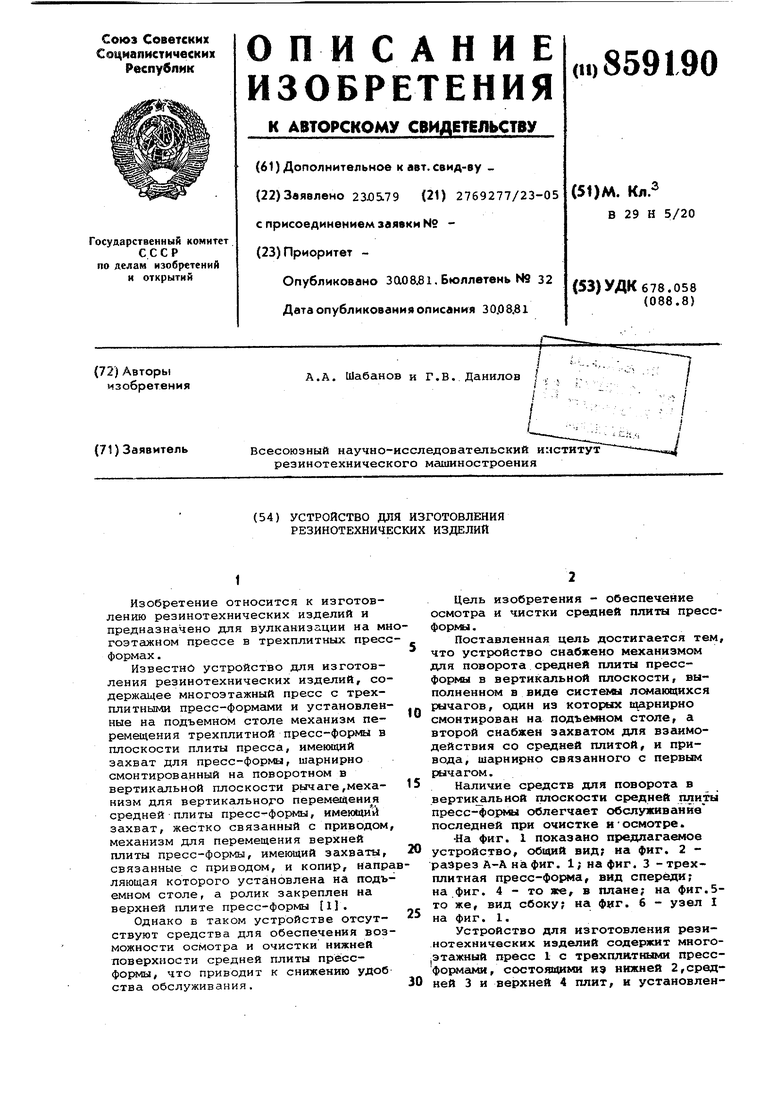
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для перезарядки пресс-форм к вулканизационному прессу | 1983 |
|
SU1111874A1 |
| Трехплитная пресс-форма | 1983 |
|
SU1121150A1 |
| Устройство для изготовления кольцевых резинотехнических изделий | 1983 |
|
SU1118540A1 |
| Устройство для перезарядки трехплитных прессформ | 1976 |
|
SU601178A1 |
| Устройство для перезарядки пресс-форм к вулканизационному прессу | 1970 |
|
SU422206A1 |
| Устройство для перезарядки пресс-форм вулканизационного пресса | 1970 |
|
SU332689A1 |
| АГРЕГАТ КАРУСЕЛЬНОГО ТИПА ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1967 |
|
SU204540A1 |
| Устройство для перезарядки трехплитных пресс-форм | 1972 |
|
SU448142A1 |
| Устройство для обслуживания многоэтажного вулканизационного пресса | 1973 |
|
SU493100A1 |
| Устройство для обслуживания многоэтажного вулканизационного пресса | 1966 |
|
SU302930A1 |