(54) УСТРОЙСТВО ДЛЯ ПЕРЕЗАРЯДКИ ПРЕСС-ФОРМ К ВУЛКАНИЗАПИОННОМУ ПРЕССУ
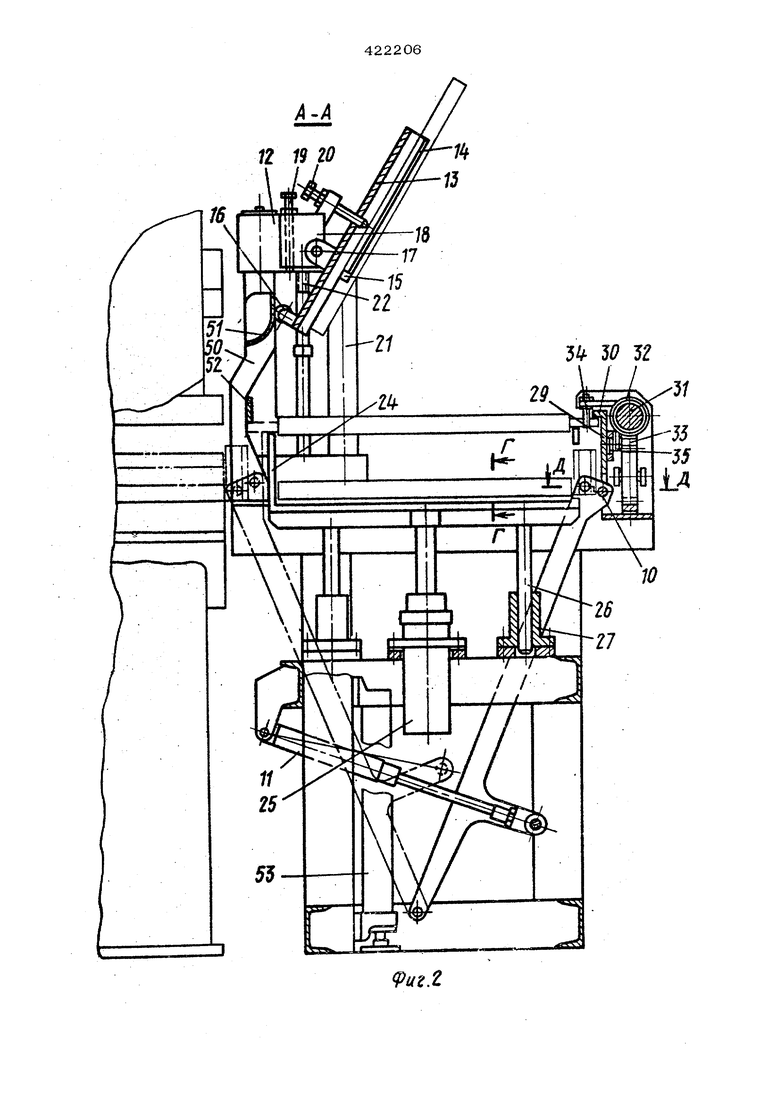
из двух стоек 5 со штырями 6, на которътх имеются втулки 7 с ребордами. Стойки 5 соединены между собой связями 8, 9 и 10. Связь 8 является осью поворота рамного рычага. Связь 9 соединена со штоком ги№роципиндра 11.
Механизм 12 подъема и поворота верх ней плиты нрессм| ормы состоит из захвата 13 с двумя попками 14, зубьями 15 и ро« пиком 16. Захват 13 посредством оси 17 соединен с кронштейном 18, имекшим вин 19, пира1клдийся в захват 13 и обеспечи-i ваюпшй ему горизонтальность в исходном положении, и винт 20, сл жапшй йля фиксации верхней плиты пре :с-4ормы в повернутом пйложении. Кронштейн 18 закреплен на направляющих штангах 21 и через ретулировочный винт 22, посредством которого можно устанавливать исходный уровень кронштейна 18 с захватом 13, соединен со штоком гидроцилиндра 23.
Механизм разъема пресс.форм состоит из П-образного толкателя 24, закрепленного на ШТОК6 гидроцилиндра 25 и имекядего направляющие колонки 26, скользящие во ьгулках 27.
Механизм 28 перемещения стержней плиты пресс-4 ормы состоит из кронштейна 29 с упором 30, на котором закреплена направляоюшая 31 с ползуном 32, рейкой 33, пальцами 34 и катком 35. Ни кронштейне 29 установлены также рейка 36 и гидроцилиндр 37, на штоке которого находится бобышка 38 с осью 39 и зубчатым колесом 40, входяшим в зацепле вне с рейками 33 и 36. .
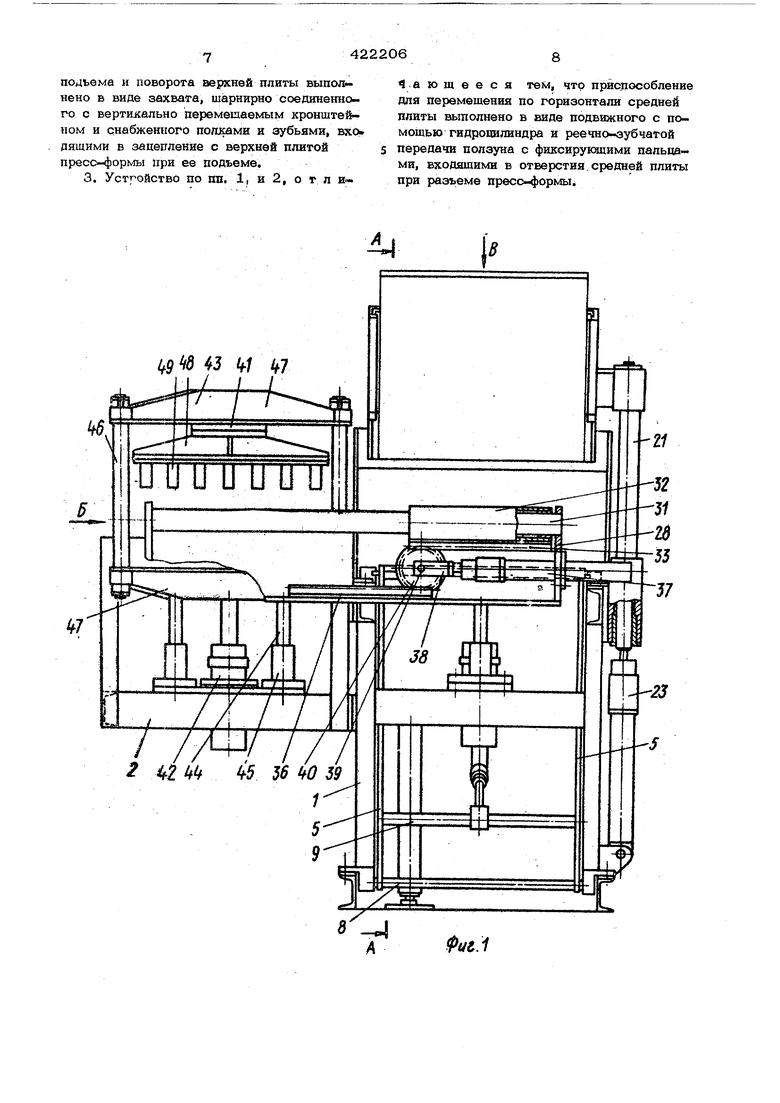
Механизм 41 выталкивания изделий соогоит из гидроцилиндра 42, рамки 43 с направляющими колонками 44, скользящими во втулках 45. Рамка 43 состоит из колонн 46 и двух траверс 47, на одной Из которых в зависимости от того, сверху или снизу выталкиваются изделия из cpe.fr ней плиты пресс-формы, установлена плита 48 с выталкивателями 49.
На раме 1 установлен кронштейн 5О с профильным упором 51 и упором 52.
Вертикальное перемещение устройства при обслуживании многоэтажного пресса с последовательной перезарядкой пресс-фор каждого этажа осуществляется гидроципиш ром 53, корпус которого жестко соединен с рамами 1 ь 2, а шток упирается в фундамент.
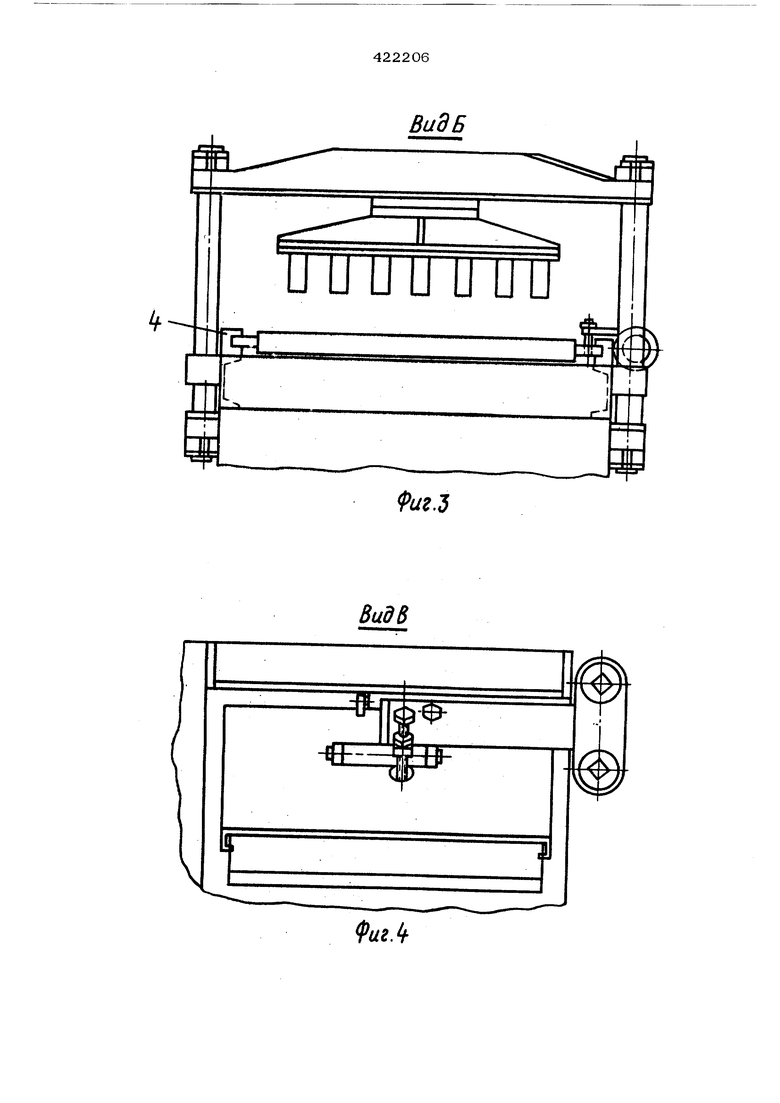
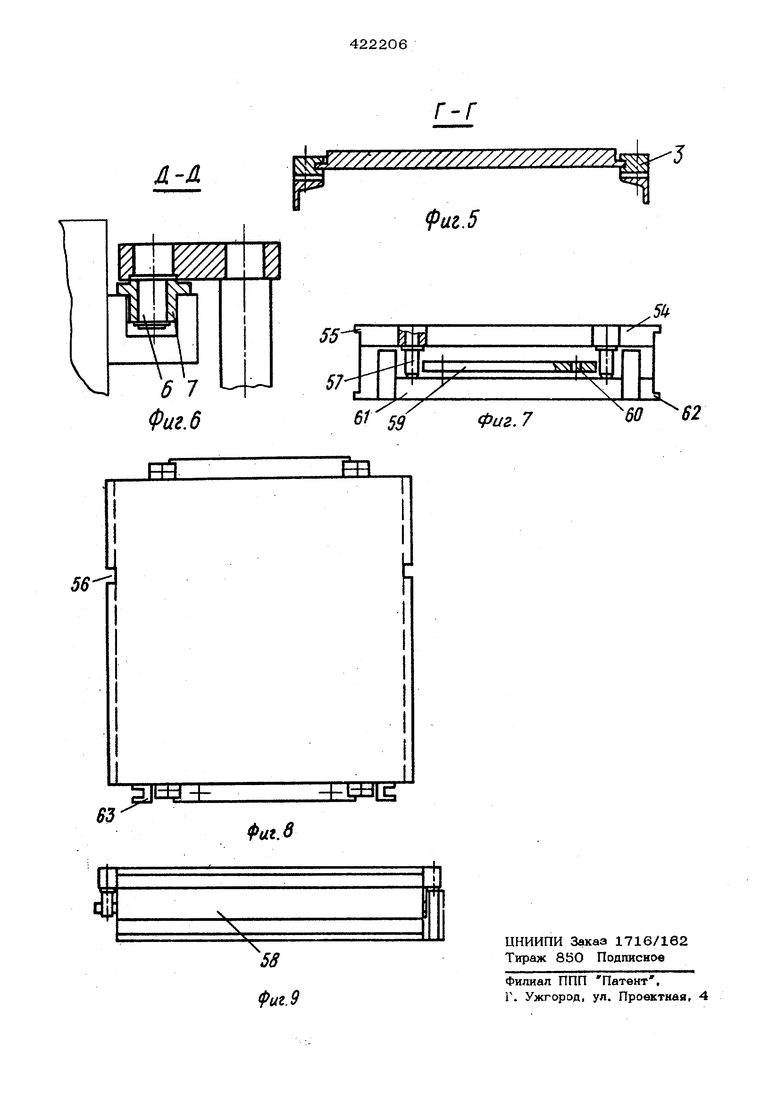
Трехплитная пресс-форма, перезаряжаемая на данном устройстве (или кассета с трехплитными пресс-формами), состоит из верхней плиты 54 с двумя продольными выступами 55, прорезями 56 и четырьмя
штырями 57, средней плиты 58 с двумя поперечными выступами 59, передний из которых имеет два отверстия 60, и нижней плиты .61 с двумя продольными высту5 пами 62 и кронштейнами с пазами 63.
Работа устройства при перезарядке трехплитных пресс-форм (кассет с трбхплитны ми пресс-формами) происходит следующим образом.
10,
При размыкании пресса нагревательные
плиты с пресс-формами (кассетами) опускаются, и штыри 6 с втулками с ребордами механизма перемещения пресс-форм вхо15 Дят в пазы 63 кронштейнов пресс-форм. Гидроцилиндр 11 поворачивает стойки 5 рамного рычага н перемещает пресс-форму с нагревательной плиты пресса на устройство для перезарядки, центрируя ее от
20 носительно оси устройства ребордами поворачивакяцихся втулок 7.
При перемещении продольные выступы 62 нижней плиты 61 пресс-формы входят в пазы планок-захватов 3, а продольные
25 выступы 55 верхней шигты 54 в полость захвата 13. При этом прорези 5&Ъ нысту пах 55 в конце перемещения пресс-формы оказываются над зубьями 15. В поршневые полости гидроцилиндров 23 и 25 одновре30 менно подают жидкость.
Захват 13 и П-образный толкатель 24 поднимаются и, воздействуя полками 14 соответственно на н.ыступы 55 и щтьфи 57, отделяют в -первый момент верхнюю плиту 54, причем зубья 15 входят в прорези 56. При ходе поршня гадроцилиндра 23 вверх захват 13 с плитой 54 поднимается в горизонтальном положении до касания ролика 16 с профильным упором 51, после чего подъем производится с поворотом oi носительно оси 17. Соскальзывание плиты 54 с полок 14 захвата 13 предотвращаем ся зубьями 15. В конце подъема и поворота винт 20 упирается в верхнюю плоскость плиты 54, фиксируя ее на полках 14 захвата 13.J При дальнейшем ходе поршня роцилиндра 25 вверх П-образный толкатель 24 воздействует на выступы 59 средней плиты 58, отделяет ее от нижней плиты 6-1 удерживаемой планками-захватами 3, и nofvнимает на некоторую высоту. Затем пальцы 34 ползуна 32 входят в отверстия 60 выступа 59 средней плиты 58 пресс-формы
Если сила сцепления верхней плиты 54 со средней плитой 58 пресс-формы, обуоловленная прилипанием изделий к поверхности формующих гнезд, больше силы сцепления средней плиты 58 с нижней плитой 61J то Б процессе разъема пресс-формы
сначала совместно отделяются плиты 54 и 58 от плиты 61,
При совместном подъеме средняя плита 53 поперечными выступами 59 упирается в упоры 30 и 52 и останавливается. П-об разный толкатель 24, упираясь в концы штырей 57 и, поднимаясь гидроцилиндром 25 выше, выбирает зазор между концами штырей 57 и нижними плоскостями выступов 59, отделяя верхнюю плиту 54 от сред ней плиты 58. и останавливается. При этом средняя плита 58 выступами 59 ложится на плоскости боковин П-образного толкателя 24. Дальнейший подъем плиты 54 пресс-формы осуществляется аналогично
описанному.
После разъема пресс-ч})ормы и подъема с поворотом верхней плиты подают жидкост в поршневую полость гидроцилиндра 37. Зубчатое колесо 40 перемешается и, обкатываясь по рейке 36, передвигает по направляющей 31 через рейку 33 ползун 32, который, находясь в зацеплении со средней плитой 58 пресс-формы, перемешает ее с изделиями по плоскостям боковин П-образ- него толкателя 24 к механизму 41 выталкивания изделий. При этом выступы 59 плиты 58 заходят в пазы планок-захватов 4.
В штоковую полость гидроодлиндра 42 механизма выталкивания изделий подают
жидкость. Поршень гидроцилиндра 42 перемешает рамку 43 с плитой 48 и выталкивателями 49, которые шзгталкивают готовые изделия из гнезд средней плиты 58 пресс-ч})ормы.
После выталкивания изделий подают, жидкость в поршневую полость гндроцилиндра 42, рамка 43 поднимается и выводит выталкиватели 49 из гнезд плиты 58.
Затем подают жидкость в штоковую полость гидроцилиндра 37, шток гидроцилиндра втягивается и перемешает ползун 32 с плитой 58 на плоскости боковин П-обраэного толкателя 24. П-образяый толкатель 24 опускается и совмещает среднюю плиту 58 с нижней плитой 61 пресс-формы. После чего производят загрузку заготовок, которую можно осуществить по необходимости и до совмещения средней плиты с нижней плитой пресс-формы.
После загрузки заготовок подают жидкость в штоковую полость гидроцилиндра 23. Захват 13 с верхней плитой 54 опуокается и, поворачиваясь вокруг осп 17 до горизонтального положения вследствие упора в винт 19, смыкается со средней плитой 58 пресс-формы. Захват 13 опускается ниже и его зубья 15 выходят из прорезей 56 продольных выступов 55 плиты 54.
Увеличение высоты пресс-формы за счит уложенных заготовок не влияет пп конеь ное пложение захвата 10 лспедствие принятого определенного расстояния от полок Il до верхней плоскости захвата 13, Положание захвата 13 по вертикали регулируется винтом 22.
После смыкания пресс-формы подают жидкость в штоковую полость гидроцилиндра 11. CтoйJcи 5 рамного рычага механиэ« ма перемещения поворачиваются п обратную сторону и перемешают пресо- орму на Harw ревательнук) плиту пресса.
Таким образом, непрерывно осуществляется работа предлагаемого устройства.
При перезарядке двухллитных -.-пресс-, форм все описанные операции (кроме перемещения средней плиты в сторону) остаются такими же. Поэтому механизм 28 перемеще ния средней плиты пресс-формы и механизм 41 выталкивания изделий из средней плиты не используют.
При последовательной перезарядке пресс форм многоэтажного пресса жидкость подают в гидроцилиндр 53, который ПОДНИМ&ет устройство для перезарядки пресс-ч})орм до уровня следующего этажа. При этом штыри 6 с втулками с ребордами входят в пазы 63 кронштейнов следующей пресс-форьмы, и весь цикл перезарядки пресс-форм повторяется.
Предлагаемое устройство для перезарядки трех-, и двуплитных пресс-форм может быть применено для работы на двухэтажном прессе при двустороннем обслуживании, а также на двухэтажном прессе с односторонним обслуживание или на четырехэтажном прессе с двусторонним обслуживанием при условии равенства времени перезарядки пресс ч))орм и времени вулканизахши. изделий.
Формула изобретения
1,Устройство для перезарядки пресс.форм к вулканизационному прессу, содержа. шее смонтированные на станине механизмы перемещения пресс-форм, выталкивания изделий и разъема плит пресс-формы, о т личающееся тем, что, с целью обеспечения возможности перезарядки подвижных трехплитных колончатых пресс-форм пресса, механизм разъема плит пресо-фо1 мы выполнен в виде приспособлений для подъема и поворота верхней плиты и перем щения по горизонтали средней плиты.
2.Устройство по п. 1,отличающее с я тем, что приспособление для
польема и поворота верхней плиты выполн нено в виде захвата, шарнирно соединенного с вертикально перемешаемым кронштейном и рнабженного попками и зубьями, вхо дяшлимн в зацепление с верхней плитой пресс-формы при ее подъеме.
3. Уст1 0йство по пп. li и 2, о г л иЧ.аюшееся тем, что приспособление для перемещения по гюризонтали средней плиты выполнено в виде подвижного с помошью гидрошлиндра и реечно-эубчатой передачи ползуна с фиксирукшимн пальцами, входящими в отверстия средней плиты при разъеме пресс-формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для перезарядки пресс-форм к вулканизационному прессу | 1983 |
|
SU1111874A1 |
| Устройство для перезарядки пресс-форм вулканизационного пресса | 1970 |
|
SU332689A1 |
| Трехплитная пресс-форма | 1983 |
|
SU1121150A1 |
| Устройство для перезарядки трехплитных пресс-форм | 1972 |
|
SU448142A1 |
| Устройство для изготовления резинотехнических изделий | 1979 |
|
SU859190A1 |
| Устройство для обслуживания многоэтажного вулканизационного пресса | 1986 |
|
SU1391912A1 |
| Устройство для изготовления кольцевых резинотехнических изделий | 1983 |
|
SU1118540A1 |
| Устройство для перезарядки пресс-форм к вулканизационному прессу | 1989 |
|
SU1616829A1 |
| Устройство для перезарядки пресс-форм вулканизационных прессов | 1987 |
|
SU1717382A1 |
| Многоместная трехплитная пресс-форма для изготовления кольцевых резиновых изделий | 1986 |
|
SU1369904A1 |
9uz.Z
ВидБ
U U и U UTI и
fuz.Z
ВидВ
агЛ
