111
Изобретение относится к изготовлению р1езйнотёхнических изделий и предназначено для формирования и вулканизации резинотехнических изделий типа прокладок, уплотнительных колец круглого сечения на заводах резинотехнических изделий.
Известна трехплитная пресс-форма для изготовления резинотехнических изделий навулканизационных прессах, содержащая нижннж), среднюю и поворотную верхнюю кассеты и шарнирные узлы для их соединения. В пресс-форме средняя кассета центрируется относительно верхней и нижней кассет при помощи колонок и при перезарядке перемещается в левую сторойу, под выталкиватель, формирующие полости для резинотехнических изделий образуются де-г талями пакета, вставляемыми в отверс .тля кассет fl } .
Эта пресс-форма имеет две линии разъема и рассчитана для изготовления резинотехнических изделий в один этаж (на одном вертикальиом уровне), а изделия типа прокладок, уплотнительных колец круглого и прямоугольт ного сечений - в два этажа (на двух вертикальных уровнях).
В этом случае для извлечения готовых изделий, располагаемых по линиям разъема средней и нижней плит, средняя плита перемещается в сторону, а изделия.могут остаться, как на формующих полостях нижней, так и на формующих полостях средней плит Изделия, оставшиеся на формующих поЛ остях нижней плиты, легко снимают- :ся, а для снятия изделий, оставшихся на формующих полостях нижей поверхности средней плиты, оператору приходится нагибаться и работать под перезарядчиком,,- чтобы стаскивать их при помощи специальных оправок или сдувать сжатым-воздухом, что усложняет обслуживание пресс-формы и затрудняет опрыскивание смазкой формуюоцпс полостей на нижней поверхности средней плиты. Кроме того, перемещение средней плиты в сторону приводит к увеличению габаритов перезарядчика и его металлоемкости.
Наиболее близкой к предлагаемой по технической сущности и достигаемому результату является трехплитная пресс-форма, содержащая нижнюю и поворотные относительно нее среднюю и верхнкно плиты и шарнирные узлы для
02
их соединения, каждый из которых имеет закрепленный на нижней плите кронштейн с продольным пазом, связанные с поворотными плитами петли и соединительный элемент C2J .
В известной пресс-форме соединительный элемент выполнен в виде оси, жестко связанной с петлей средней плиты и проходящей через петлю верхней плиты и продольный паз. При перезарядке пресс-формы после выдвижения из пресса сначала поднимается верхняя плита поворотом в вертикальной плоскости, а затем аналогично
поднимается средняя плита. При этом перед поворотом плит необходимо предварительно отделить их от соседней плиты, что ос5тцествляется вручную оператором при помощи вспомогательных
инструментов типа ломиков, что затрудняет обслуживание пресс-формы и делает его опасным, так как пресс-форма нагрета до 160-180 С.
Целью изобретения является облегчение обслуживания пресс-формы и повышение его безопасности.
Поставленная цель достигается тем, что в трехплитной пресс-форме, содержащей ннянняо и поворотные относительно нее среднкио и верхнюю (поворотные) гшиты и шарнирные узлы для их соединения, каждый из которых имеет закрепленный на нижней плите кронштейн с продольным пазом, связаннь1М
с поворотными плитами петли, и соединительный элемент, каждый соединительный элемент выполнен из этажно расположенных относительно нижней плиты двух параллельных осей, каждая
из которых одним концом жестко связана с петлей соответствующей поворотной плиты, а другим концом установлена с возможностью перемещения в продольном пазу, причем между вторыми
концами осей в продольном пазу установлен с возможностью перемещения
вкладыш.
I .
На боковых сторонах вкладышей выполнены выступы, а на стенках про.дольных пазов - направляющие пазы для выступов.
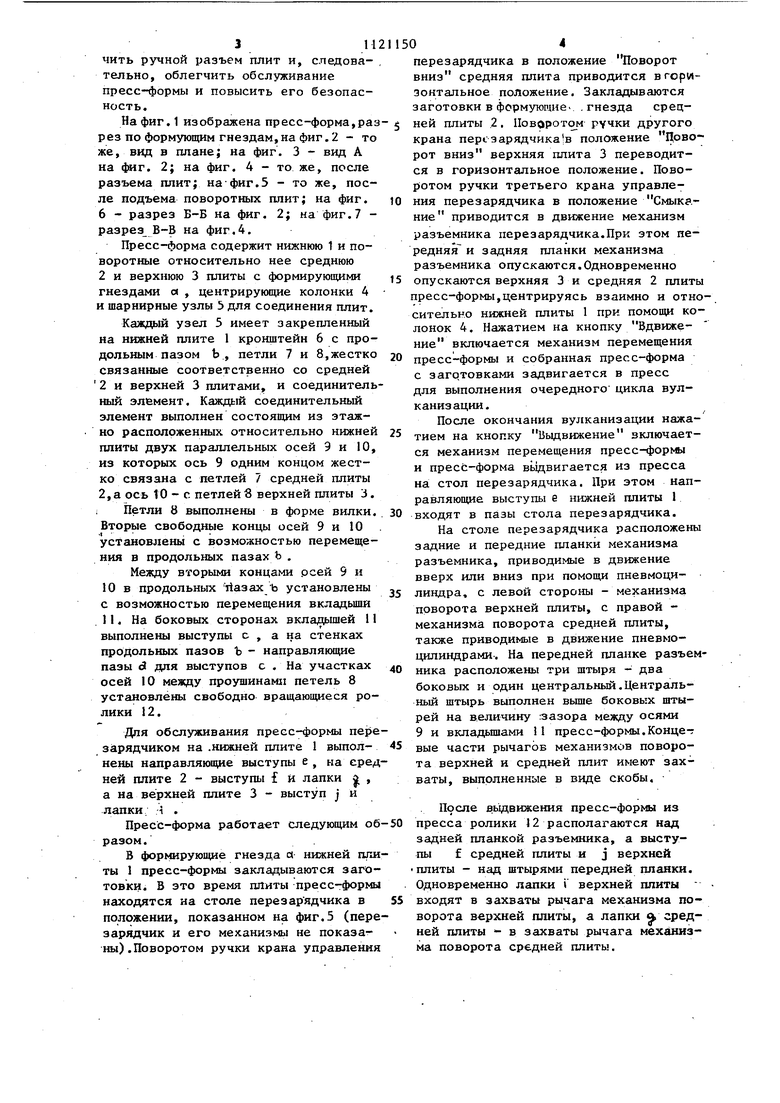
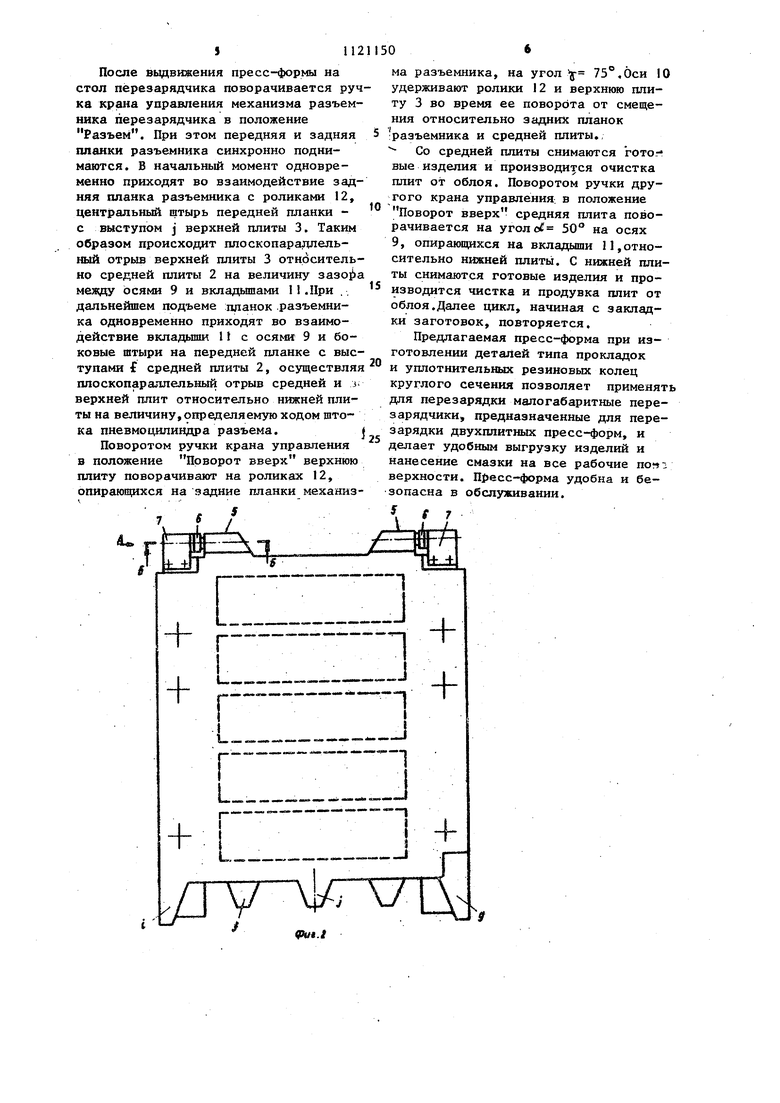
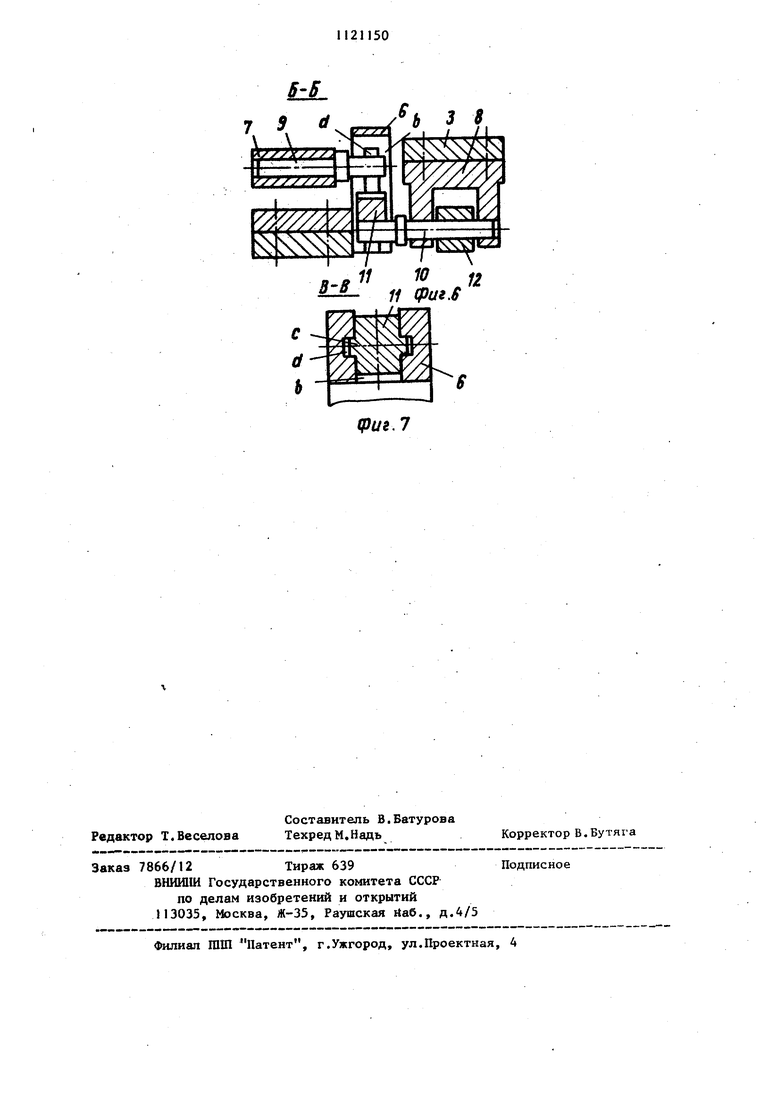
Такое конструктивное выполнение пресс-формы обеспечивает в начальный момент перезарядки плоскопараллельнов перемещенне поворотных верхней исредней плит относительно нижней плиты и друг от друга для разъема соседних плит, что позполяет исклю311чить ручной разъем плит и, следовательно, облегчить обслуживание пресс-формы и повысить его безопасность. На фиг. 1 изображена пресс-форма,раз рез по формующим гнездам, на фиг. 2 - то же, вид в плане; на фиг. 3 - вид А на фиг. 2; на фиг. 4 - то же, после разъема плит; на фиг.5 - то же, после подъема поворотных плит; на фиг. 6 - разрез Б-Б на фиг. 2; на фиг.7 разрез В-В на фиг.4. Пресс-форма содержит нижнюю 1 и поворотные относительно нее среднюю 2 и верхнюю 3 плиты с формирующими гнездами а , центрируюсцие колонки 4 и шарнирные узлы 5 для соединения плит. Каждый узел 5 имеет закрепленный на нижней плите 1 кронштейн 6 с продольным пазом Ь., петли 7 и 8,жестко связанные соответственно со средней 2 и верхней 3 ппитами, и соединитель ный элемент. Каждый соединительный элемент выполнен состоящим из этажно расположенных относительно нижней плиты двух параллельных осей Эй 10, из которых ось 9 одним концом жестко связана с петлей 7 средней плиты 2,а ось 10 - с петлей 8 верхней плиты 3. i Петли 8 выполнены в форме вилки. Вторые свободные концы осей 9 и 10 установлены с возможностью перемещения в продольных пазах Ь . Между вторыми концами реей 9 и 10 в продольных йазах ъ установлены с возможностью перемещения вкладыши 11. На боковых сторонах вкладышей 11 выполнены выступы с , а на стенках продольных пазов Ъ - направляющие пазы d для выступов с .На участках осей 10 между проушинами петель 8 установлены свободно вращающиеся ролики 12. Для обслуживания пресс- ормы nejie зарядчиком на .нижней плите 1 выполнены направляющие выступы е, на сред ней плите 2 - выступы f И лапки , а на верхней плите 3 - выступ j и лапки 1 . Пресс-форма работает следующим об разом. В формирующие гнезда а- нижней гши ты 1 пресс-формы закладываются заготовки. В это время плиты -пресс-формы находятся на столе перезарядчика в положении, показанном на фиг.5 (пере зарядчик и его механизмы не показаны) .Поворотом ручки крана управления 4 перезарядчика в положение Поворот вниз средняя плита приводится в горизонтальное положение. Закладываются заготовки в формующие .гнезда срецней плиты .2. Поворотом ручки другого крана перс зарядчика :В положение Доворот вниз верхняя плита 3 переводится в горизонтальное положение. Поворотом ручки третьего крана управления перезарядчика в положение Смыкание приводится в движение механизм разъемника перезарядчика.При этом передняя и задняя планки механизма разъемника опускаются.Одновременно опускаются верхняя 3 и средняя 2 плиты пресс-формы,центрируясь взаимно и относительно нижней плиты 1 при помощи колонок 4. Нажатием на кнопку Вдвижение включается механизм перемещения пресс-формы и собранная пресс-форма с загртовками задвигается в пресс для выполнения очередного цикла вулканизации. После окончания вулканизации нажатием на кнопку Вьщвижение включается механизм перемещения пpecc-фop в)I и npecfc-форма вьщвигается из пресса на стол перезарядчика. При этом направляющие выступы е нижней плиты 1 входят в пазы стола перезарядчика. На столе перезарядчика расположены задние и передние планки механизма разъемника, приводимые в движение вверх или вниз при помощи пневмоцилиндра, с левой стороны - механизма поворота верхней плиты, с правой механизма поворота средней плиты, также приводимые в движение пневмо- цилиндрами. На передней планке разъемника расположены три штыря - два боковых и один центральный.Центральный штырь выполнен выше боковых штырей на величину :зазора между осями 9 и вкладашами 11 пресс-формы.Концевые части рычагов механизмов поворота верхней и средней плит имеют захваты, выполненные в виде скобы. После выдвижения пресс-формы из пресса ролики 12 располагаются над задней планкой разъемника, а выступы f средней плиты и j верхней плиты - над штырями передней планки. Одновременно лапки i верхней плиты входят в захваты рычага механизма поворота верхней плиты, а лапки л средней плиты - в захваты рычага мекеашзма поворота средней плиты. После вьздвижения пресс-формы на стол пёрезарядчика поворачивается руч ка крана управления механизма разъемника перезарядчнка в положение Разъем. При этом передняя и задняя планки разъемника синхронно поднимаются. В начальный момент одновременно приходят во взаимодействие задняя планка разъемника с роликами 12, центральный штырь передней планки с выступом j верхней плиты 3. Таким образом происходит плоскопарадлельный отрыв верхней плиты 3 относительно средней плиты 2 на величину зазора между осями 9 и вкладышами 11.При .. дальнейшем подъеме планок .разъемника одновременно приходят во взаимодействие вкладьшш 11 с осями 9 и боковые штыри на передней планке с выступами f средней плиты 2, осуществляя плоскопараалельный отрыв средней и верхней плит относительно нижней плиты на величину, определяемую ход ом штока пневмоцилиндра разъема. Поворотом ручки крана упраапения в положение Поворот вверх верхнюю плиту поворачивают на роликах 12, опирающихся на задние планки механиз ма разъемника, на угол 75°,Оси 10 удерживают ролики I2 и верхнюю плиту 3 во время ее поворота от смещения относительно задних планок разъемника и средней плиты., Со средней плиты снимаются готовые изделия и производится очистка плит от облоя. Поворотом ручки другого крана управления в положение Поворот вверх средняя плита поворачивается на уголо 50° на осях 9, опирающихся на вкладыши 11,относительно нижней плиты. С нижней плиты снимаются готовые изделия и производится чистка и продувка плит от облоя.Далее цикл, начиная с закладки заготовок, повторяется. Предлагаемая пресс-форма при изготовлении деталей типа прокладок и уплотнитальных резиновых колец КРУГЛОГО сечения позволяет применять для перезарядки малогабаритные перезарядчики, предназначенные для перезарядки двухплитных пресс-форм, и делает удобным выгрузку изделий и нанесение смазки на все рабочие поп:; верхности. П| есс-форма удобна и безопасна в обслуживании.
Вид А повернуто
(Риг.
fpui.5
b 3 8
|ф1ЧЧУ11
10
12 11 (риг.$
fpue. 7
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления резинотехнических изделий | 1979 |
|
SU859190A1 |
| Устройство для обслуживания многоэтажного вулканизационного пресса | 1986 |
|
SU1391912A1 |
| Устройство для перезарядки пресс-форм к вулканизационному прессу | 1983 |
|
SU1111874A1 |
| Устройство для перезарядки пресс-форм вулканизационных прессов | 1987 |
|
SU1717382A1 |
| Устройство для перезарядки пресс-форм к вулканизационному прессу | 1970 |
|
SU422206A1 |
| Устройство для перезарядки пресс-форм вулканизационного пресса | 1970 |
|
SU332689A1 |
| Многоместная трехплитная пресс-форма для изготовления кольцевых резиновых изделий | 1986 |
|
SU1369904A1 |
| Устройство для перемещения пресс-форм | 1984 |
|
SU1247298A1 |
| Устройство для перезарядки трехплитных пресс-форм | 1972 |
|
SU448142A1 |
| Устройство для изготовления армированных резиновых изделий | 1985 |
|
SU1248831A1 |
I.ТРЕХШ1ИТНАЯ ПРЕСС-ФОРМА, содержащая нижнкяо и поворотные относительно нее среднюю и верхнюю плиты и шарнирные узлы для их соединения, каждый из которых имеет .закрепленный на нижней плите кронштейн с продольным пазом, связанным с поворотными плитами петли,и соединительный элемент, отличающаяся тем, что., с целью облегчения обслуживания пресс-формы и повышения его безопасности, каждый соединительный зле- . мент выполнен из зтажно расположенных относительно нижней плиты двух пар агшельных осей каждая из которых одним концом жестко связана с петлей соответствующей поворотной плиты, а другим концом установлена с возможностью перемещения в продольном пазу, причем между вторыми концами осей в продольном пазу установлен с возможностью перемещения вкладыш. 2. Пресс-форма по п. 1, о т ли -. чающаяся тем что на боковых сторонах вкладышей выполнены выступы, а на стенках продольных пазов направляющие пазы для выступа. YA ФЗ /%я i/г.;
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Многогнездная пресс-форма для изготовления уплотнительных манжет | 1979 |
|
SU903185A1 |
| Солесос | 1922 |
|
SU29A1 |
