Известен агрегат карусельного типа для изготовления резиновых изделий, включающий смонтированные на стане шнековый литьевой пресс с головкой, периодически взаимодействующей с литьевыми обогреваемыми прессформами, получающими от привода шаговое круговое перемещение на поворотном столе, оборудованном механизмами отпирания и запирания прессформ и подъема верхней части прессформы. Однако известный агрегат не имеет средств для обеспечения расширения диапазона применения его для изготовления изделий заданной конфигурации, например, изделий с открытой полостью.
Предлагаемый агрегат отличается тем, что в нем применен зажимной механизм прессформы, выполненный в виде подвижной от силового цилиндра плиты и захватов, один из которых посредством ролика связан с поворотным столом, другой - посредством шарниров со стойкой, закрепленной на станине агрегата. Агрегат отличается тем, что оборудован нриснособлением для дозировки подаваемого Б прессформу материала, выполненного в виде закрепленного на торце цилиндра шнекового литьевого пресса и вращающегося при осевом перемещении шнека барабана с копирами, действующими на конечные выключатели.
Предлагаемый агрегат отличается и тем, что механизм отпирания и запирания нрессформы вынолнен в виде захватов, связанных с силовым цилиндром посредством рычажной системы и шарнирно закрепленных на одной оси с качающимися и подпружиненными ры чагами, соединенными через шарниры с опорной плитой прессформы и своими выступами действующие на штыри, свободно проходящие через отверстия в нижней плите прессформы. Механизм подъема верхней части прессформы выполнен в виде плиты, связанной с верхней частью прессформы и шарнирно соединенной со штоком силового цилиндра и с двухрычажной ломающейся системой, взаимодействующей с упорами фиксации и разворота верхней части прессформы. Кроме того, агрегат оборудован сердечником и механизмом подъема и опускания сердечника,
выполненного в виде подвижного, проходящего через опорную плиту прессформы стержня, связанного со штоком силового цилиндра и посредством зубчатых передач с сердечником. Сущность изобретения поясняется чертежами.
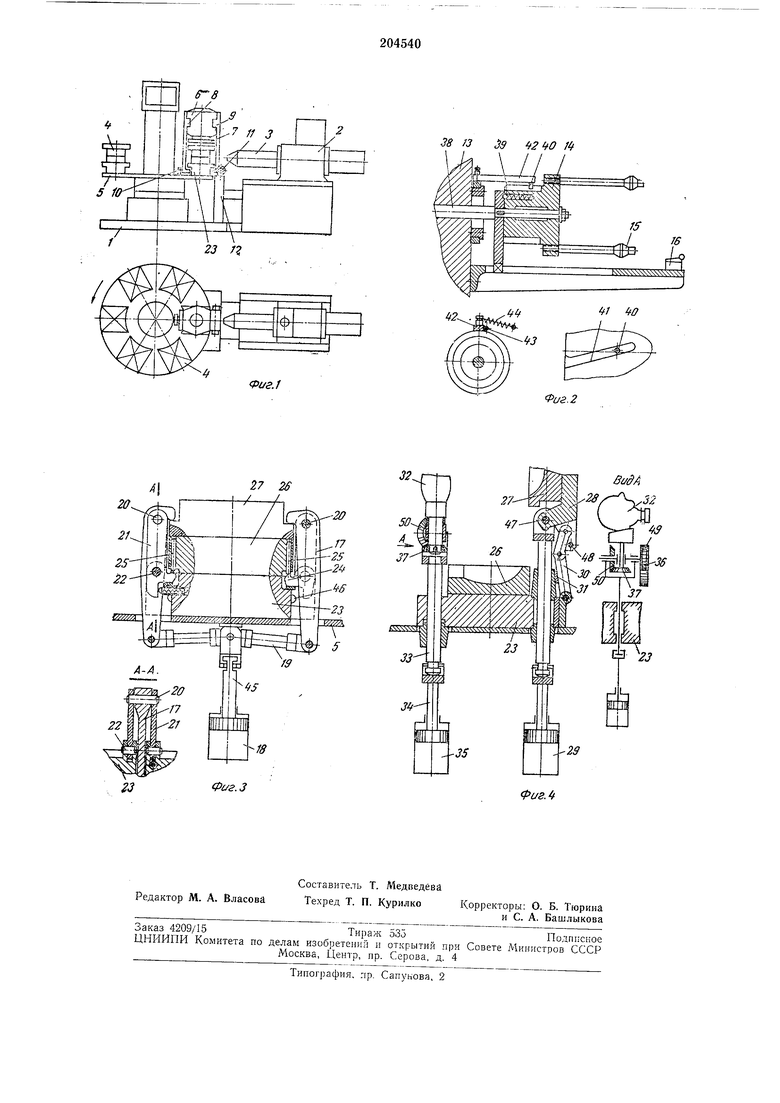
На фиг. 1 изображен общий вид агрегата; на фиг. 2 - общий вид приспособления для дозировки подаваемого в прессформы .материала; на фиг. 3 - общий вид механизма отпирания и запирания лрессформы; на фиг. 4- общий вид механизма для .подъема верхней части прессформы и подъема и опускания сердечника.
Агрегат карусельного типа для изготовления резиновых изделий включает смонтированные на станине / шнековый литьевой пресс 2 с головкой 3, периодически взаимодействующей с литьевыми обогреваемыми прессформами 4, получающими от привода шаговое круговое перемещение на поворотном столе 5, оборудованном механизмами отпирания и запирания прессформ и подъема верхней части прессформы. В предлагаемом агрегате применен зажимной механизм прессформы (фиг. 1), выполненный в виде подвижной от силового цилиндра 6 плиты / и захватов В, 9, один из которых (&) посредством ролика 10 связан с поворотным столом Ь, другой (i) посредством шарниров 11 со стойкой 12, закрепленной на станине / агрегата.
Приспособление для дозировки подаваемого в прессформу материала выполнено в виде закрепленного на торце цилиндра 5 шнекового литьевого пресса 2 и вращающегося при осевом перемещении шнека барабана М с копирами 1, действующими на конечные выключатели 16.
Механизм отпирания и запирания прессформы (фиг. 3) выполнен в виде захватов If, связанных с силовым цилиндром 18 посредством рычажной системы 19 и шарнирно закрепленных на одной оси 20 с качающимися и подпрулшпенными рычагами 21, соединенными через шарниры 22 с опорной плитой прессформы 23 и своими выступами 24 действующие на штыри 25, свободно проходящие через отверстия в нижней ллите 26 прессформы. Механизм подъема верхней части 27 (фиг. 4) прессформы выполнен в виде плиты , связанной с верхней частью 27 прессформы и шарнирно соединенной со штоком силового цилиндра 25 и с двухрычажной ломающейся системой 30, взаимодействующей с упорами фиксации и разворота 31 верхней части прессформы 27. Механизм подъема и опускания сердечника 32 выполнен в виде подвижного, проходящего через опорную плиту 23 прессформы стержня 33, связанного со штоком 34 силового цилиндра 35 и посредством зубчатых передач 36, 37 с сердечником 32.
Литьевые прессформы, размещенные на поворотном столе 5, последовательно подходят к головке 3 шнекового литьевого пресса 2. При этом, с помощью плиты 7 и захватов 8, 9 зажимного приспособления, один из которых 8 связан посредством ролика 10 с поворотным столом 5, а другой 9 - посредством шарниров 11 со стойкой 12, прессформа 4 запирается в момент подачи в нее определенной дозы резиновой смеси, которая регулируется приспособлением для дозировки (фиг. 2), закрепленном на торце цилиндра 13 шнекового литьевого пресса 2.
При вращении шнека литьевого пресса 2 происходит набор дозы материала, под действием давления набираемого материала шток 38 перемещается вправо. При этом фиксатор 39 удерживает барабан 14 от вращения.
Ролик 40, находящийся в косом пазу 41 боковой поверхности цилиндра 13, будет отводить поворотную планку 42 от упора 43, растягивая пружину 44 до тех пор, пока ролик 40 не выйдет из косого паза 4i, после чего произойдет возврат ролика 40 вместе с планкой 42 в исходное положение, то есть до упора 43.
При дальнейшем перемещении вправо копир /5 воздействует на конечный выключатель 16 - произойдет прекращение набора дозы (вращение шнека) и начнется впрыск материала в прессформы (перемещение штока 38 влево).
При движении барабана 14 влево ролик 40 войдет в соседний косой паз 41 и повернет барабан 14 на один шаг; фиксатор 39 зафиксирует это положение, а против конечного
выключателя 16 станет другой копир 15.
Количество пазов на барабане 14 и количество копиров /5 приспособления для дозировки подаваемого материала соответствует количеству прессформ на поворотном столе.
После подачи определенной дозы материала в прессформу 4 плита 7 поднимается вверх и захваты 8, 9 освобождают прессформу. Далее, в -процессе периодического вращения поворотного стола о происходит вулканизация
изделия в прессформе, затем каждая из прессформ поочередно поступает на операцию разгрузки. При этом, с помощью механизма отпирания и запирания прессформы, (фиг. 3) происходит размыкание верхней 27 и нижней
26 частей прессформы. При штока 45 силового цилиндра 18 вниз захваты 17 поворачиваются вокруг оси 20, закрепленной в рычагах 21, связанных посредством шарниров 22 с опорной плитой прессформы 23, до
тех пор, пока они не коснутся упоров 46. Далее захваты 17, огибая упоры 46, поворачивают рычаги 21, которые своими выступами 24 поднимают штыри 25, расположенные в нижней части прессформы 26. Части прессформы размыкаются. Затем происходит подъем верхней части 27 (фиг. 4) при движении штока силового цилиндра 29 вверх до тех пор, пока рычажная система 30 не вытянется в одну линию. Далее, происходит поворот верхней части прессформы 27 вокруг оси 47.
При этом, упор 48 «ломает рычажную систему 30 до соприкосновения с упором 31 - нроисходит фиксация верхней части прессформы 27 в поднятом положении. После этого происходит подъем сердечника 32. При движении штока 34 силового цилиндра 35 вверх шестерня 36 входит в зацепление с зубчатой рейкой 49 - сердечник 32 подни37, обкатывая коническое колесо 50, повернет сердечник 32 на 180°. Поворот и подъем сердечника 32 необходимы для съема изделия с сердечника 32 и визуального осмотра частей прессформы. После съема изделия происходит обратный процесс: опускание сердечника 32 в нижнюю часть прессформы 26, поворот н опускание верхней части прессформы 27, запирание прессформы, и цикл работы агрегата на следующей прессформе повторяется.
Предмет изобретения
1. Агрегат карусельного типа для изготовления резиновых изделий, включающий смонтированные на станине шнековый литьевой пресс с головкой, периодически взаимодействующей с литьевыми обогреваемыми прессформами, получающими от привода щаговое круговое перемещение на поворотном столе, оборудованном механизмами отпирания и запирания прессформ и подъема верхней части прессформы, отличающийся тем, что, с целью обеспечения расширения диапазона применения агрегата для изготовления изделий с открытой полостью и с целью устранения усилий, возникающих в прессформе в момент подачи материала через головку щнекового литьевого пресса, применен зажимной механизм прессформы, выполненный в виде подвижной от силового цилиндра плиты и захватов, один из которых посредством ролика связан с поворотным столом, другой посредством щарниров со стойкой, закрепленной на станине агрегата.
2.Агрегат по п. 1, отличающийся тем, что он снабжен приспособлением для дозировки подаваемого в прессформу материала, выполненного в виде закрепленного на торце цилиндра щнекового литьевого пресса и вращающегося при осевом перемещении шнека барабана с копирами, действующими на конечные выключатели.
3.Агрегат по пп. 1, 2, отличающийся тем, что механизм отпирания и запирания прессформы выполнен в виде захватов, связанных с силовым цилиндром посредством рычажной системы и щарнирио закрепленных на одной оси с качающимися и подпружиненными рычагами, соединенными через щарниры с опорной плитой прессформы и своими выступами действующие на щтыри, свободно проходящие через отверстия в нижней плите прессформы.
4. Агрегат по пп. 1, 2, 3, отличаюи ийся тем, что механизм подъема верхней части прессформы, выполнен в виде плиты, связанной с верхней частью прессформы и шариирно соединенной со штоком силового цилиндра и с
двухрычажной ломающейся системой, взаимодействуьощей с упорами фиксации и разворота верхней части прессформы.
5. Агрегат по пп. 1, 2, 3, 4, отличаюш.ийся тем, что он оборудован сердечником и механизмом подъема и опускания сердечника, выполненным в виде подвижного, проходящего через опорную плиту прессформы стержня, связанного со штоком СИЛОБОГО цилиндра и посредством зубчатых передач с сердечником.
Фиг.1
38 3 39 ff2fO /-И
Риг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЬЕВОЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ФОРМОВЫХ ИЗДЕЛИЙ | 1969 |
|
SU233877A1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1969 |
|
SU251810A1 |
| Установка для прессования изделий из вязких реактопластов | 1980 |
|
SU954240A1 |
| Агрегат для изготовления изделий из полимерных материалов | 1970 |
|
SU459346A1 |
| Установка для литья под давлением | 1982 |
|
SU1069939A1 |
| Агрегат для изготовления изделий из полимерных материалов | 1976 |
|
SU654429A1 |
| Устройство для литья резиновых изделий | 1940 |
|
SU82803A1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМОВЫХ ЛИТЬЕВЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1970 |
|
SU259357A1 |
| МЕХАНИЗМ СМЫКАНИЯ И РАЗМЫКАНИЯ ЧАСТЕЙ МНОГОЭТАЖНОЙ ПРЕССФОРМЫ | 1969 |
|
SU252589A1 |
| ЧЕРВЯЧНО-ЛИТЬЕВОЙ РОТОРНЫЙ АГРЕГАТ | 1967 |
|
SU200144A1 |
А
20
Фиг.З
32
фагЛ
