(54) УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ РАБОТОЙ ПРЕССА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического управления прессом для брикетирования и гранулирования материала | 1982 |
|
SU1031758A1 |
| Способ автоматического регулирования процесса распылительной сушки жидких продуктов | 1989 |
|
SU1746174A2 |
| Устройство для регулирования влажностипРЕССуЕМыХ бРиКЕТОВ | 1979 |
|
SU824006A1 |
| Подпрессовыватель для торфобрикетных прессов | 1978 |
|
SU683921A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ПРОИЗВОДСТВА БИОТОПЛИВА ИЗ ДРЕВЕСНОГО СЫПУЧЕГО СЫРЬЯ | 2008 |
|
RU2369632C1 |
| УСТРОЙСТВО для ПРИГОТОВЛЕНИЯ СТРОИТЕЛЬНОЙ СМЕСИ | 1969 |
|
SU235536A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА КОРМОВЫХ ГРАНУЛ | 1992 |
|
RU2016770C1 |
| Способ автоматического управления процессом очистки сока в свеклосахарном производстве | 1990 |
|
SU1712421A1 |
| Устройство автоматического регулирования температурным режимом прессования | 1990 |
|
SU1754479A1 |
| Устройство для регулирования влажности глиняного бруса однодвигательного пресса | 1980 |
|
SU896599A1 |
Изобретение относится к сёльскому хозяйству, в частности к устройствам приготовления кормов для животных.
Известно устройство для автоматического управления работой пресса, содержащее контур регулирования влажности прессуемой смеси компонентов И .
Недостатком известного устройства ;является низкое качество прессуемых брикетов, обусловленное отсутствием контура корректирования подачи связующих веществ.
Наиболее близким по технической сущности к предлагаемому является устройство автоматического управления работой пресса, содержащее контур регулирования нагрузки двигателя, входом связанный с прессующим органом, а выходом - с дозаторсм Основного прессуемого компонента, контур регулирования процентного соотношения прессуемых компонентов, соединенный входом с дозатором основного прессуемого компонента, а вы- - с дозаторами дополнительного прессуемого компонента и связующих веществ и контур регулирования влажности прессуемой смеси компонентов,
включенный между выходом и входом смесителя, выход которого связан с прессующим органом, имеющим обламыватель брикетов 2.
Недостатком данного устройства является низкое качество прессуемых брикетов, обусловленное отсутствием контура корректирования подачи связуклцих. веществ.
10
Цель изобретения - улучшение качества прессуемых брикетов.
Поставленная цель достигается тем, что устройство снабжено контуром корректирования подачи связующих
15 веществ в смеситель, выполненным в виде последовательно соединенных силоизмерительного датчика, регулятора количества связующих веществ и исполнительного механизма, связан20ного с дозатором связующих веществ, а силоизмерительный датчик связан, с .обламывателем брикетов.
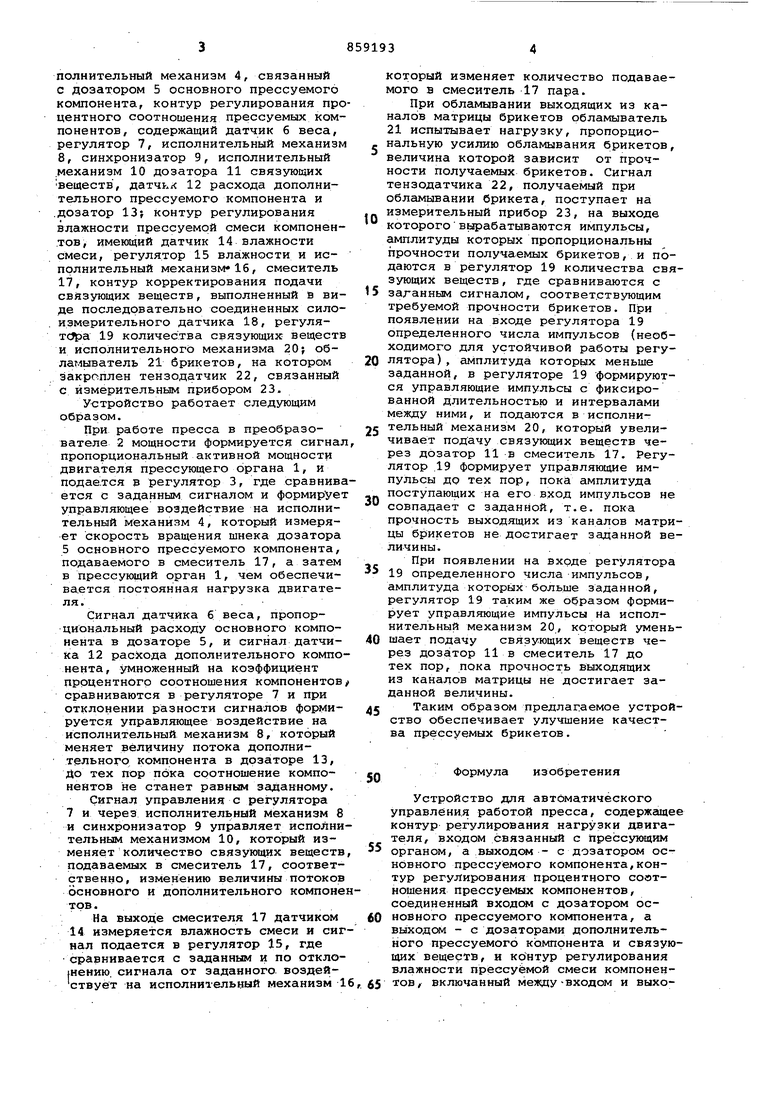
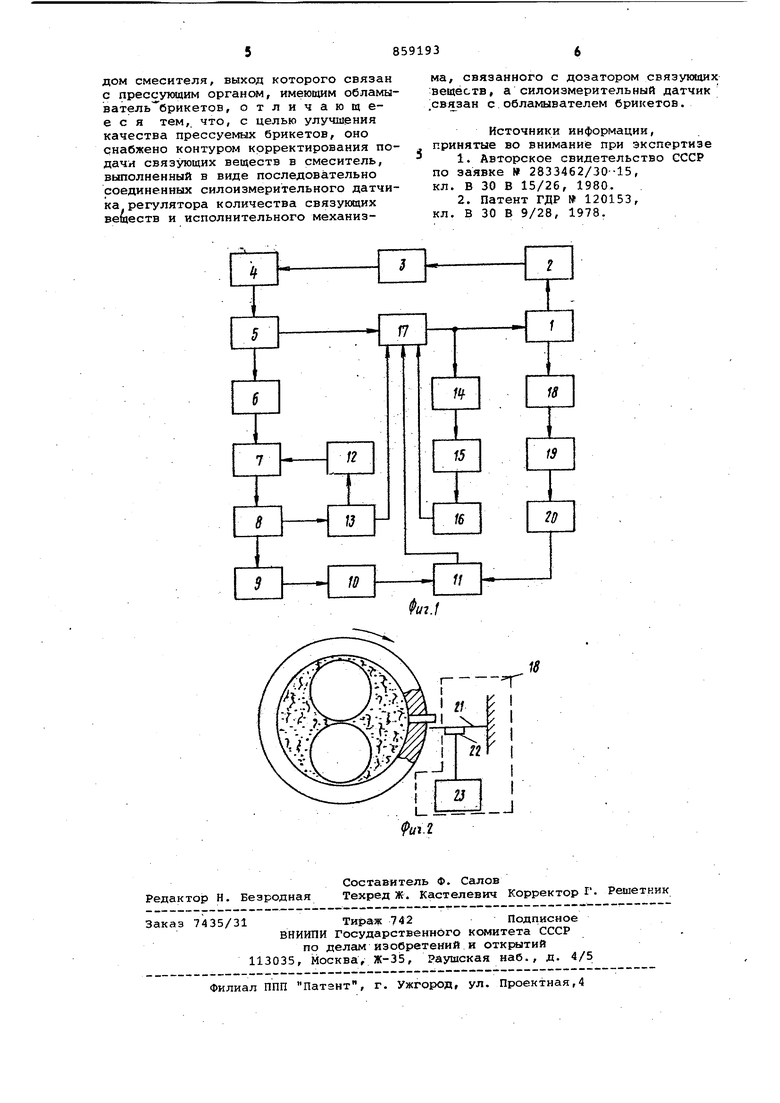
На фиг. 1 представлена структурная схема устройства , на фиг. 2 25размещение силоизмерительного датчика на обламывателе брикетов..
Устройство содержит прессующий орган 1, контур регулирования нагрузки двигателя, включающий преобразователь 2 мощности, регулятор 3, ис30
полнительный механизм 4, связанный с дозатором 5 основного прессуемого компонента, контур регулирования процентного соотношения прессуемых компонентов, содержащий датчик б веса, регулятор 7, исполнительный механизм 8, синхронизатор 9, исполнительный механизм 10 дозатора 11 связующих веществ , датчьх 12 расхода дополнительного прессуемого компонента и .дозатор 13; контур регулирования влажности прессуемой смеси компонентов, имеющий датчик 14 влажности смеси, регулятор 15 влажности и исполнительный механизм 16, смеситель 17, контур корректирования подачи связующих веществ, выполненный в виде последовательно соединенных силоизмерительного датчика 18, регуляTCfpa 19 количества связующих веществ и исполнительного механизма 20; обламыватель 21 брикетов, на котором закреплен тензодатчик 22, связанный с измерительным прибором 23.
Устройство работает следующим образом.
При работе пресса в преобразователе 2 мощности формируется сигнал пропорциональный активной мощности двигателя прессующего органа 1, и подае.тся в регулятор 3, где сравнивается с заданным сигналом и формирует управляющее воздействие на исполнительный механизм 4, который измеряет скорость вращения шнека дозатора 5 основного прессуемого компонента, подаваемого в смеситель 17, а затем в прессующий орган 1, чем обеспечивается постоянная нагрузка двигателя..
Сигнал датчика б веса, пропорциональный расходу основного компонента в дозаторе 5, и сигнал датчика 12 расхода дополнительного компонента, умноженный на коэффициент Процентного соотношения компонентов сравниваются в регуляторе 7 и при отклонении разности сигналов формируется управляющее воздействие на исполнительный механизм 8, который меняет величину потока дополнительного компонента в дозаторе 13, До тех пор пока соотношение компонентов не станет равным заданному. Сигнал управления с регулятора 7 и через исполнителЬ|НЫй Механизм 8 и синхронизатор 9 управляет исполнительным механизмом 10, который изменяет количество связующих веществ подаваемых в смеситель 17, соответственно, изменению величины потоков основного и дополнительного компонетов.
На выходе смесителя 17 датчиком 14 измеряется влажность смеси и сигнал подается в регулятор 15, где сравнивается с згщанным и по отклошению. сигнала от заданного воздействует на исполнительный механизм 1
который изменяет количество подаваемого в смеситель 17 пара.
При обламывании выходящих из каналов матрицы брикетов обламыватель 21 испытывает нагрузку, пропорцио, нальную усилию обламывания брикетов, величина которой зависит от прочности получаемых брикетов. Сигнал тензодатчика 22, получаемый при обламывании брикета, поступает на
измерительный прибор 23, на выходе котороговырабатываются импульсы, амплитуды которых пропорциональны прочности получаемых брикетов, и подаются в регулятор 19 количества связующих веществ, где сравниваются с
5 заганньм сигналом, соответствующим требуемой прочности брикетов. При появлении на входе регулятора 19 определенного числа импульсов (необходимого для устойчивой работы регулятора), амплитуда которых меньше заданной, в регуляторе 19 формируются управляющие импульсы с фиксированной длительностью и интервалами между ними, и подаются в исполнительный механизм 20, который увеличивает подачу связующих веществ через дозатор 11 в смеситель 17. Регулятор .19 формирует управляющие импульсы до тех пор, пока амплитуда
поступающих на его вход импульсов не совпадает с заданной, т.е. пока прочность выходящих из каналов матрицы брикетов не достигает заданной величины.
При появлении на входе регулятора
S 19 определенного числа импульсов, амплитуда которых больше заданной, регулятор 19 таким же образом формирует управляющие импульсы на исполнительный механизм 20, который уменьшает подачу связующих веществ через дозатор 11 в смеситель 17 до тех пор, пока прочность выходящих из каналов матрицы не достигает заданной Величины.
Таким образом предлагаемое устройство обеспечивает улучшение качества прессуемых брикетов,
Формула изобретения
Устройство для автоматического управления работой пресса, содержащее контур регулирования нагрузки двигателя, входом связанный с прессующим органом, а выходом - с дозатором основного прессуемого компонента,контур регулирования Процентного соотношения прессуемых компонентов, соединенный входом с дозатором основного прессуемого компонента, а выходом - с дозаторами дополнительного прессуемого кЬмпрнента и связующих веществ, и контур регулирования влажности прессуемой смеси компонентов, включанный меящу-входом и выходом смесителя, выход которого связан с прессующим органом, имеющим обламыватель брикетов, отличающееся тем, что, с целью улучшения качества прессуемьлх брикетов, оно снабжено контуром корректирования подачи связующих веществ в смеситель, выполненный в виде последовательно соединенных силоизмерительного датчика регулятора количества связующих веществ и исполнительного механизма, связанного с дозатором связующи веществ, а силоизмерительный датчик , с обламывателем брикетов.
Источники информации, принятые во внимание при экспертизе
КЛ. В 30 В 15/26, 1980.
