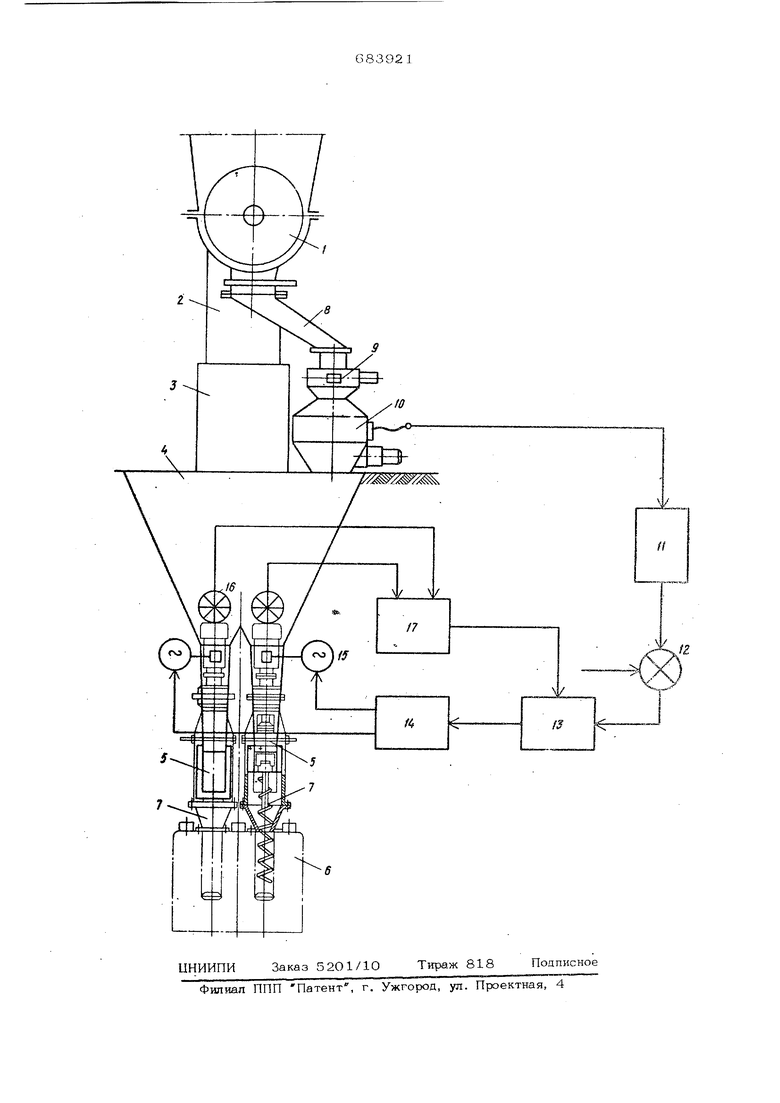
Изобретение относится к области маши ностроения и может быть использовано при автоматизации торфобрикетных прессо для брикетирования сыпучих материалов с переменной насыпной плотностью. Известен подпрессовыватель для торфо брикетных прессов, содержащий установленный в цилиндрическом входном канале пресса juHeK и электропривод его враше- нияСЛ Однако такой подпрессовыватель имеет постоянную скорость вращения шнека, что при изменении насыпной плотности прессуемой массы приводит к снижению производительности прессования, снижению качества брикетов. Цепь изобретения - повыщение производительности пресса и качества брикетов Для этого подпрессовыватель снабжен электрически связанными задатчиком чиола оборотов электропривода, блоком изменения числа оборотов электропривода и датчиком плотности прессуемого материала, смонтированным на входе прессуем ош материала в бункер пресса, а блок изменения числа оборотов электропривода выполнен в виде следящей системы, содержащей электрически связанные датчик измерения числа оборотов электропривода, согласующий блок, блок изменения напряжения и исполнительный механизм, связанный с электроприводом. На чертеже изображена объединенная функциональная кинематическая и электрическая функциональная схема. На выходе и.з сущилки расположен щнековый питатель 1, соединенный трубопроводом 2 с раздаточным транспортером 3 сущенки. Транспортер 3 подает сущенку в накопительный бункер 4, из которого она по наклонным соединительным рукавам 5 поступает в цилиндрические входные каналы двухщтемпельного пресса б, в которых установлены подпрессовыватели 7. Корпус подпрессовывателя и шнек расположены соосно с входным каналом пресса. Часть сушенки на питателя 1 подается по трубопроводу 8 в объемный дозатор 9, а из него на лопатки потокочувствительного органа массового расходомера 10 Кориолиса, измеряющего непрерывно ее массу (масса материала в постоянном объеме, обеспечиваемом объемным дозатором, соответствует его плотности). Из расходомера материал поступает в накопительный бункер 4, Датчик непрерывного контроля плотносjH, состоящий из объемного дозатора 9, массового расходомера 10и измерительной схемы 11, соединен черев задатчик 12 с регулирующим блоком 13, входящим в блок изменения числа оборотов электропривода щнека, выполненным в виде следящей системы, в которую, кроме регулирующего блок,. 13, входят блок 14 изменения напряжения, исполнительный механизм 15, связанный с электроприводом, а также датчик 16 измерения числа оборотов электропривода и согласующий блок 17. Регулирующий блок 13 через блок 14 изменения напряжения и исполнительный механизм 15 связан с электроприводом щнека подпрессовывателя.С электроприводом соединен механически датчик 16 скорости вращения шнека, соединенный через согласующий блок 17 (компенсатор) с регулирующим блоком 13, Подпрессовыватель работает следующим образом, С помощью задатчика 12 устанавливается средняя скорость вращения щнека подпрессовывателя, пропорциональная средней плотности поступающего в пресс материала и обеспечивающая максимальную производительность пресса. С изменением плотности в ту или иную сторону, например с ее увеличением, сигнал от датчика плотности возрастает, а регулятор 13 выдает команду на у меньшение скорости вращения электропривода. Уменьщение скорости будет происходить до тех пор, пока пропорционально уменьшающийся сигнал от датчи ка 16 намерения числа оборотов электропривода и согласующей схемы 17 не урав681д новесит (уменьшит) сигнал разбаланса на входе регулятора 13 до первоначальной величины, пропорциональной средней плотности. В результате в камеру прессования будет пост/пать меньшее количество материала, что обеспечит первоначальную (максимальную) производительность пресса и толщину брикетов. При уменьшении значения плотности процесс повторяется в обратном пор5щке. Формула изобретения 1.Подпрессовыватель для торфобрикетных прессов, содержащий установленный в цилиндрическом входном канале пресса шнек и электропривод его вращения, отличающийся тем, что, с целью повышения производительности пресса и качества брикетов,он снабжен электрически связанными задатчиком числа оборотов элек.тропривода, блоком изменения числа оборотов электропривода и датчиком плотности прессуемого материала, смонтированным на входе прессуемого материала в бункер пресса. 2,Подпрессовыватель по п. 1, о тл ичающийся тем, что блок изменения числа оборотов электропривода выполнен в виде следящей системы, содержащей электрически связанные датчик измерения числа оборотов электропривода, согласующий блок, регулирующий блок, блок изменения напряжения и исполнительный механизм,свяэанньй с электроприводом. Источншси информации, принятые во внимание при экспертизе 1. Васильев В, И., Соколов А. А. Некоторые результаты эксплуатации подпрес- совывателей непрерывного действия на торфобрикетных заводах. Торфяная промышленность, №9, 1969, с. 18-20.
| название | год | авторы | номер документа |
|---|---|---|---|
| Подпрессовщик брикетного пресса | 1987 |
|
SU1500507A1 |
| Система автоматического управления торфобрикетным прессом | 1978 |
|
SU734015A1 |
| Подпрессовыватель брикетного пресса | 1982 |
|
SU1092276A1 |
| Устройство автоматического управления процессом подготовки масличного материала к экстракции | 1982 |
|
SU1075240A1 |
| УСТРОЙСТВО ДЛЯ СНАРЯЖЕНИЯ АРТИЛЛЕРИЙСКИХ БОЕПРИПАСОВ | 2017 |
|
RU2657034C1 |
| Брикетный пресс | 1980 |
|
SU941197A1 |
| Система регулирования толщиныиздЕлий HA ТОРфОбРиКЕТНОМ пРЕССЕ | 1979 |
|
SU823177A1 |
| СПОСОБ БРИКЕТИРОВАНИЯ ОТХОДОВ | 2001 |
|
RU2182233C1 |
| Шнекопоршневой пресс | 2021 |
|
RU2772373C1 |
| Устройство для автоматического управления работой пресса | 1980 |
|
SU859193A1 |