При штамповке на падающих молотах деталей из листа обычно применяют штампы, имеющие верхнюю половину (пуансон) из свинца и нижнюю (матрицу) из цинковых сплавов.
Предлагаемая конструкция матрицы позволяет экономить остродефицитные цветные металлы для ее изготовления и состоит из стальной оболочки, получаемой гальваническим осаждением металла на гипсовую форму, и основания из заливаемого в стальную оболочку цементного раствора или недефицитного сплава цветных металллов.
Качество такой матрицы приближается к качеству цельностальных штампов, изготовление которых сложно и экономически невыгодно.
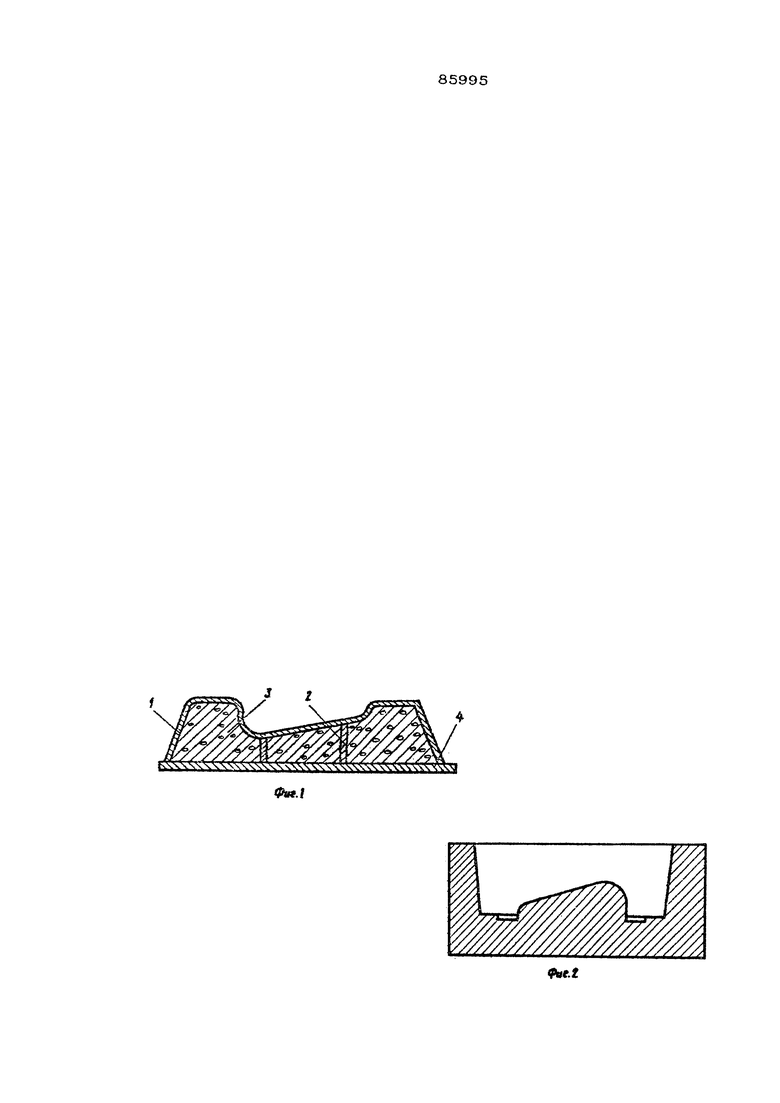
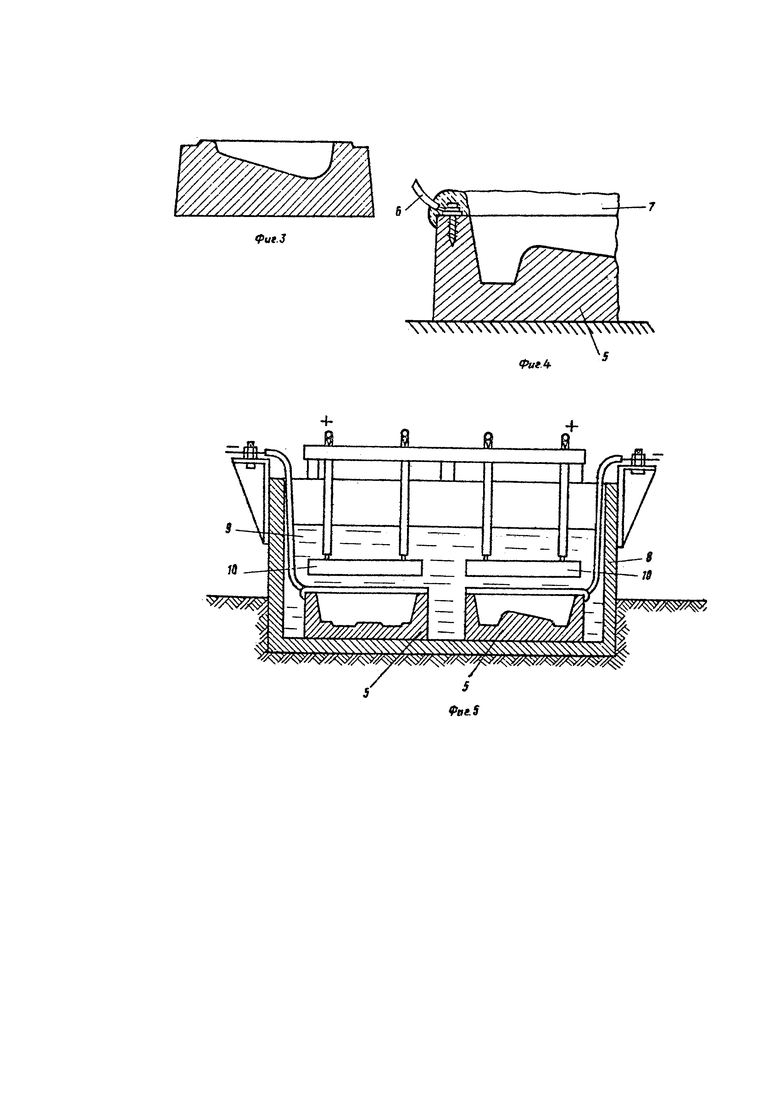
На фиг. 1 изображена конструкция предлагаемой матрицы; на фиг. 2 - гипсовая форма для осаждения облицовки матрицы; на фиг. 3 - гипсовые модели для изготовления гипсовых форм; на фиг. 4 - схема подводки тока к гипсовой форме; на фиг. 5 - ванна для гальванизации формы.
Предлагаемая матрица состоит из стальной облицовки 1, изготовленной электрохимическим осаждением железа на специальные формы. В облицовку вварены перегородки 2. Пространство облицовки между перегородками залито цементным раствором или легкоплавким недефицитным сплавом 3. С нижней стороны матрица закрыта основанием 4. Толщина облицовки равна 3-8 мм (в зависимости от габаритов штампа).
Электролитическое осаждение стальной облицовки матрицы производят на специальные формы (см. фиг. 2), рабочая поверхность которых является точной копией рабочих частей штампа. Соблюдение точности размеров формы при гальваническом методе изготовления облицовки позволяет свести к минимуму обработку рабочих поверхностей последней, ограничив ее лишь зачисткой.
Гипсовые формы изготовляют при помощи гипсовых моделей (см. фиг. 3).
Для обеспечения токопроводимости рабочие поверхности формы покрывают тонким слоем графита или металла. Покрытие графитом производится растиранием графитного порошка мягкими кистями до образования равномерного слоя без просветов гипса.
Можно производить покрытие формы также металлизацией, причем наилучшие результаты дает металлизация цинком. Толщина слоя металла не должна превышать 0,03 мм. Нрабочие поверхности формы предохраняют от гальванического осаждения металла соответствующей смазкой, например воском.
На фиг. 4 показана схема подводки тока к гипсовой форме 5. Место присоединения токонесущего шланга 6 к форме 5 для предохранения от осаждения железа изолируют воском 7.
Для гальванизации гипсовой формы 5 с металлизованной поверхностью ее помешают в ванну 8 с электролитом 9 и анодами 10 из мягкого железа.
Для растворимых анодов используются шланги ила полосы из мягкого железа с содержанием углерода до 0,1%.
В качестве электролита рекомендуется применять раствор в воде солей железа, например 450-170 г FeCl2CH2O со следующими добавками, г:
Температура электролита во время процесса должна быть около 100°С. Плотность тока 1000-2000 А/м2 и напряжение 4,7-5,6 В.
В изготовленную таким образом стальную облицовку для увеличения ее жесткости вваривают перегородки, после чего заливают в нее цементный раствор 1 г цемента и 2 г песка. Облицовку вместе с залитым раствором выдерживают 2-3 дня во влажной среде, после чего закрывают матрицу снизу привариваемым к ней листом 8-10 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСНАСТКИ ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ ЛИСТОВЫХ ЗАГОТОВОК | 1993 |
|
RU2101124C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНИЗОТРОПНОЙ ОБЛИЦОВКИ КУМУЛЯТИВНОГО ЗАРЯДА | 2015 |
|
RU2603327C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ДЕТАЛЕЙ | 1995 |
|
RU2121531C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОСЛОЙНОЙ ИЛИ МНОГОСЛОЙНОЙ ПЕЧАТНОЙ ПЛАТЫ | 1990 |
|
RU2078405C1 |
| СПОСОБ ШТАМПОВКИ ИЗ ЖИДКОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2033309C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛВАНОК ДЛЯ ОБТЯЖНЫХ ПРЕССОВ ИЛИ КРУПНЫХ ШТАМПОВ | 1950 |
|
SU92229A1 |
| СПОСОБ ПОЛУЧЕНИЯ АБРАЗИВНОГО АЛМАЗНОГО ИНСТРУМЕНТА | 2007 |
|
RU2362666C1 |
| Способ получения металлического штампа для изготовления штампованной коронки | 2022 |
|
RU2786816C1 |
| Способ изготовления отливок в литейных формах по постоянным моделям | 1982 |
|
SU1066723A1 |
| Однослойная или многослойная печатная плата и способ ее изготовления | 1990 |
|
SU1816344A3 |
1. Комбинированная матрица штампа для падающих молотов, отличающаяся тем, что она состоит из стальной облицовки для рабочей поверхности ее и основания из заливаемого в стальную оболочку цементного раствора или легкоплавкого недефицитного сплава.
2. Способ изготовления матрицы по п. 1, отличающийся тем, что, с целью образования стальной оболочки, применяют электрохимическое осаждение железа на гипсовые формы.
