Изобретение относится к обработке металлов давлением, в частности, к изготовлению оснастки для горячей штамповки деталей из листовых заготовок труднодеформируемых сплавов.
Известна комбинированная матрица штампа для падающих молотов и способ ее изготовления (SU, а.с. N 85995, кл. В 21 D 37/00, 1978). Матрица состоит из стальной облицовки для рабочей поверхности и основания из заливаемого в стальную оболочку цементного раствора или легкоплавкого недефицитного сплава. Известная матрица может быть использована лишь при холодном деформировании заготовок из относительно легкодеформируемых сплавов, так как нагрев приведет к разрушению (или расплавлению) ее внутреннего пространства. Кроме того, затруднено также изготовление пуансона путем отливки его по матрице вследствие ее нагрева при этом. Изготовление же пуансона путем механической пригонки весьма трудоемко.
Известен также способ изготовления оснастки для штамповки на падающих молотах (Громова А. Н. и др. Изготовление деталей из листов и профилей при серийном производстве. М. Оборониздат, 1960, с.344), при котором матрица изготавливается из цинка, чугуна или пластика путем отливки в землю с последующей обработкой на координатно-фрезерных станках и слесарной доводкой по шаблонам, а пуансон отливкой в обработанную матрицу. Вследствие усадки материала пуансона при его остывании и с целью окончательной пригонки пуансона по матрице отлитые пуансоны обрабатываются механически. Обработка обычно производится на фрезерных станках по шаблонам. Для доводки отдельных размеров и окончательной отделки используются наждачные и полировальные круги, а в отдельных местах шабер. Основным недостатком известного способа является его большая трудоемкость.
Целью изобретения является снижение трудоемкости изготовления штамповой оснастки.
Для достижения этой цели окончательную пригонку пуансона по матрице производят путем помещения между матрицей и пуансоном заготовки, ее нагрева электроконтактным способом и многократного смыкания штамповой оснастки под действием усилия пресса. По имеющимся сведениям, отличительные признаки, указанные в формуле изобретения, не обнаружены в других отраслях промышленности, что позволяет считать данное техническое решение соответствующим критерию "существенные отличия".
Предлагаемый способ изготовления оснастки для горячей штамповки листовых заготовок из труднодеформируемых сплавов заключается в изготовлении стальной матрицы 1 (чертеж) по форме детали, отливке по ней цинкового пуансона 2 с предварительной пригонкой его по матрице, помещении между матрицей и пуансоном заготовки 3, ее нагреве электроконтактным способом и многократном смыкании штамповой оснастки под действием усилия пресса, на который она установлена. При этом стальная матрица изготавливается традиционными способами, например, обработкой на фрезерных станках. После отливки цинкового пуансона 2 по матрице 1 производится его предварительная пригонка путем снятия металла механическими способами, не требующая высокой точности, а следовательно, и больших трудозатрат. Данная операция необходима вследствие доводок при остывании пуансона. Окончательная и наиболее трудоемкая пригонка пуансона 2 по матрице 1 (с учетом толщины штампуемой детали 3) производится непосредственно на прессе, куда устанавливается штамповая оснастка. После установки и фиксации взаимного расположения матрицы и пуансона матрицу покрывают асботканью 4, листовую заготовку 3 помещают над матрицей 1, включают ее нагрев электроконтактным способом (через предварительно закрепленные клеммы 5) до необходимой температуры, включают нагрев и осуществляют смыкание матрицы и пуансона, закрепленного на ползуне пресса, с заданным усилием, после чего пуансон возвращается в исходное положение. Последние действия, начиная с нагрева заготовки, повторяют многократно (не менее 10 раз). В результате разогрева поверхностного слоя пуансона от заготовки и многократного воздействия сжимающих усилий поверхность пуансона "разглаживается" и приобретает форму, точно соответствующую форме матрицы с учетом толщины заготовки. При этом не требуется дополнительная механическая пригонка пуансона.
Предлагаемый способ был опробован для изготовления штамповой оснастки для горячей штамповки деталей из листового сопротивления ВТ20. Матрица (чертеж) изготавливалась из стали, пуансон из цинкового сплава отливался по матрице. После предварительной пригонки пуансона по матрице оснастка устанавливалась на гидравлический пресс НУС-250. Матрица покрывалась асботканью АТ-1 по ГОСТ 6102-78. Листовая заготовка помещалась над матрицей, производился ее нагрев до температуры 900-920oC с электросопротивлением, после чего нагрев отключали и производили смыкание пуансона и матрицы с усилием 2000 кН. Последние операции, начиная с нагрева заготовки, повторяли 10 раз. В результате получили поверхность пуансона, точно соответствующую форме матрицы с учетом толщины штампуемой детали.
Проведенные опытные работы подтвердили возможность окончательной точной пригонки штамповой оснастки предложенным способом, при этом значительно сокращается трудоемкость данной операции по сравнению с традиционными способами пригонки наждачными и полировальными кругами. Кроме того, если штамповку деталей осуществлять сразу после подгонки пуансона по матрице, то это положительно сказывается на качестве формообразования деталей, так как штамп в процессе подгонки пуансона по матрице нагревается от нагретой заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИСТОВАЯ ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЗНАКОПЕРЕМЕННОЙ КРИВИЗНЫ | 1993 |
|
RU2095177C1 |
| ШТАМП ДЛЯ ФОРМОВКИ ТРУБЧАТЫХ ЗАГОТОВОК | 1996 |
|
RU2094155C1 |
| СПОСОБ ОТБОРТОВКИ ОТВЕРСТИЙ В ЛИСТОВОЙ ЗАГОТОВКЕ | 1998 |
|
RU2153405C2 |
| ЗАГОТОВКА ДЛЯ ЛИСТОВОЙ ШТАМПОВКИ С ЭЛЕКТРОКОНТАКТНЫМ НАГРЕВОМ | 1993 |
|
RU2090286C1 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ТРУБНЫХ ЗАГОТОВОК | 1993 |
|
RU2097162C1 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ НА ГИДРОПРЕССАХ | 1999 |
|
RU2167017C2 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ДЕТАЛЕЙ С ЭЛЕКТРОКОНТАКТНЫМ НАГРЕВОМ ЗАГОТОВОК | 1995 |
|
RU2087240C1 |
| ЗАГОТОВКА ДЛЯ ЛИСТОВОЙ ШТАМПОВКИ С ЭЛЕКТРОКОНТАКТНЫМ НАГРЕВОМ | 1995 |
|
RU2090287C1 |
| СПОСОБ ОБТЯЖКИ ЛИСТОВЫХ ЗАГОТОВОК | 1992 |
|
RU2057607C1 |
| СПОСОБ ИСПЫТАНИЯ ЛИСТОВОГО МЕТАЛЛА НА ДВУХОСНОЕ РАСТЯЖЕНИЕ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ | 1996 |
|
RU2125255C1 |
Сущность: способ изготовления оснастки для горячей штамповки листовых заготовок заключается в изготовлении стальной матрицы по форме детали, отливке по ней цинкового пуансона, предварительной пригонке пуансона по матрице путем снятия металла механическим способом. Окончательную пригонку пуансона по матрице производят путем помещения между матрицей и пуансоном заготовки, ее нагрева электроконтактным способом и многократного смыкания штамповой оснастки под действием усилия пресса. 1 ил.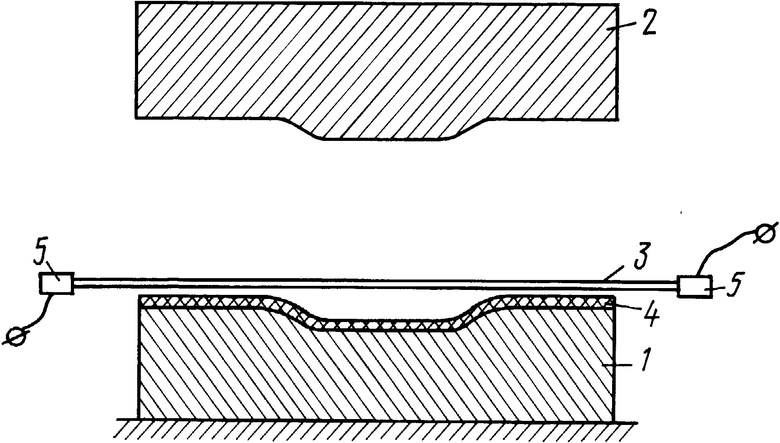
Способ изготовления оснастки для горячей штамповки листовых заготовок, заключающийся в изготовлении матрицы по форме детали, отливке по ней цинкового пуансона, предварительной пригонке пуансона по матрице путем снятия металла механическим способом, окончательной пригонке, отличающийся тем, что матрица изготавливается стальной и окончательную пригонку пуансона по матрице производят путем помещения между матрицей и пуансоном заготовки, ее нагрева электроконтактным способом и многократного смыкания штамповой оснастки под действием усилия пресса.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 85995, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Громова А.Н | |||
| и др | |||
| Изготовление даталей из листов и профилей при серийном производстве | |||
| - М.: Оборонгиз, 1960, с | |||
| Способ получения жидкой протравы для основных красителей | 1923 |
|
SU344A1 |

