Изобретение относится к области обработки металлов давлением, в частности к устройствам для электрогидроимпульсной штамповки. При вытяжке деталей из листовых заготовок для предотвращения складкообразования на фланце заготовки, препятствующего нормальному протеканию процесса вытяжки, используют различные конструкции механизмов прижима.
Известно устройство для электрогидроимпульсной штамповки [1] содержащее стержень электрода (положительный), размещенный в изоляторе, разрядную камеру, контактирующую с отрицательным выводом генератора импульсных токов, матрицу. Недостатком данного устройства является необходимость применения мощных прижимных устройств, обладающих специальными приводами, большой металлоемкостью, сложных в изготовлении. Стоимость их составляет около 30 - 40% стоимости всего электрогидроимпульсного пресса.
Кроме того, при разряде часть энергии расходуется на раскрытие стыка между матрицей и разрядной камерой, ухудшая при этом протекание процесса штамповки, качество поверхности.
Целью изобретения является повышение качества изделий и коэффициента использования энергии разряда. Поставленная цель достигается за счет того, что устройство для электрогидроимпульсной штамповки, содержащее установленный на матрицу корпус разрядной камеры с изолированным электродом, снабжено прижимом-делителем гидропотока, расположенным с зазором в корпусе и установленным на матрицу, при этом в делителе гидропотока выполнен выступ в виде усеченного конуса, в котором выполнено отверстие.
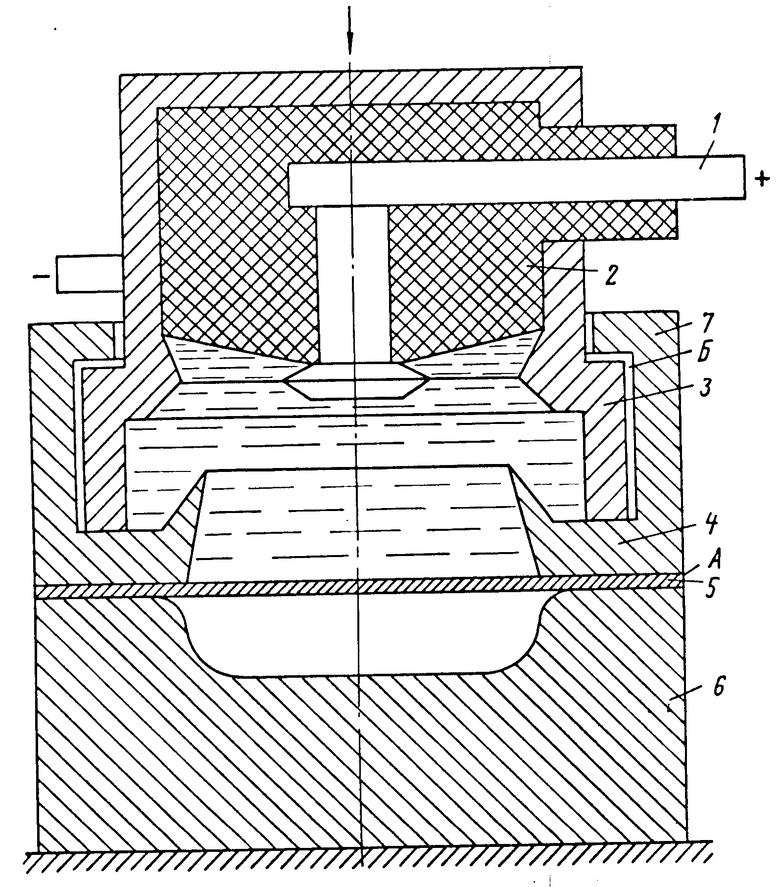
На чертеже изображен общий вид предложенного устройства.
Устройство содержит положительный электрод 1, размещенный в изоляторе 2, установленном в корпусе 3. Корпус 3 контактирует с отрицательным выводом генератора импульсных токов (на чертеже не показан). Устройство снабжено делителем гидропотока 4, контактирующим непосредственно или через диафрагму с заготовкой 5, деформирующейся по матрице 6. Делитель гидропотока 4 имеет прижимную поверхность А и опорную поверхность Б. Фланец 7 разрядной камеры образует с опорной поверхностью делителя гидропотока зазор.
Устройство работает следующим образом.
Импульс тока поступает от генератора импульсных токов на положительный электрод 1. Происходит высоковольтный разряд между электродом 1 и корпусом 3, в результате чего генерируется ударная волна и гидропоток, распространяющиеся в сторону заготовки 5. При движении гидропоток рассекается делителем. Часть ударной волны и гидропотока, пройдя через проходное сечение делителя воздействует на заготовку 5, деформируя ее по матрице 6. Остальная часть воздействует на делитель гидропотока 4 и осуществляет взаимодействие его прижимной поверхности А с фланцем заготовки, препятствуя этим складкообразованию на фланце в процессе вытяжки. Между опорной поверхностью Б делителя 4 и фланцем 7 разрядной камеры 3 выполнен зазор, обеспечивающий возможность перемещения делителя относительно разрядной камеры.
Изменяя проходное сечение делителя гидропотока и ударной волны можно варьировать долями гидропотока и ударной волны, приходящимися на деформацию заготовки и прижим фланца в зависимости от параметров вытяжки, толщины и свойств материала заготовки.
Применение делителя гидропотока и ударной волны позволяет просто и эффективно осуществлять прижим фланца заготовки в процессе вытяжки без применения специальных устройств и дополнительных приборов за счет использования части энергии разряда, выполнявшей прежде вредную работу по раскрытию разрядной камеры, повысить качество штампуемых изделий. Использование делителя гидропотока и ударной волны дает возможность осуществлять вытяжку деталей в опытном и мелкосерийном производстве без прессов при наличии одного лишь генератора импульсов тока.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭДЕКГРОГИДГОИШУЛЮНШ ПРЕСС | 1974 |
|
SU406410A1 |
| Способ изготовления деталей | 1991 |
|
SU1804358A3 |
| Устройство для глубокой электрогидроимпульсной вытяжки тонколистовых металлов | 2018 |
|
RU2696117C1 |
| УСТРОЙСТВО ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ ДЕТАЛЕЙ | 2000 |
|
RU2188731C2 |
| ТЕХНОЛОГИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ЭЛЕКТРОГИДРОИМПУЛЬСНОГО ВОЗДЕЙСТВИЯ НА МАТЕРИАЛЫ | 2007 |
|
RU2347619C1 |
| ЭЛЕКТРОГИДРОИМПУЛЬСНОЕ СКВАЖИННОЕ УСТРОЙСТВО | 2000 |
|
RU2185506C2 |
| СПОСОБ ГЛУБОКОЙ ИМПУЛЬСНОЙ ВЫТЯЖКИ ДЕТАЛЕЙ | 1998 |
|
RU2158644C2 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ИЗДЕЛИЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 2001 |
|
RU2217257C2 |
| СТЕНД ДЛЯ ЭЛЕКТРО-ТЕРМО-БАРОИСПЫТАНИЙ УЗЛОВ СКВАЖИННЫХ ПРИБОРОВ | 2010 |
|
RU2436059C1 |
| ЭЛЕКТРОДНАЯ СИСТЕМА СКВАЖИННОГО ЭЛЕКТРОГИДРАВЛИЧЕСКОГО УСТРОЙСТВА (ВАРИАНТЫ) | 2010 |
|
RU2438014C1 |
1. Устройство для электрогидроимпульсной штамповки, содержащее установленный на матрицу корпус разрядкой камеры с расположенным в нем изолированным электродом, отличающееся тем, что, с целью повышения качества изделия и коэффициента использования энергий разряда, оно снабжено прижимом-делителем гидропотока, расположенным с зазором в корпусе и установленным на матрицу.
2. Устройство по п.1, отличающееся тем, что, с целью облегчения регулировки прижимного усилия, в делителе гидропотока выполнен выступ в виде усеченного конуса, в котором выполнено конусное отверстие. ~
| Статья "Разрядная головка для электрогидроимпульсных прессов", Кузнечно-штамповочное производство, N 8, 1976, с.26-28, рис.1. |
