Кровельные листы из асбо-цементной массы обычно изготовляются на форматном барабане, причем технологические операции, заключающиеся в снятии листов с форматного барабана, их транспортировании, продольной н полеречной резке, обрезке кромок, гофрировании и погрузке на вагонетки, являются не механизированными.
Предлагаемая машина для изготовлеНИН листов из асбо-цементной массы механизирует все отмеченные операции. Отличительная особенность ее заключается в том, что для разрезания отформованного асбо-цементного листа и его снимания с форматного барабана применено приспособление, автоматически включающееся при достижении требуемой толщины листа. Это приспособление имеет ряд «ожей, получающих осевое перемещение относительно форматного барабана при одновременцом вместе с ним круговом движении.
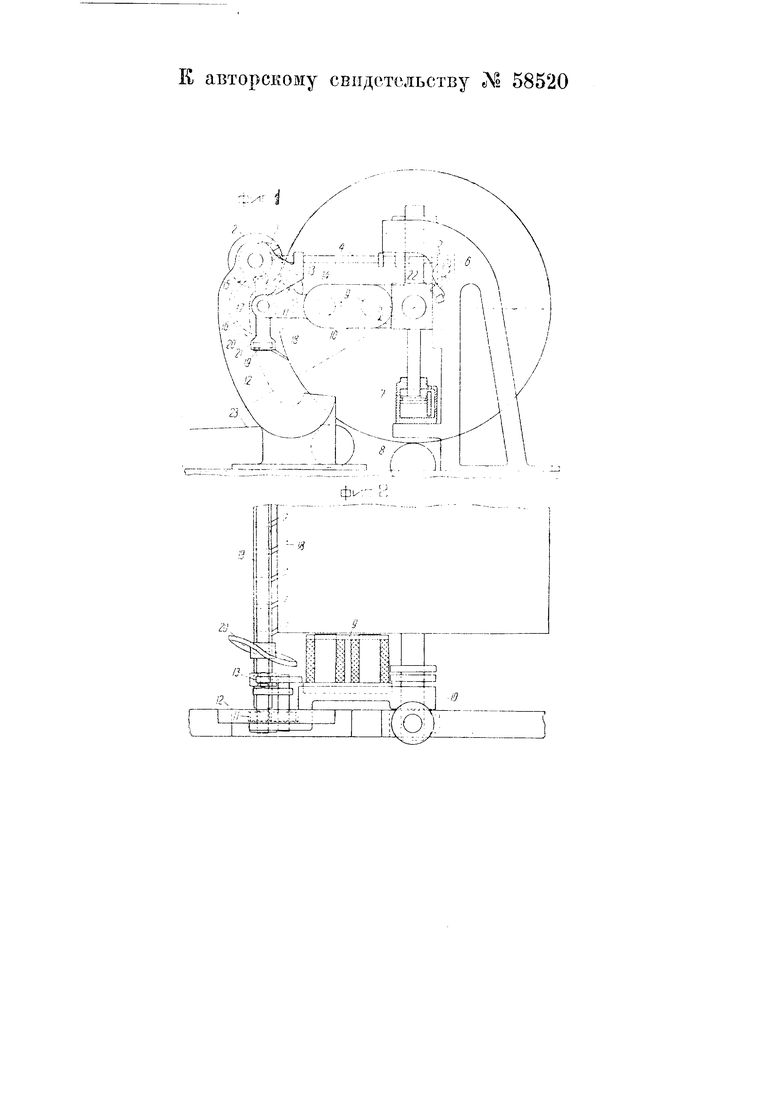
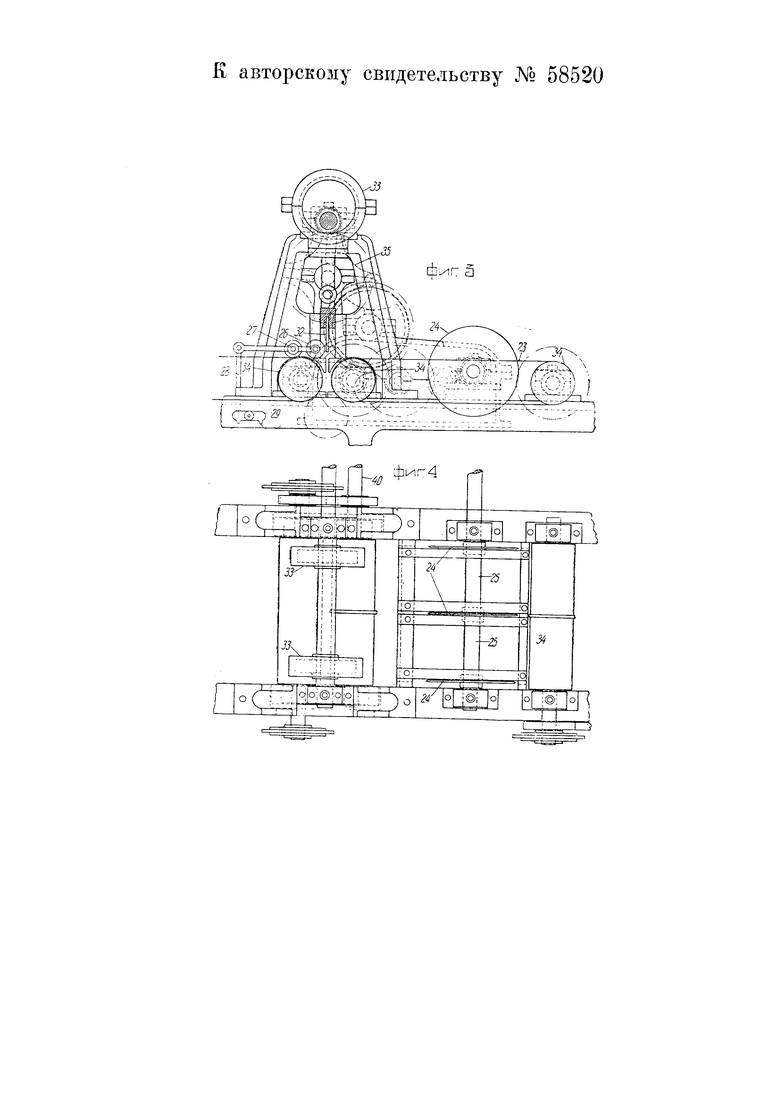
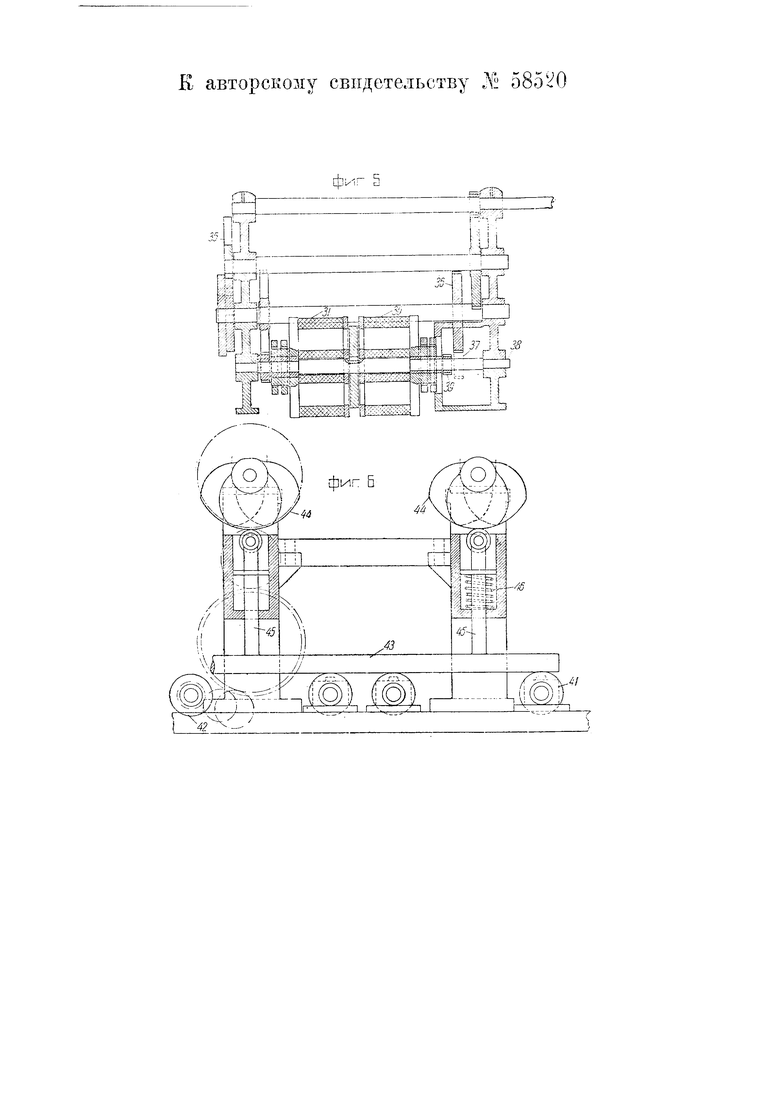
На чертеже фиг. 1 изображает боковой вид форматного барабана с приспособлением для автоматического разрезания и снимания с него асбо-цементного листа; фиг. 2 - то же в плане; фиг. 3 - боковой вид механизма машины, служащего для разрезания листов; фиг. 4 - то же в нлане; фиг. 5 -
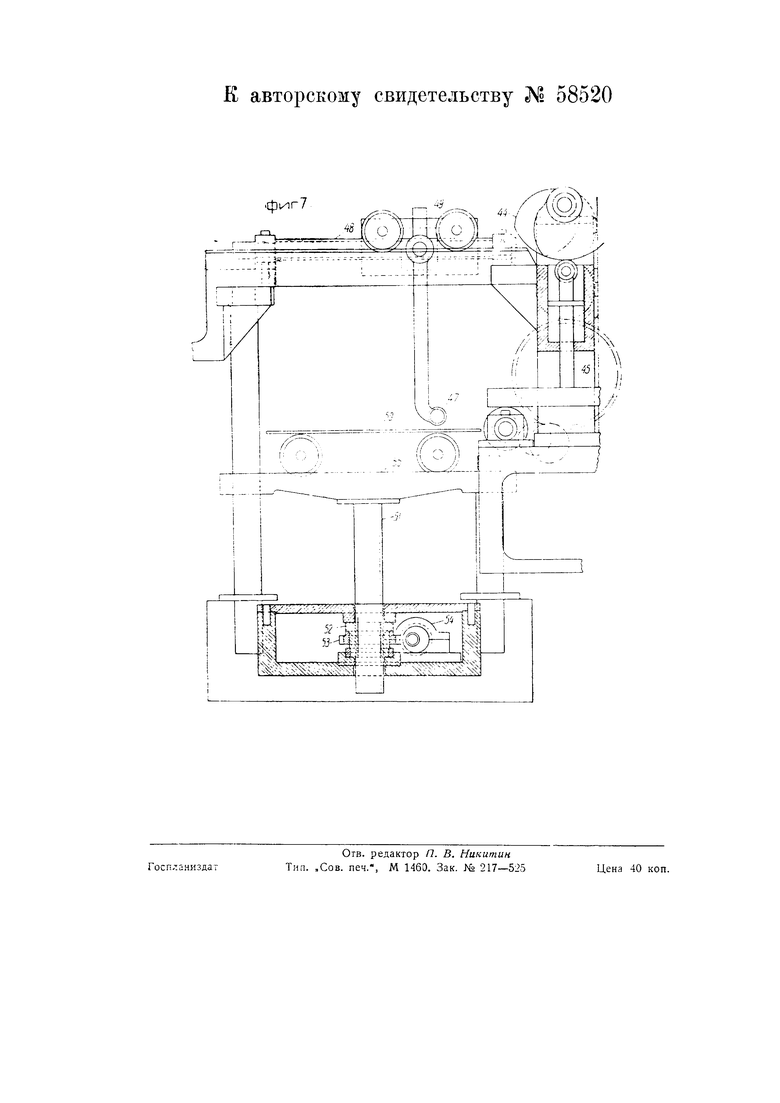
детал привода этого механизма; фиг. 6 - боковой вид с частичным разрезом механизма мащины, служащей для гофрирования листов; фиг. 7 - боковой вид механизма часпг машины, служащей для Г огрузк11 листов на вагонетки.
Асбо-цементная масса формуется на форматном барабане 1 (фиг. 1) п как только слой ее, соответствующий толщине листа, достигнет онределенной толщины, произойдет сцепление его с роликом 2, который под действием силы трения начинает вращаться вместе с эксце}1триковым кулаком 3. Горизонтальный стержень 4 под воздействием вращающегося кулака 3 перемещается вдоль своей оси и включает подвижной контакт 5 рубильника 6.
Вследствие этого электрическая цепь замыкается, и электромагнитная муфта 9 притягивается к торцу форматного барабана 1. Электромагнитная муфта 9 монтирована на траверсе 10, поворотной на оси форматного барабана 1. Следовательно, во время замыкания электрической цепи электромагнитная муфта 9 вместе с траверсой 10 повернута на угол к совместно с барабаном 1.
В это время шестерня И, расположенная на свободном конце траверсы 10, переместится по кривой нбподвижной рейке 12 и приведет -во вращение шестерню 13, на одной оси с которой находится эксцентрик 14. При повороте эксцентрика 14 через ролик 15 повернется вокруг оси 17 рычаг 16, благодаря чему нижний конец его с рейкой 19 прижмется IK поверхности форматного барабана ук реплевными на ней ножами 18, которые проткнут шифер (фиг. I и 2). При. дav ьнeйшeм же повороте шестерни 11 эксцентрик 20, сопряженный с вилкой 21, которая представляет одно целое с рейкой 19, заставит их двигаться вместе вдоль оси форматного барабана и при полном повороте шестерни 11 произойдет полный разрез листа. За этот период времени траверса 10 повернется на полный угол а и выступом 22 выключит подвижной контакт 5 рубильника 6, и электрическая цепь будет разомкнута. Электромагнитная муфта 9 размагнитится, и траверса пойдет вниз в свое первоначальное положен ие, а разрезанный лист иод действием веса падает на транспортерную ленту 23, которой и подается к следующем механизму машинь для продольной и поперечной резки.
Для регулирования толщины листа и смягчения, после схода его, барабана о ролик 8 применен гидравлический амортизатор 7, связанный с осью форматного барабана 1.
Механизм для обрезки кромок и продольной резки листа во время его перемещения транспортерной ;гентой 23 (фиг. 3 и 4) заключает в себе дисковые ножи 24, расположенные на общей оси 25, установленной поперек транспортерной ленты 23.
При своем движении ;шст своей кромкой приподнимает ролик 26, расположенный на конце двуплечего рычага 28, поворотного вокруг оси 27. При этом повороте двуплечий рычаг, воздействуя на ртутный выключатель 29, замыкает электрическую цепь электромагнитной муфты 31 (фиг. 5), вследствие чего приводится в действие зубчатая передача, которая в свою очередь вращает эксцентрики 33, опускающие нож 32 для отрезаНИя поперечной передней кромки. После отрезания нож
32 поднимается теми же эксцентриками 33 в верхнее положение. В это время валики 34 сделают два оборота через соответствующую зубчатую передачу, автоматизированную при помощи мальтийского креста 35 и шестерни 36 с неполным числом зубцов, которая вращает вал 38 при помощи шестерни 37 (фиг. 5). Вал 38 через шестерню 39 вращает вал 40 транспортерной ленты 23.
Вк;иочение привода ножа 32 происходит только через два оборота вала 40, в течение которых лист на транспортерной ленте 23 будет продвинут на заданную длину, поэтому отрезанные листы будут определенной длины. Эти операции повторяются до тех пор, пока не пройдет весь лист, снятый с форматного барабана.
После окончания резки листов одного С1:ема с форматного барабана ролик 26 опускается на свое первоначальное место, и ртутный выключатель 29 размыкает цепь электромагнитной муфты 31 и включает в действие электромагнитную муфту 30 транспортерной ленты 23.
При следующем съеме листа с форматного барабана операции повторяются. Окончательно отрезанные по стандаргу ли1сты, продвигаясь на транспортерной ленте 23, расстилаются на волнистое железо и двигаются по ролика.м 41, расположенным под транспортерной лентой 23, к механизму для гофрирования (фиг. 6). Этот механизм имеет штемпель, состоящий из горизонтальных щтанг 43 со штоками 45, при воздействий на которые эксцентриков 44 происходит гофрирование листа, а пружины 46 на П1токах 45 обеспечивают подъем штемпеля в первоначальное положение.
Приведение в действие .механизма производится автоматически по достижении листом роликов 42, которые связаны щестереночным перебором (указанным пунктиром на чертеже) с эксцентриками 44, взаимодействующими со щтоками 45.
После отштамповки лист по роликам подается для погрузки на вагонетку 50 (фиг. 7).
Приспособление для погрузки листов па вагонетку состоит из тележки 49 с
ходовым винтом 48 и подвешенным к ней стержнем с ролико 47.
Пр-и ногрузке передний конец асбоцементного листа с металлической формой (волнистого железа) опирается на ролик 47 и поддерживается до тех пор, пока лист с формой не будет уложен на вагонетку 50, поднятую в верхнее положение вертикальным ходовым винтом 51, при помощи враодающейся гайки 52, приводимой в движение шестерней 53 от соответствующего механизма 54. По мере погрузки листов на вагонетку 50 последняя опускается на определенную величину, соответствуюПредмет и з о б р е т е }i и я.
1.Мащина для изготовления листов из асбо-цементной массы с механизированными операциями продольной и поперечной резки и погрузки на вагонетки, отличающаяся тем, что для автоматической разрезки на форматном барабане 1 листа при достижении требуемой толщины его установлен ряд ножей 18, получающих осевые относительно барабана перемещения при одновременном круговом вместе с баэанОМ движении.
2.Форма выполнения машины по п. 1, отличающаяся тем, что для автоматического включения в работу ножей взаимодействующий с листом ролик 2 связан через посредство кущую толщине прСКладочного железа (форме) и толщине асбо-цементного листа.
При полной вагонетки 50 опорная плоихгдка 55 своими направляощими совпадает с ложенным на полу цеха рельсовым путем, по которому вагонетка передвигается з камеру твердения. На площадку 55 вновь вкатывается свободная вагонетка и при пОМощи реверсивного механизма вертикальным винтом 51 опять поднимается в верхнее положение и этим саAibiM подготовляется для следующей загоузки.
лачка 3 и тяги 4 с контактами электромагнитной муфты 9, сцепляющей с барабаном 1 трав-ерсу 10, несущую на себе приводной для кругового перемещения ножей механизм.
3.В мащине по пп. 1 и 2 применение связанного с осью форматного барабана гидравлического амортизатора 7 для регулировки толщины листа и смягчения, после схода его, ударов барабана 1 о ролик 8.
4.В машине ло пп. 1-3 применение устройства для гофрировки листа, состоящего из горизонтальных штанг 43, приводимых в возвратно-поступательное движение эксцентрикамн 44.
((С)|... U
л I ПЛ
с v X I .
фиг7
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для изготовления волнистых асбесто-цементных листов | 1947 |
|
SU86072A1 |
| Способ и машина для изготовления асбоцементных труб | 1929 |
|
SU29398A1 |
| Приспособление к пап-машине для съема с ее форматного вала листов, например, кожкартона | 1955 |
|
SU105362A1 |
| Механический резчик | 1950 |
|
SU108723A1 |
| Машина для очистки щебеночного балласта железнодорожного пути | 1947 |
|
SU71150A1 |
| Свеклоуборочная машина | 1932 |
|
SU30015A1 |
| МАШИНА ДЛЯ ФОРМОВАНИЯ ЛИСТОВ ИЗ АСБЕСТОЦЕМЕНТА ИЛИ ПОДОБНОГО МАТЕРИАЛА | 1946 |
|
SU77607A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ГЛИНЯНЫХ ПЛАСТОВ | 1929 |
|
SU18646A1 |
| Светокопировальный аппарат для синек | 1938 |
|
SU56681A1 |
| АВТОМАТИЧЕСКОЕ МЕРНОЕ ПРИСПОСОБЛЕНИЕ ПРИ НОЖНИЦАХ ДЛЯ РАЗРЕЗАНИЯ НА ЛИСТЫ ШПОНА, ПОСТУПАЮЩЕГО С ЛУЩИЛЬНОЙ МАШИНЫ | 1933 |
|
SU36633A1 |