Изобретение относится к способам электродуговой сварки путем огифания козырька покрытия электрода на свариваемый металл.
Извест11ые способы электролуговой сварки подобного рода не обеспечивают достаточной производительности и экономии энергии.
Оиисываемый способ является более совершенным, так как позволяет увеличить скорость сварки и умеиыиить расход электроэнергии.
Это достигается благодаря тому, что сварку производят электродами с нанесенным на ни.ч меловым покрытием, толщина которого составляет 0,05-0,1 ч. от диаметра прутка.
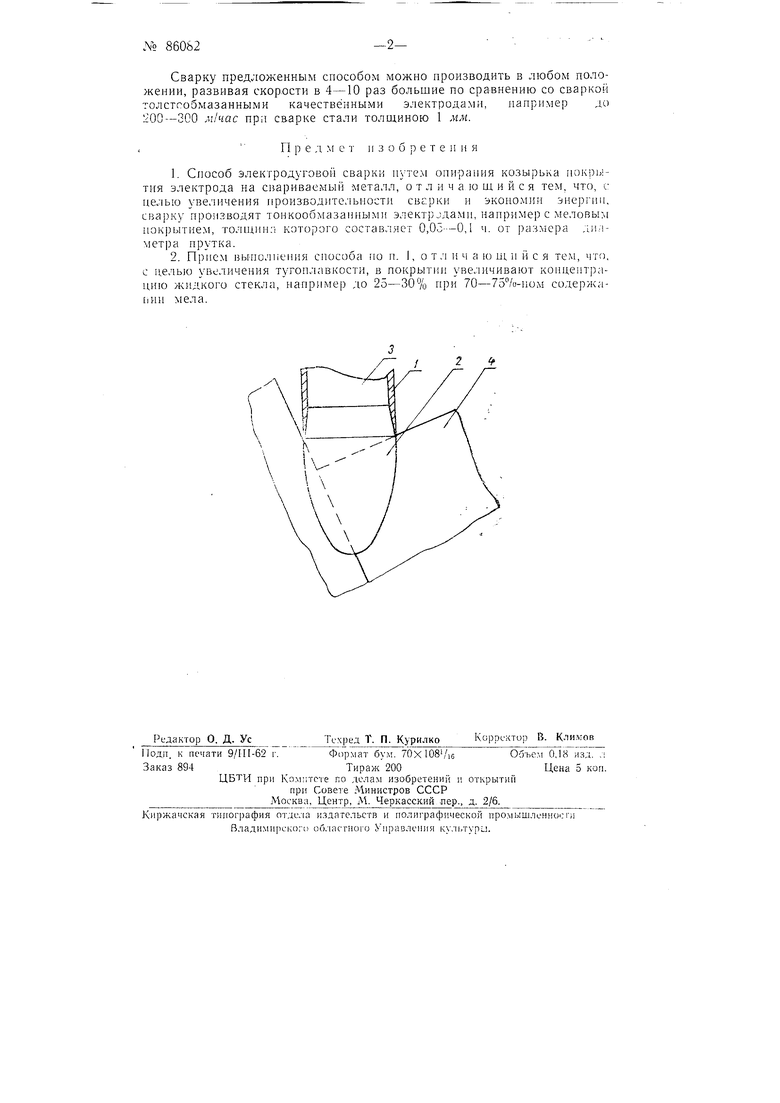
На чертеже приведен эскиз выпо.чнения сварки по предлагаемому способу.
Воз.можность при.менения электродов с тонки.м меловым иокрытнем для сварки путем оиирания козырька покрытия на свариваемый металл обеспечивается за счет увеличения туготавкости покрытия. Для этого содержание жидкого стекла в покрытии ве,1ичива1от до 2.5-30% при содержании .мела 70-75%.
Пр1г .меньи1ени11 то/пиины покрытия 1 игирииа воздействия факе.ла 2 дуги y.мeньиJaeтcя, а глубина проп.чав.юпия основного .металла растет, так как в этом с.тучае коней мета.члического )утка о э.чектрода приближается к основио.му .металлу -4 ири той же длиие дуги.
Благодаря этому г.луби/са провара хлн.личпвается, что иоз1и)ляег у.меньп1ить ишрииу И1ва для гловых niBon и, соответственно, изменить разде.тку стыковых швов и увеличить скорость сварки.
.геньшеиие иги)нны зоны ироп:1ав. дает возможность умень(иить количество добавочного э.чектродиого мета.лла па единицу длины , пеоб.ходи.мого д.чя образоваиия по.шоиенпого П1ва, т. е. получать при расплавлении данного электрода иJoв бо.чьшей длины. Кроме того, уменьшение ширииы зоны расплавления у.меньшает расход электроэнерГ;1И на расплавление единицы длины сварного uiBa.
Сварку предложенным способом можно производить в любом положении, развивая скорости в 4-10 раз большие по сравнению со сваркой толстсобмазанными качественными электродами, например до :200-300 м/час при сварке стали толщиною 1 мм.
П р е д м е т п з о б р е т е и и я
1.Способ электродуговой сварки путем оииранпя козырька покрытия электрода на спариваемый металл, отличающийся тем. что, с целью увеличения производительности сверки п экопомии энергии, сварку производят тонкообмазап 1ыми элeктpJдaмн, например с меловым покрытием, толплин:; которого составляет 0,0о---0,1 ч. от размера лилметра прутка.
2.Прием вьншлпения способа по п. I, о т л п ч а ю ni, п и с я тем, что, с целью уве,тичения тугоплавкости, в покрытии увеличивают концентрацию жидкого стекла, например до 25-30% при 70-75%-пом содержа |ии мела.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения электрозаклепками тонких листов металла | 1949 |
|
SU82874A1 |
| Способ соединения изделий электрозаклепками | 1943 |
|
SU66350A1 |
| Способ электродуговой сварки под слоем флюса лежачими изолированными от сварочного материала пластинчатыми электродами | 1948 |
|
SU78918A1 |
| ПОКРЫТИЕ ДЛЯ ЗАЩИТЫ ПОВЕРХНОСТИ СВАРИВАЕМОГО ИЗДЕЛИЯ ОТ БРЫЗГ РАСПЛАВЛЕННОГО МЕТАЛЛА | 2003 |
|
RU2253557C2 |
| Способ электрической стыковой сварки | 1943 |
|
SU69449A1 |
| Способ сварки разнородных металлов плавлением | 1980 |
|
SU897433A1 |
| Способ электродуговой сварки чугуна со сталью и наплавки чугуна на сталь | 1955 |
|
SU101726A2 |
| Состав электродного покрытия | 1990 |
|
SU1748981A1 |
| Состав электродного покрытия | 1984 |
|
SU1268350A1 |
| СПОСОБ ЭМАЛИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ, ПРЕДНАЗНАЧЕННЫХ ДЛЯ ИЗГОТОВЛЕНИЯ И МОНТАЖА ТРУБОПРОВОДОВ С ПОМОЩЬЮ СВАРКИ | 1991 |
|
RU2053313C1 |
