При дуговой сварке под слоем флюса возникают явления, которые могут быть использованы не только ДЛЯ дуговой, но и ДЛЯ контактной сварки.
При сварке под слоем флюса .применяются большие СИЛЫ тока при относительно малом диаметре электрода. Например, при силе тока 2СОО а диаметр электрода рекомендуется 9 мм.
Проведепные автором опыты показали, что сварку при этой силе тока можно производить электродами значительно больших дшаметров. Сечение электрода может быть увеличено в 10 раз по сравнению с размерами, приведенными в литературе.
Возмол иость использования при сварке под слоем флюса электродов большего диаметра позволяет сделать вывод о возможности контактной сварки металлов под слоем флюса с оплавлением свариваемых поверхностей.
Предлагаемый спосо-б электрической стыковой сварки под слоем флюса заключается в том, что место соприкасаюш,ихся с небольшим давлением частей изделия засыпают флюсом, включают сварочный ток и после оплавления конца подвижной части изделия на онределевную за10
ранее установленную величину быстро подают подаижную часть изделия 3 расплавленную ва-нну па неПОДВГ1ЖНОЙ части и одновре.1-гнно выключают ток.
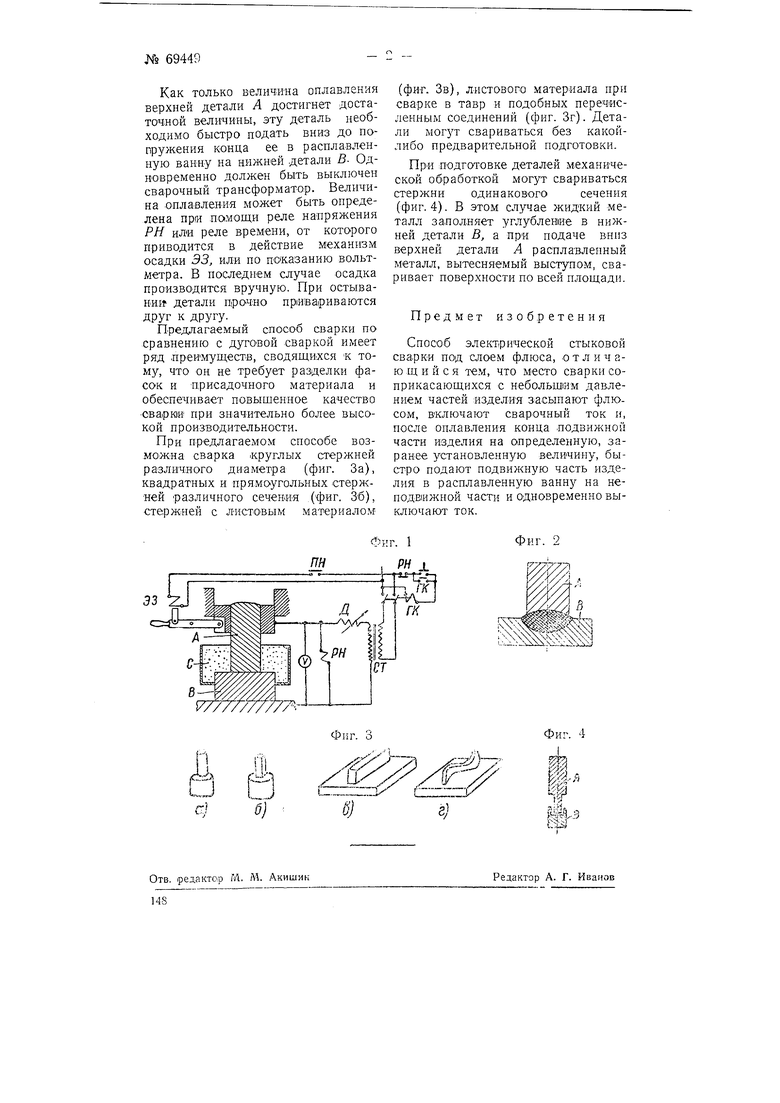
На фиг. 1 изображена схематически установка для осуш,ествления предлагаемого способа; на фиг. 2 поясняется суидаость этого способа; на сриг. 3 и 4 показаны детали, котС,рь:е могут быть спарены этим способом.
При предлагаемом способе верхнюю деталь Л (фиг. 1) закрепляют в подвижном зажиме, к которому через дроссель Д подается один полюс тока от сварочного трансформатора СТ. Нижнюю деталь В устанавливают на неподвижном столе, к которому .подается другой полюс тока от сварочного трансформатора. Детали Л и S замыкают накоротко с небольшим давлением, в месте контакта.
После этого место сварки засыпают слоем флюса С, применяемого при сварке закрытой дуго, и главным контактором Г1 включают сварочный трансформатор СГ, в результате чего происходит оплавление конца верхней детали А, а на поверхности нижней детали В образуется жидкая ванна, как это показано на фиг. 2.
147
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения изделий электрозаклепками | 1943 |
|
SU66350A1 |
| Способ соединения трубы с трубной доской | 1981 |
|
SU1098725A1 |
| Способ электродуговой сварки под слоем флюса лежачими изолированными от сварочного материала пластинчатыми электродами | 1948 |
|
SU78918A1 |
| Способ полуавтоматической дуговой электросварки | 1949 |
|
SU82850A2 |
| Формирующее устройство для электрошлаковой сварки | 1989 |
|
SU1646748A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2119416C1 |
| Способ автоматической сварки арматурных стержней и закладных деталей | 1985 |
|
SU1278152A1 |
| СПОСОБ СОЕДИНЕНИЯ ПРОВОДОВ ИЗ МАТЕРИАЛОВ С РАЗЛИЧНЫМИ ФИЗИКО-МЕХАНИЧЕСКИМИ СВОЙСТВАМИ | 1993 |
|
RU2072286C1 |
| Способ автоматической дуговой сварки | 1946 |
|
SU79775A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ | 1993 |
|
RU2069614C1 |
