Сущестзуюашй способ соединения изделий электрозаклепками заключается в том, что в верхнем листе сверлится и раззенковьнзается отверстие необходимого диаметра, после чего оно заваривается дуговой сваркой.
Этот способ требует квалифицироваиного труда сварщиков, дает качество соединения из-за невозможности получитв хороший 7ровар и малопроизводителеп.
Предлагаемый способ сседипенпя изделий электрозаклепками под слое:, флюса состоит в том, что электрод встав;(яи;т (фиг. 1) в отверстие всохио: :) листа, соедпиенпого naKopoTico с иижпим листом, засыпл; т сЬлюсом и вк.лючают ток.
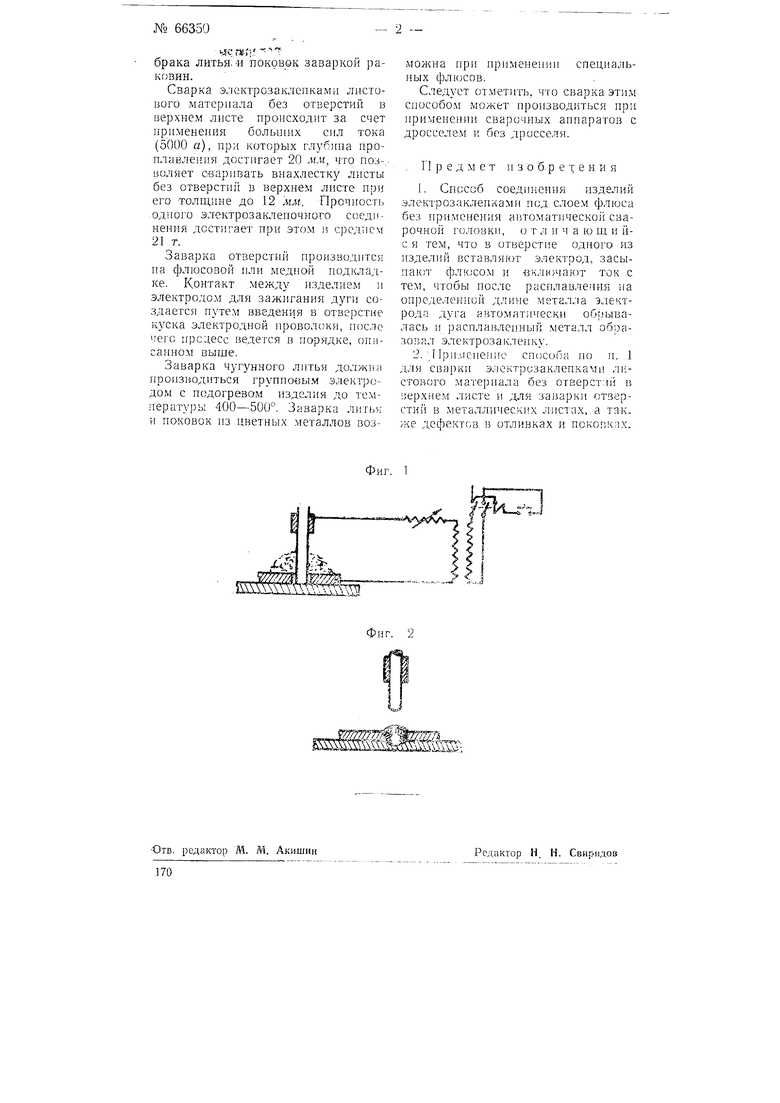
Между лисголг п электродом возHiiKacT :ольт011а дуга, которая горит до тех пор, пока электрод не оплавится до велич1П ы, при которой дуга автоматически обрв1вается (фиг. 2). Величина оилавления зависит от диаметра электрода и силы тока. Расилавлеинь;й металл заполняет отверсти.е и образует электрозаклепку с глубокил5 проваром.
Как показали опыты, np:i которых и р и nci, элсктроды д;: а метр ом
от 4 до 10 мм, сварка электрозаклеиочных соединепий листового материала толщиной в 3, 6 и 8 мм дает соедил1е П я с прочностью, колеблюще11ся от 40 до 50 кг;мм при углеродисто стали (ГЛЗ--1040) и малоуглеродистом электроде (ГЛЗ--1010), т. е. прочиость заклепок не ниже прочности основного aтepиaлa.
Процесс сварки в зависимости от толщ.ииы материала длится от 2 до 20 сек.
При использовании предлагаемого способа необходимость в автоматических усгройствах для иодачи электродной проволоки, как это илгеет место ир; автоматической дуговой сварке.
Способ этот поззол яет производ1-тть элсктрозакл, при no.ioni;i как стаг..к., так и переносных ручпв1х аппаратов, что особенио иепно нри сварке тяжелых ко; струкций.
Предлагаемый способ может быть использован для сварки электрозаклепками листового матер; ала без отверстий в верхнем листе п для заварки отверсти; в металлических листах, а также для 11Справле П Я
К
bjers-;
брака литья.« поковвк заваркой раковин.
Сварка злектрозаклепками листового материала без отверстий в верхнем листе происходит за счет применения больших сил тока (5000 а}, при которых проплавления достигает 20 лиг, что поз-., воляет сваривать внахлестку листы без отверстий в верхнем листе nppj его толщине до 12 мм. Прочность одного электрозакленочного соединения достигает нри этом среднем 21 г.
Заварка отверстий ироизводится на флюсовой или медной нодкладке. Контакт между и.эделием и электродом для зажигания дуги создается нутем введения в отверстие 1х3ска электродной проволоки, иосле чего прсцесс ведется в норядке, онлсанном выше.
Заварка чугунного литья должна производиться групноеым электродом с нодогревом изделия до температуры 400-500°. Заварка литьь и поковок из цветных металлов возможна нри нрименеиии специальных флюсов.
Следует отметить, что сварка этим способом может производиться при иримепеНИи сварочных аппаратов с дросселем к без дросселя.
, П р е д м е т из о б. р е т; е н и я
1. Способ соединения изделий электрозакленками под слоем флюса без применения аг.томат1 ческой сваpo4Hoii г(;ловки, о т л н ч а ю ш и йс я тем, что в отверстие одного из изделий вставляют электрод, засьь пают флюсом и «ключают ток с тем, чтобы после расплавлешя на определенной длине металла электрода дуга е15томатически об;)ывалась и распла1 лепиый металл обра30J5ruT электрозакленку.
2. 11рил еиеиие способа но н. 1 для сварки эле)трозаклепками .н;стового материала без отверстий в верхнем листе и для заварки отверстий в металлических лнста.х, а так. же дефект(;в в отливках и поко.пкпх.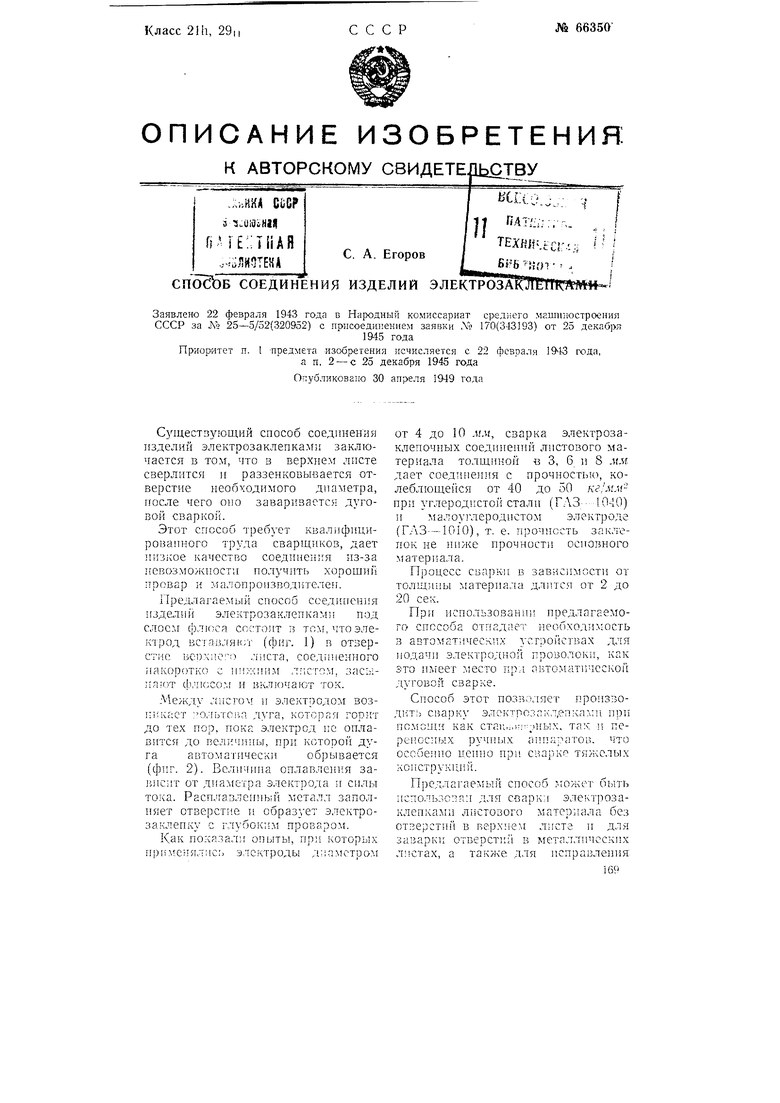
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки электрозаклепками | 1981 |
|
SU979053A1 |
| Способ соединения электрозаклепками тонких листов металла | 1949 |
|
SU82874A1 |
| Способ электрической стыковой сварки | 1943 |
|
SU69449A1 |
| Устройство для подачи электродной проволоки | 1972 |
|
SU496943A1 |
| Способ электродуговой точечной сварки плавящимся электродом | 1984 |
|
SU1507548A1 |
| Способ дуговой сварки неповоротных стыков труб | 1980 |
|
SU1006137A1 |
| ЭЛЕКТРОЗАКЛЕПОЧНОЕ СОЕДИНЕНИЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2006 |
|
RU2375161C2 |
| Способ автоматической дуговой точечной сварки | 1984 |
|
SU1232416A1 |
| УСТРОЙСТВО для СВАРКИ ЭЛЕКТРОЗАКЛЕПКАМИ | 1966 |
|
SU182267A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ ПРИВАРКИ ДОПОЛНИТЕЛЬНЫХ ДЕТАЛЕЙ ЭЛЕКТРОЗАКЛЕПКАМИ | 2010 |
|
RU2424881C1 |
