(54) ОБРАЗЕЦ ДЛЯ ОПРЕДЕЛЕНИЯ ПРОШИВАЕМОСТИ
1
Изобретение относится к трубному производству и может быть использовано при разработках и освоении технологии производства бесшовных труб из высоколегированных сталей и сплавов .
Для правильного выбора параметров при разработке технологических процессов производства труб из новых материалов, в том числе из высоко- легированных сталей и сплавов, необходимо знать как прошивается испытываемый материал.
Известен образец для определения прошиваемости, представляющий собой усеченный конус 1.
Недостатком данного образца является сравнительно невысокая точность определения критического обжатия.
Наиболее близким по технической сущности к предложенному является образец для определения прошиваемости металла безоправочной прошивкой, состоящий из двух усеченных конусов, составленных большими основаниями, и цилиндрического участка между ними. Образец позволяет несколько повысить точность установления критического обжатия 2. МЕТАЛЛА
Однако применение указанного образца для определения прошивземости вязких высокопрочных высоколегированных сталей и сплавов вызывает значительные усилия на наиболее нагруженном цилиндрическом участке образца, приводя не только к возраста-, нию нагрузки на прокатный инструмент, но также и к существенной овализа10ции профиля образца, что мешает определению максимального обжатия.
Цель изобретения - снижение нагрузки при испытании вязких высокопрочных высоколегированных сталей и
ts сплавов.
Указанная цель достигается тем, что в образце, содержащем два конусных концевых участка и соединяющий их большие основания цилиндрический
20 участок, цилиндрический участок составлен из трех равных по длине частей, две крайние из которых имеют диаметр, равный диаметру больших ос25нований конусных участков, а средняя диаметр, равный диаметру меньших оснований. Это позволяет значительно снизить усилия при испытании.:
На чертеже приведен образец, об.щий вид.
30
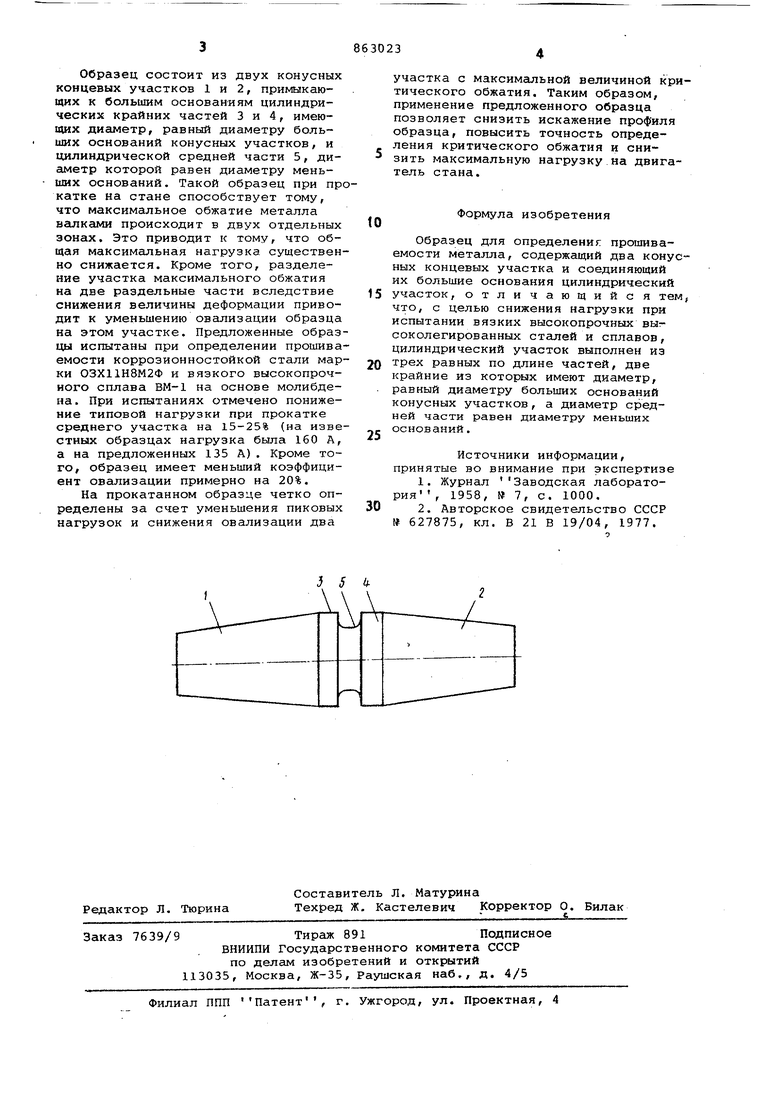
Образец состоит из двух конусных концевых участков 1 и 2, примыкающих к большим основаниям цилиндрических крайних частей 3 и 4, имеюuwx диаметр, равный диаметру больших оснований конусных участков, и цилиндрической средней части 5, диаметр которой равен диаметру меньших оснований. Такой образец при прокатке на стане способствует тому, что максимальное обжатие металла вешками происходит в двух отдельных зонах. Это приводит к тому, что общая максимальная нагрузка существенно снижается. Кроме того, разделение участка максимального обжатия на две раздельные части вследствие снижения величины деформации приводит к уменьшению овализации образца на этом участке. Предложенные образцы испытаны при определении прошиваемости коррозионностойкой стали марки ОЗХ11Н8М2Ф и вязкого высокопрочного сплава ВМ-1 на основе молибдена. При испытаниях отмечено понижение типовой нагрузки при прокатке среднего участка на 15-25% (на известных образцах нагрузка была 160 А, а на предложенных 135 А). Кроме того, образец имеет меньший коэффициент овализации примерно на 20%.
На прокатанном образце четко определены за счет уменьшения пиковых нагрузок и снижения овализации два
участка с максимальной величиной критического обжатия. Таким образом, применение предложенного образца позволяет снизить искажение профиля образца, повысить точность определения критического обжатия и снизить максимальную нагрузку на двигатель стана.
Формула изобретения
Образец для определениг прошиваемости металла, содержащий два конуных концевых участка и соединяющий их большие основания цилиндрический участок, отличающийся тем что, с целью снижения нагрузки при испытании вязких высокопрочных высоколегированных сталей и сплавов, цилиндрический участок выполнен из трех равных по длине частей, две крайние из которых имеют диаметр, равный диаметру больших оснований конусных участков, а диаметр средней части равен диаметру меньших оснований.
Источники информации, принятые во внимание при экспертизе
1. Журнал Заводская лаборатория, 1958, 7, с. 1000. 2. Авторское свидетельство СССР № 627875, кл. В 21 В 19/04, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения прошиваемости металла | 1977 |
|
SU627875A1 |
| Калибр валков для пилигримовой прокатки труб | 1981 |
|
SU1017396A1 |
| ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ ВЫРЕЗОВ В СТАЛЬНОЙ ПОЛОСЕ, СПОСОБ ПОЛУЧЕНИЯ ВЫРЕЗОВ В СТАЛЬНОЙ ПОЛОСЕ, ТЕХНИЧЕСКОЕ СРЕДСТВО ДЛЯ ХОЛОДНОЙ ПРОКАТКИ И СПОСОБ ВЫПОЛНЕНИЯ ХОЛОДНОЙ ПРОКАТКИ | 2017 |
|
RU2701799C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ ПРОШИВКИ В КОСОВАЛКОВОМ СТАНЕ | 1991 |
|
RU2029641C1 |
| Способ винтовой прошивки в четырехвалковом стане | 2021 |
|
RU2759820C1 |
| Способ производства труб | 1980 |
|
SU925451A1 |
| Устройство защиты от разрушения опорных зон опытных образцов из полимерных композиционных материалов при их статических испытаниях на сжатие | 2019 |
|
RU2724123C1 |
| Заготовка для винтовой прошивки гильз | 1989 |
|
SU1696019A1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ ТРУБ ИЗ НИЗКОЛЕГИРОВАННЫХ ТРУДНОДЕФОРМИРУЕМЫХ И УГЛЕРОДИСТЫХ МАРОК СТАЛИ | 2007 |
|
RU2371265C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛАСТИЧЕСКИХ СВОЙСТВ СТЕРЖНЕВЫХ РЕЗЬБОВЫХ КРЕПЕЖНЫХ ИЗДЕЛИЙ | 2016 |
|
RU2622487C1 |
