Область техники
Настоящее изобретение относится к оборудованию для изготовления вырезов в соединениях стальных полос, к способу получения вырезов в соединениях стальных полос, техническому средству для холодной прокатки и к способу выполнения холодной прокатки.
Уровень техники
При холодной прокатке стальной полосы для повышения производительности и выхода предшествующий материал (предыдущая стальная полоса) и последующий материал (следующая стальная полоса) в типичном случае поставляются на линию холодной прокатки в непрерывном режиме посредством присоединения друг к другу заднего конца предшествующего материала и переднего конца последующего материала. Таким образом стальная полоса может прокатываться с натяжением, прикладываемым ко всей ее длине. Это обеспечивает возможность высокоточного контролирования толщины и формы даже на заднем и переднем концах стальной полосы.
В условиях появления в качестве холоднокатаных стальных полос компонентов со все более высокой степенью легирования и совершенствования лазерных сварочных машин лазерная сварка становится основным способом соединения друг с другом предшествующего материала и последующего материала вместо сварки встык оплавлением и других подобных способов существующего уровня техники. Однако, независимо от того, применяются ли в качества способа сварки сварка встык оплавлением или лазерная сварка, на концевых участках (краевые участки) соединения (сварка) предшествующего материала и последующего материала в направлении ширины листа неизбежно образуются ступенчатые участки из-за различий в ширине стальной полосы и сдвигов в положении по ширине между предшествующим материалом и последующим материалом. Когда прокатка выполняется в таких условиях, на располагающихся по ширине ступеньках могут концентрироваться напряжения, способные приводить к случайным разрывам в сварном шве. Возникновение разрывов при сварке (обрыв шва) приводит к останову линии холодной прокатки, что значительно снижает производительность, и к замене рабочего валка, что приводит к увеличению стоимости производства.
В последние годы особенно сильно возросла потребность в снижении толщины холоднокатаных стальных полос в связи с необходимостью в уменьшении массы и улучшении характеристик деталей и узлов. Наряду с этой тенденцией в настоящее время увеличивается требующаяся при холодной прокатке степень обжатия и возрастает частота обрывов шва.
В целях препятствования образованию обрывов сварного шва было предпринято нанесение перед прокаткой вырезов. Такое вырезание включает создание вырезов на концевых участках сварного шва в направлении ширины листа. Это вырезание также нацелено на участки реза стальной полосы, имеющие низкую прочность (около 30 мм от краев по ширине стального листа), поскольку имеется вероятность того, что на концевых по ширине листа стальной полосы участках прочность будет снижена из-за недостаточного качества сварки, вызванного недостаточной точностью стыковки.
В качества способа нанесения вырезов обычной является, например, механическая резка с образованием полукруглой, не имеющей углов формы, как раскрывается в JP H0576911 A. Однако искривление внешнего края полукруглых вырезов является однородным и ширина стальной полосы в соединении оказывается наименьшей. В результате в месте соединения развивается максимальное напряжение.
В отличие от этого, для решения проблемы JP H0576911 A в JP 2014050853 A раскрывает свой способ нанесения вырезов. Согласно этому способу образуются по существу равнобедренные трапециевидные вырезы с тем, чтобы вызвать максимальные напряжения в иных, помимо сварного шва, положениях.
Раскрытие сущности изобретения
Техническая задача.
Однако вышеописанные способы не могут продемонстрировать достаточную эффективность, в частности, в случае выполнения вырезов при холодной прокатке хрупких материалов и материалов из высоколегированных сплавов, таких как листовая электротехническая кремнистая сталь и высокопрочная листовая сталь с высоким содержанием Si и Mn. Таким образом, в данном случае оказывается невозможным обеспечение достаточного противодействия образованию разрывов в соединении (обрывы сварного шва) при холодной прокатке.
Настоящее изобретение было разработано в свете описанной выше ситуации. Цель настоящего изобретения состоит в предоставлении оборудования для создания вырезов в стальной полосе, предложении способа получения вырезов в стальной полосе, обеспечении технического средства для выполнения холодной прокатки и способа выполнения холодной прокатки, позволяющего осуществлять холодную прокатку на материале без разрывов в соединении (обрывы сварного шва), даже в тех случаях, когда такой материал является хрупким материалом или материалом из высоколегированного сплава, таким как лист электротехнической кремнистой стали или высокопрочная листовая сталь с высоким содержанием Si и Mn.
Решение задачи.
При том, что подробности будут описаны далее, в результате тщательного исследования, выполненного в целях решения вышеописанной задачи, авторы данного изобретения обнаружили, что при вырезании сварного шва посредством резки, осуществляемой способами существующего уровня техники, происходит деформационное упрочнение на концевых участках сварного шва в направлении ширины листа и это вызывает обрывы сварного шва. Авторы данного изобретения для препятствования обрывам сварного шва предложили создание вырезов по существу без образования упрочненных участков на концевых в направлении ширины листа участках сварного шва. В частности, такое вырезание происходит при шлифовке или комбинации резки и шлифовки. Настоящее изобретение было выполнено в соответствии с вышеописанной концепцией и подразумевает нижеследующее.
1. Оборудование для получения вырезов в стальной полосе, предназначаемое для создания вырезов на обоих краевых участках соединения в направлении ширины стальной полосы, соединения, с помощью которого соединяются друг с другом задний конец предшествующей стальной полосы и передний конец последующей стальной полосы, при этом данное оборудование включает: режущее устройство, которое выполняет резку на обоих краевых в направлении ширины стальной полосы участках, включая соединение, для образования первого выреза; и шлифовальное устройство, которое стачивает торцевые поверхности обоих краевых в направлении ширины стальной полосы участков соединения для образования второго выреза.
2. Оборудование для получения вырезов в стальной полосе, предназначаемое для создания вырезов на обоих краевых участках соединения в направлении ширины стальной полосы, соединения, с помощью которого соединяются друг с другом задний конец предшествующей стальной полосы и передний конец последующей стальной полосы, при этом данное оборудование для получения вырезов включает: шлифовальное устройство, которое стачивает торцевые поверхности обоих краевых в направлении ширины стальной полосы участков, включая соединение, для образования вырезов.
3. Способ получения вырезов в стальной полосе для создания вырезов на обоих краевых участках соединения в направлении ширины стальной полосы, соединения, при помощи которого соединяются друг с другом задний конец предшествующей стальной полосы и передний конец последующей стальной полосы, при этом данный способ включает этапы:
выполнения резки на обоих краевых в направлении ширины стальной полосы участках, включая соединение, для образования первого выреза; и после этого стачивание торцевых поверхностей обоих краевых в направлении ширины стальной полосы участков соединения для образования второго выреза.
4. Способ получения вырезов в стальной полосе для создания вырезов на обоих краевых участках соединения в направлении ширины стальной полосы, соединения, при помощи которого соединяются друг с другом задний конец предшествующей стальной полосы и передний конец последующей стальной полосы, при этом данный способ включает этапы: стачивание торцевых поверхностей обоих краевых в направлении ширины стальной полосы участков, включая соединение, для образования вырезов.
5. Техническое средство выполнения холодной прокатки, включающее: оборудование согласно описанным выше пунктам [1] или [2].
6. Способ холодной прокатки, включающий этапы: получения вырезов описанным выше способом создания вырезов согласно пунктам [3] или [4]; и после этого выполнение холодной прокатки.
Полезный эффект изобретения
Согласно настоящему изобретению оказывается возможным выполнение холодной прокатки без образования в соединении материала разрывов (обрывы сварного шва) даже в том случае, если такой материал является хрупким материалом или материалом из высоколегированного сплава, таким как лист электротехнической кремнистой стали или высокопрочная листовая сталь с высоким содержанием Si и Mn.
Краткое описание чертежей
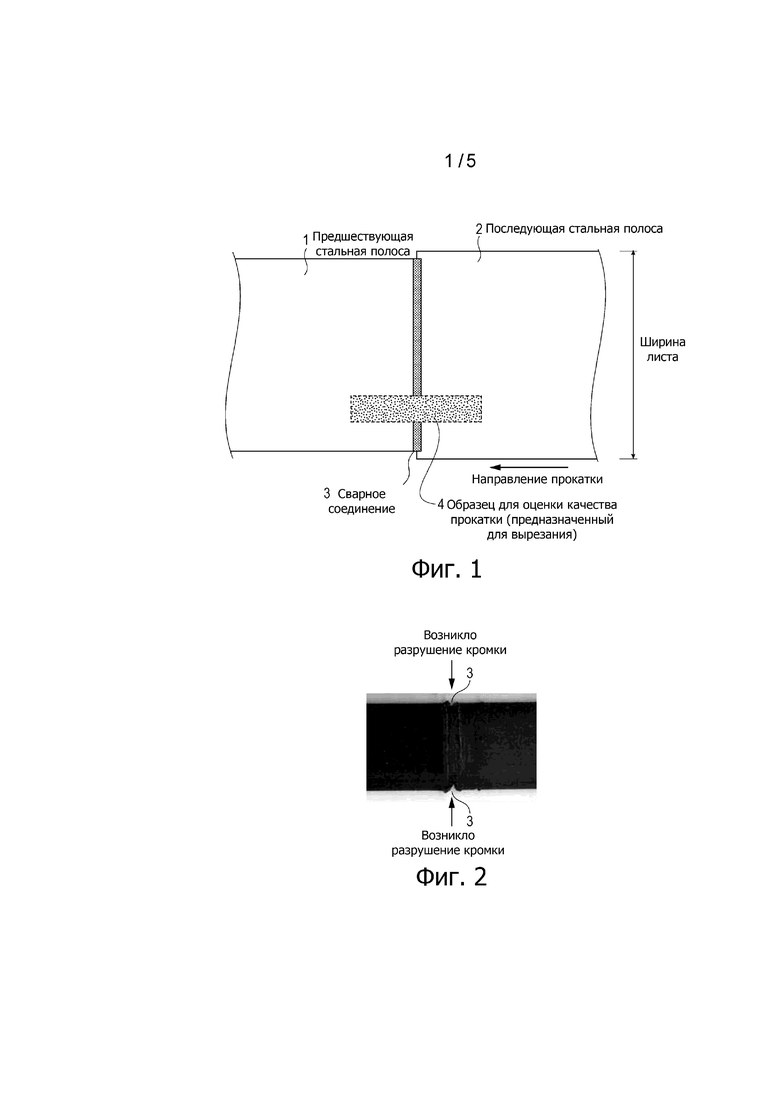
Фиг. 1 иллюстрирует способ отбора образца для выполнения оценки качества прокатки.
Фиг. 2 иллюстрирует состояние растрескивания кромок разрезанного материала после выполнения холодной прокатки.
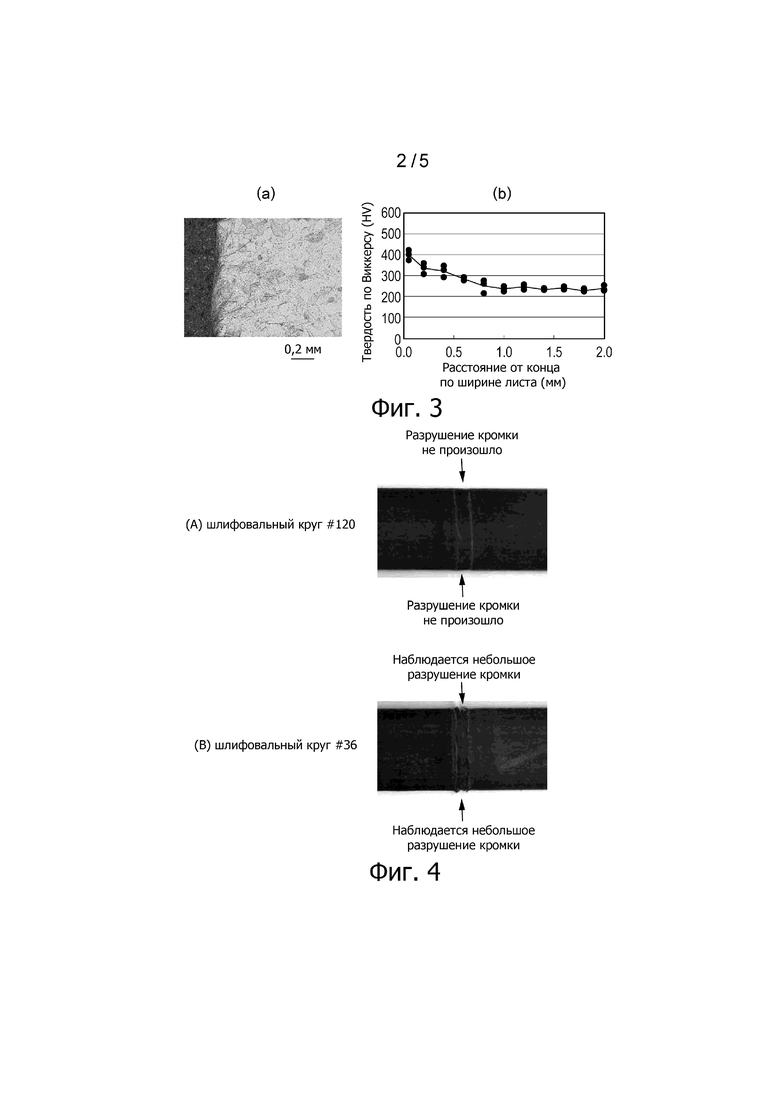
Фиг. 3 иллюстрирует структуру и распределение твердости краевого участка разрезанного материала.
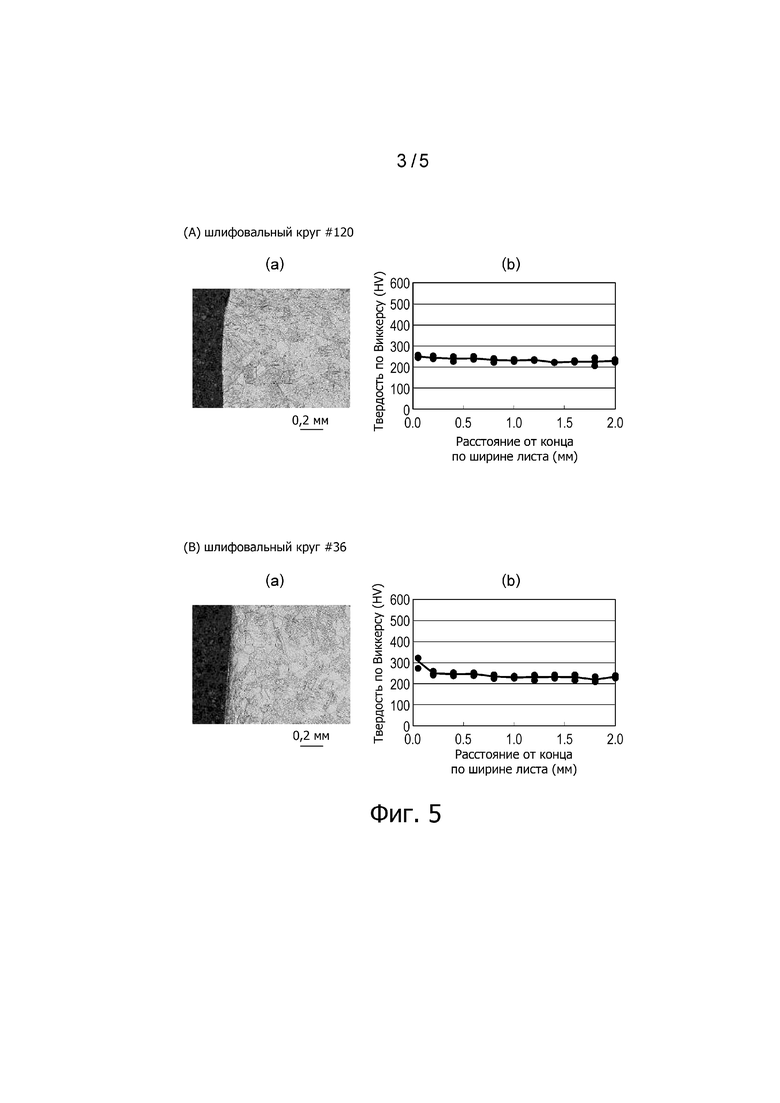
Фиг. 4 иллюстрирует состояния растрескивания кромок материала, имеющего шлифованные кромки, рассматриваемое после выполнения холодной прокатки.
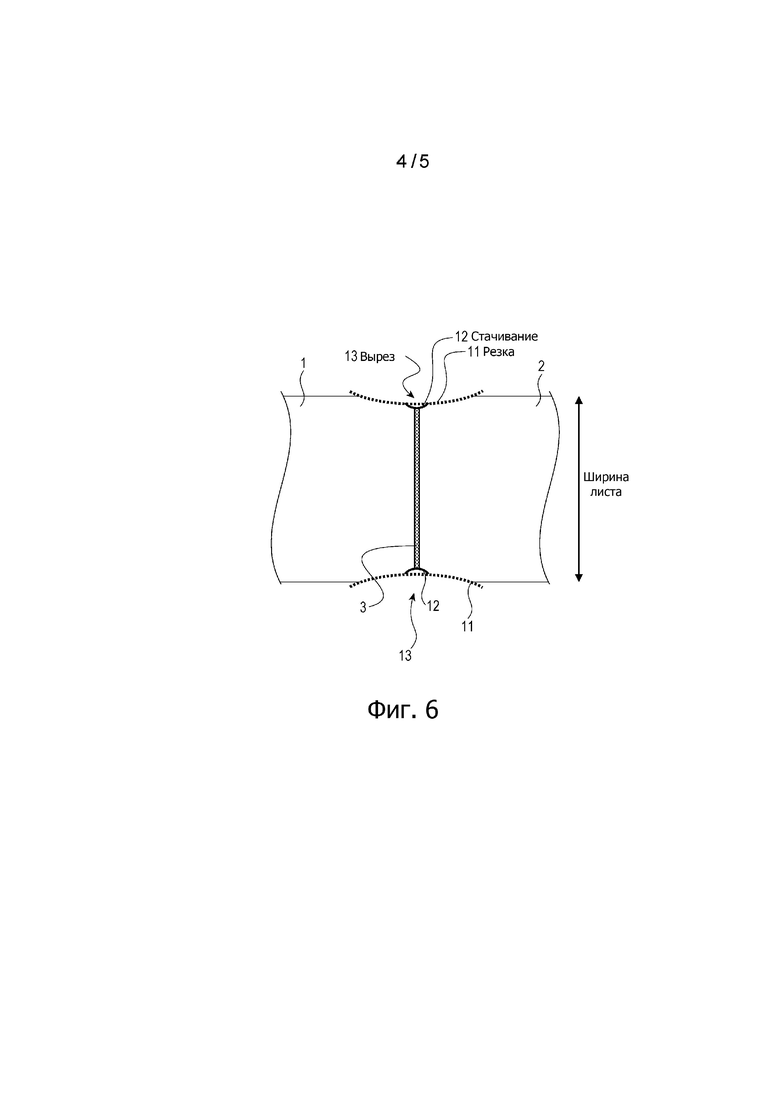
Фиг. 5 иллюстрирует структуры и распределение твердости на краевых участках материалов, имеющих шлифованные кромки.
Фиг. 6 иллюстрирует получение выреза согласно первому воплощению настоящего изобретения.
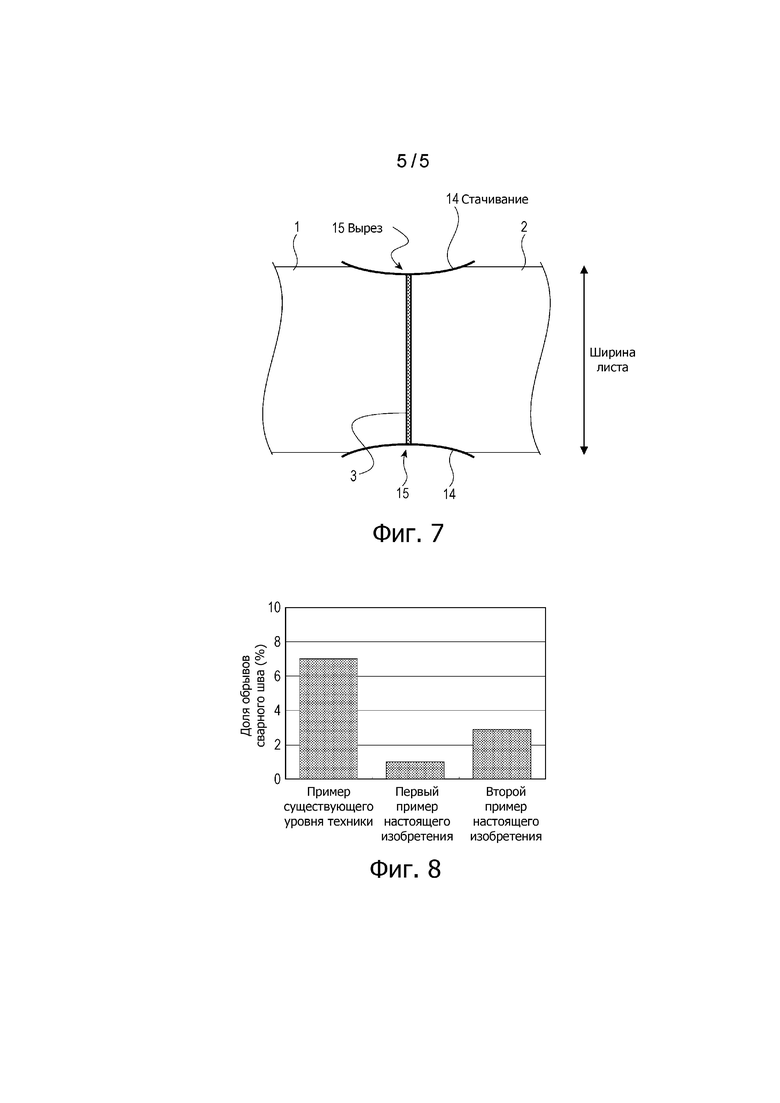
Фиг. 7 иллюстрирует получение выреза согласно второму воплощению настоящего изобретения.
Фиг. 8 сравнивает доли образования обрывов сварного шва в примерах настоящего изобретения.
Осуществление изобретения
Как уже указывалось, авторы данного изобретения обнаружили, что причиной обрывов в сварном шве является деформационное упрочнение на концевых в направлении ширины листа участках сварного шва, происходящее из-за вырезов на сварном шве, выполняемых с помощью резки согласно существующему уровню техники. Авторы данного изобретения для препятствования обрывам сварного шва предложили такой способ получения вырезов, который по существу не образует упрочненных участков на концевых в направлении ширины листа участках сварного шва. Прежде всего будут подробно описаны обнаружения и концепция авторов данного изобретения.
А именно, для выяснения причин легкого разрушения сварного шва авторы данного изобретения провели описываемый ниже эксперимент по выполнению прокатки в лабораторном масштабе.
В качестве образца использовались содержащие 3,3 масс.% Si листы электротехнической кремнистой стали толщиной 2 мм и, как показано на Фиг. 1, задний конец предшествующей стальной полосы 1 и передний конец последующей стальной полосы 2 приваривались друг к другу с помощью лазерной сварочной машины. Был вырезан и извлечен прямоугольный образец 4 (образец для оценки качества прокатки) имеющий длинную сторону, перпендикулярную направлению сварки, таким образом, что образец 4 включал часть сварного шва 3.
Полученный, как описано выше, образец 4 был подвергнут холодной прокатке без приложения напряжения. При этой холодной прокатке общая степень обжатия составляла 90% и была достигнута за три прохода. Использовавшийся для этой холодной прокатки прокатный стан имел диаметр рабочего валка 500 мм.
Фиг. 2 представляет фотографию внешнего вида листовой стали, полученной после выполнения холодной прокатки. Видно, что даже в случаях, когда не прикладывалось никакого напряжения, в сварном шве 3 происходило растрескивание кромок (область металла сварного шва). Можно предположить, что при тандем-прокатке, когда прокатка выполняется с прикладываемой как при реальном производстве напряжением, от этих повреждений кромки берут начало обрывы сварного шва.
Затем на этапе, в ходе которого выполняется резка на сварном шве 3, то есть на этапе перед холодной прокаткой, были вырезаны вдоль по направлению ширины листа краевые в направлении ширины листа участки, с образованием тем самым предназначаемого для рассмотрения поперечного сечения (поперечное сечение края). Изучалась структура этого сечения и на данном участке было выполнено испытание на твердость. Результаты иллюстрируются на Фиг. 3. Вид (a) на Фиг. 3 иллюстрирует структуру краевого участка, а вид (b) на Фиг. 3 отображает распределение твердости по данному краевому участку. Как указывалось выше, концевые участки сварного шва в направлении ширины листа были упрочнены в результате резки. Можно предположить, что это деформационное упрочнение и является причиной растрескивания кромок. Соответственно, авторы данного изобретения тщательно изучили способ создания вырезов для того, чтобы получать вырезы по существу без образования участков деформационного упрочнения на концевых в направлении ширины листа участках сварного шва, и попытались отшлифовать сварной шов.
Таким образом, вышеописанный эксперимент по выполнению прокатки включает резку сварного шва образца 4 для оценки качества прокатки; выполнение механической шлифовки сварного шва на 1 мм в направлении ширины листа для создания в нем выточки; и затем выполнение холодной прокатки, подобной описанной выше. Механическая шлифовки выполнялась с помощью представленных ниже (A) и (B): (A) – радиальношлифовальная машина с шлифовальным кругом #120 производства 3M; и (B) – радиальношлифовальная машина с шлифовальным кругом #36 производства FUJI grinding wheel mfg. Co., Ltd.
Фиг. 4 иллюстрирует внешний вид листовой стали (соответствующей представленной выше Фиг. 2), полученный после холодной прокатки. Фиг. 5 иллюстрирует результаты рассмотрения структуры краевых участков и данные по испытаниям твердости, выполненным на данных краевых участках (соответствующих приведенной выше Фиг. 3). Шлифование (A) с помощью шлифовального круга #120 не приводит ни к каким растрескиваниям кромок и при этом не наблюдается никакого деформационного упрочнения на участках краев. Напротив, шлифование (B) с применением шлифовального круга #36 создает небольшие разрушения краев и при этом происходит деформационное упрочнение краевых участков. Однако масштабы разрушения краев и степень деформационного упрочнения были значительно снижены по сравнению со случаем, иллюстрируемым на Фиг. 2 и 3, где больше никаких процессов после резки не осуществлялось.
Было обнаружено, что, как и указывалось, на разрушении краев в сварном шве в значительной степени сказывается деформационное упрочнение сварного шва, происходящее из-за резки, и удаление таких упрочненных участков посредством шлифования позволяет препятствовать растрескиванию кромок.
Хотя шлифование (A) шлифовальным кругом #120 способно ликвидировать возникающее после резки деформационное упрочнение, производительность такого шлифования невелика, и для того, чтобы сточить 1 мм, в вышеописанном эксперименте требуется восемь секунд. В отличие от этого, шлифование (B) с шлифовальным кругом #36 значительно повышает производительность шлифовки, и в этом случае требуется не более одной секунды для стачивания в вышеописанном эксперименте 1 мм. Однако при этом на краевых участках происходило некоторое деформационное упрочнение.
Здесь деформационное упрочнение относится к состоянию, при котором показатель твердости по Виккерсу концевых по ширине листа участков выше твердости по Виккерсу участка основного материала (внутренний участок, отдаленный от концевых по ширине листа участков на 2 мм или более) на 50 HV или более.
Из приведенного выше могут быть сделаны следующие выводы. А именно, важно, чтобы в сварном шве не было никаких деформационно-упрочненных участков на этапе образования в сварном шве вырезов, то есть до момента выполнения холодной прокатки.
Далее представлено описание воплощений настоящего изобретения.
Первое воплощение.
Фиг. 6 иллюстрирует первое воплощение настоящего изобретения. Первое воплощение устанавливает оборудование для создания вырезов. Оборудование для вырезания включает устройство резки (такое как резальная машина), которое выполняет резку на обоих краевых в направлении ширины стальной полосы участках, и шлифовальное устройство (такое как радиальношлифовальная машина), которое стачивает торцевые поверхности обоих краевых в направлении ширины стальной полосы участков. Как показано на Фиг. 6, указанное выше оборудование вначале обеспечивает получение вырезов обрезкой 11 указанных областей, включая концевые в направлении ширины листа участки сварного шва 3 предшествующей стальной полосы 1 и последующей стальной полосы 2, выполняемой таким образом, чтобы образовать вырезы, имеющие форму дуги. После чего на оборудовании выполняется второе вырезание посредством стачивания 12 деформационно-упроченных участков только в сварном шве 3 и в области вблизи сварного шва 3 таким образом, чтобы удалить упроченные участки и в результате образовать вырезы 13. Таким образом, для исключения эффектов, возникающих из-за различий в ширине листа между предшествующей стальной полосой 1 и последующей стальной полосой 2 и вследствие сдвига в положении по ширине между предшествующей стальной полосой 1 и последующей стальной полосой 2, перед резкой 11 делается крупный вырез (первое вырезание – образование первых вырезов) и шлифовкой 12 изготавливается малый вырез (второе вырезание – образование вторых вырезов), который убирает только деформационно-упроченные участки в сварном шве.
Таким образом, первое воплощение может образовывать вырезы 13, по существу обеспечивающие отсутствие деформационно-упроченных участков на концевых в направлении ширины листа участках сварного шва 3. Соответственно, оказывается возможным выполнение холодной прокатки без разрывов в сварном шве даже на хрупком материале или материале из высоколегированного сплава, таком как лист электротехнической кремнистой стали или высокопрочная листовая сталь с высоким содержанием Si и Mn.
Второе воплощение.
Фиг. 7 иллюстрирует второе воплощение настоящего изобретения. Второе воплощение подразумевает применение оборудования для создания вырезов, включающего шлифовальное устройство. Шлифовальное устройство (такое как радиальношлифовальная машина) стачивает торцевые поверхности обоих краевых в направлении ширины стальной полосы участков. Как показано на Фиг. 7, при шлифовании 14 определенных областей, включающих концевые в направлении ширины листа участки сварного шва 3, с помощью которого привариваются друг к другу предшествующая стальная полоса 1 и последующая стальная полоса 2, образуются имеющие форму дуги вырезы 15. Таким образом, согласно второму воплощению, посредством шлифовки 14 создаются вырезы 15 во всей их полноте.
То есть второе воплощение способно создавать вырезы 15, по существу исключающие образование деформационно-упроченных участков на концевых в направлении ширины листа участках сварного шва 3. Соответственно, оказывается возможным выполнение холодной прокатки без разрывов в сварном шве даже на хрупком материале или материале из высоколегированного сплава, таком как лист электротехнической кремнистой стали или высокопрочная листовая сталь с высоким содержанием Si и Mn.
Показатель зернистости шлифовального круга для стачивания краевых участков без деформационного упрочнения, согласно вышеописанным первому и второму воплощениям, отвечает #80 или более мелкому, хотя он зависит от типа абразивного зерна и толкающего усилия.
Кроме того, надежное и выполняемое в короткие сроки стачивание краевых участков стальной полосы на линии холодной прокатки может осуществляться при использовании промышленных роботов или других подобных устройств. Например, шлифовка сварного шва может выполняться с помощью радиальношлифовальной машины, установленной на автоматическом станке, таком как MOTOMAN-MH50II ("MOTOMAN" – официально зарегистрированная торговая марка), производства YASUKAWA Electric Corporation.
Кроме того, вопрос о применении вышеописанного первого воплощения или вышеописанного второго воплощения может соответствующим образом решаться с учетом времени, монтажного пространства, стоимости оборудования и тому подобных факторов, влияющих на изготовление вырезов.
Для сохранения эффективности процесса холодной прокатки требуется, чтобы вырезы создавались в течение короткого времени (вырезание предпочтительно выполняется в пределах около десяти секунд, хотя это время зависит от длины стальной конвейерной ленты и производительности луперов).
Кроме того, согласно настоящему изобретению, вырезы могут иметь полукруглую форму, как описано в JP H0576911 A, или по существу форму равнобедренной трапеции, как в JP 2014050853 A. Помимо этого, не возникает никаких сложностей с вырезами, имеющими иную, помимо описанных выше, форму. Согласно настоящему изобретению, форма вырезов специальным образом не ограничивается.
Кроме того, в случае обычной низкоуглеродистой стали разрушения краев не наблюдаются даже при резке. Однако обрабатываемость сварного шва на хрупких материалах и материалах из высоколегированных сплавов, таких как листы электротехнической кремнистой стали и высокопрочная листовая сталь с высоким содержанием Si и Mn, недостаточна. Соответственно, когда эти материалы оказываются деформационно-упрочненными вследствие резки, легко происходят растрескивания кромок. Таким образом, нет необходимости применения настоящего изобретения к таким типам стали, как низкоуглеродистая сталь и другие подобные, в которых не наблюдается растрескивание кромок и по существу не возникает никаких обрывов сварного шва даже при резке. Настоящее изобретение предназначается для применения с такими сталями, которые представляют собой хрупкий материал или материал из высоколегированного сплава, в которых происходит разрушение сварного шов под действием резки. Однако некоторые тандемные станы для холодной прокатки, специально предназначаются для листовой электротехнической кремнистой стали или высокопрочной листовой стали, а другие тандемные станы для холодной прокатки, вместо того, чтобы применяться для листовой электротехнической кремнистой стали или высокопрочной листовой стали, применяются также и для прокатки низкоуглеродистой и другой подобной стали. В этом случае настоящее изобретение также безо всяких проблем может быть применено и к низкоуглеродистой стали.
В качестве листовой электротехнической кремнистой стали с высоким содержанием Si и Mn рассматривается, например, листовая сталь, содержащая от 1,0 до 6,5 масс.% Si и от 0,2 до 1,0 масс.% Mn. Термин «высокопрочная листовая сталь с высоким содержанием Si и Mn» относится, например, к листовой стали, содержащей от 1,0 до 2,0 масс.% Si, от 1,5 до 20,0 масс.% Mn и имеющей прочность при растяжении от 590 до 1470 МПа.
Первый пример.
В качестве примера настоящего изобретения на оборудовании для холодной прокатки, оснащенном пятиклетевым тандемным станом, были изготовлены и подвергнуты испытаниям листы электротехнической кремнистой стали.
При этом в качестве примера, отвечающего существующему уровню техники, была выполнена резка в определенных областях, включающих сварной шов, с образованием полукруглого выреза.
Напротив, в первом примере настоящего изобретение было выполнено вырезание согласно вышеописанному первому воплощению настоящего изобретения. Таким образом, с помощью резки в определенных областях, включающих сварной шов, было выполнено первое вырезание с образованием полукруглых вырезов. После чего в качестве второго вырезания сварной шов и области вблизи сварного шва были подвергнуты стачиванию на 2 мм с помощью шлифовального круга #80.
Кроме того, был реализован второй пример настоящего изобретения посредством выполнения вырезания согласно вышеописанному второму воплощению настоящего изобретения. Таким образом, были образованы полукруглые вырезы с помощью стачивания шлифовальным кругом #36 определенных областей, включающих сварной шов.
В каждом из данных примеров было изготовлено 100 рулонов стальных полос, которые имели содержание Si 3,1 масс.% или более и 3,5 масс.% или менее и имели толщину 1,8 мм или более и 2,4 мм или менее, и подвергнуты холодной прокатке с помощью упоминаемого выше пятиклетевого тандемного стана для холодной прокатки таким образом, чтобы конечные стальные полосы имели толщину 0,3 мм или более и 0,5 мм или менее. Были проведены взаимные сравнения частоты обрывов в данных примерах. Результаты показаны на Фиг. 8.
Как видно из Фиг. 8, частота обрывов сварного шва может быть уменьшена до 1% с первым примером настоящего изобретение и до 3% со вторым примером настоящего изобретение, тогда как частота обрывов в случае существующего уровня техники составляет 7%.
Таким образом, была подтверждена эффективность настоящего изобретения. При этом, когда выполняется вырезание сварного шва между предыдущей стальной полосой и последующей стальной полосой, настоящее изобретение применяется так, чтобы образовывать вырезы, по существу не создающие деформационно-упроченных участков на концевых в направлении ширины листа участках сварного шва. Таким образом, оказывается возможным препятствование образованию возникающих из-за холодной прокатки обрывов сварного шва и, соответственно, может быть достигнуто улучшение производительности и выхода.
Перечень ссылочных позиций
1 – предшествующая стальная полоса;
2 – последующая стальная полоса;
3 – сварной шов;
4 – образец для оценки качества прокатки;
11 – резка;
12 – шлифовка;
13 – вырез;
14 – шлифовка;
15 – вырез.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ СТАЛЬНЫХ ПОЛОС | 2011 |
|
RU2463115C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ И СПОСОБ ХОЛОДНОЙ ПРОКАТКИ | 2018 |
|
RU2717626C1 |
| УСТРОЙСТВО ДЛЯ ХОЛОДНОЙ ПРОКАТКИ | 2015 |
|
RU2647415C2 |
| Способ обработки сварных соеди-НЕНий гОРячЕКАТАНыХ СТАльНыХ пОлОС | 1978 |
|
SU819198A1 |
| ВЫСОКОПРОЧНАЯ МНОГОФАЗНАЯ СТАЛЬ ДЛЯ ХОЛОДНО-ИЛИ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ И СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНО- И ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ | 2011 |
|
RU2581940C2 |
| Способ обнаружения сварного шва при холодной прокатке полос | 1979 |
|
SU865472A1 |
| СПОСОБ ПРОКАТКИ ПОЛОС ИЗ ТРАНСФОРМАТОРНОЙ СТАЛИ И СТАН ДЛЯ ХОЛОДНОЙ ПРОКАТКИ | 2014 |
|
RU2559069C1 |
| СПОСОБ ХОЛОДНОЙ НЕПРЕРЫВНОЙ ПРОКАТКИ ТОНКИХ СТАЛЬНЫХ ПОЛОС | 2012 |
|
RU2510688C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ СТАЛЬНЫХ ПОЛОС | 2012 |
|
RU2499639C1 |
| СПОСОБ СВАРКИ ПОЛОС ПЕРЕД ХОЛОДНОЙ ПРОКАТКОЙ | 2007 |
|
RU2356660C1 |
Изобретение относится к области холодной прокатки полос. Оборудование предназначено для получения вырезов на стальной полосе, предназначаемое для образования вырезов на обоих краевых в направлении ширины стальной полосы участках соединения, с помощью которого соединяют друг с другом задний конец предшествующей стальной полосы и передний конец последующей стальной полосы. Данное оборудование содержит режущее устройство и шлифовальное устройство. Режущее устройство выполняет резку на обоих краевых в направлении ширины стальной полосы участках, включая соединение, для образования первого выреза. Шлифовальное устройство выполнено с возможностью стачивания торцевых поверхностей обоих краевых в направлении ширины стальной полосы участков, расположенных вблизи соединения с образованием второго выреза для удаления упрочненных в процессе резки участков стальной полосы. Изобретение позволяет выполнять холодную прокатку без обрывов сварного шва даже при прокатке хрупкого материала или материала из высоколегированного сплава, такого как лист электротехнической кремнистой стали или высокопрочная листовая сталь с высоким содержанием Si и Mn. 6 н.п. ф-лы, 8 ил.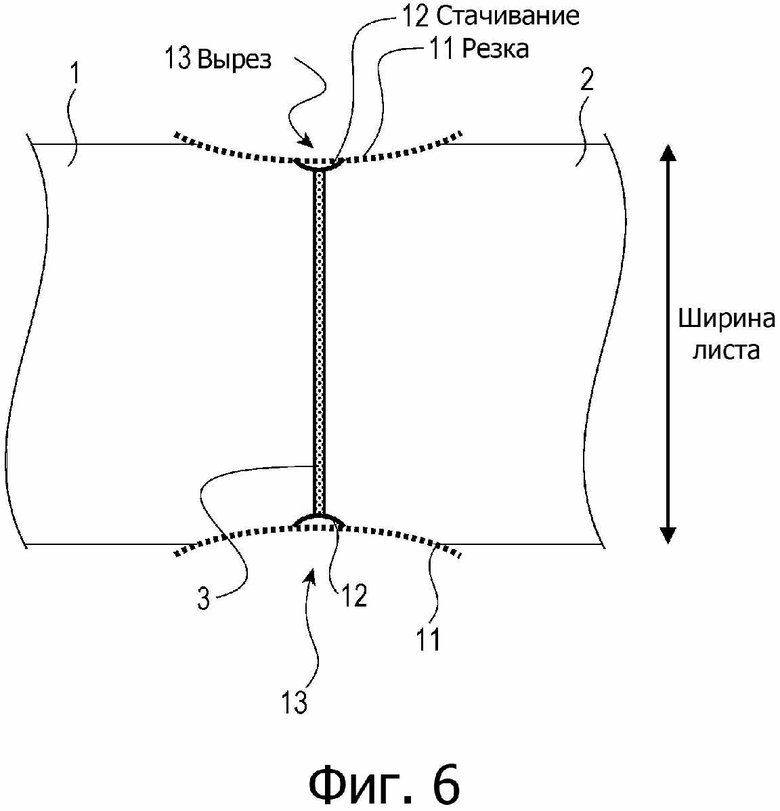
1. Оборудование для получения вырезов на стальной полосе, выполненное с возможностью образования вырезов на обоих краевых в направлении ширины стальной полосы участках соединения, с помощью которого соединены друг с другом задний конец предшествующей стальной полосы и передний конец последующей стальной полосы, которое содержит:
режущее устройство, выполненное с возможностью резки на обоих краевых в направлении ширины стальной полосы участках, включая соединение, для образования первого выреза, и
шлифовальное устройство, выполненное с возможностью стачивания торцевых поверхностей обоих краевых в направлении ширины стальной полосы участков, расположенных вблизи соединения с образованием второго выреза для удаления упрочненных в процессе резки участков стальной полосы.
2. Оборудование для получения вырезов на стальной полосе, выполненное с возможностью образования вырезов на обоих краевых в направлении ширины стальной полосы участках соединения, с помощью которого соединены друг с другом задний конец предшествующей стальной полосы и передний конец последующей стальной полосы, которое содержит:
шлифовальное устройство, выполненное с возможностью стачивания торцевых поверхностей обоих краевых в направлении ширины стальной полосы участков, включая соединение, для образования вырезов.
3. Способ получения вырезов на стальной полосе, включающий выполнение вырезов на обоих краевых в направлении ширины стальной полосы участках соединения, посредством которого соединены друг с другом задний конец предшествующей стальной полосы и передний конец последующей стальной полосы, при этом способ включает следующие этапы:
выполняют резание на обоих краевых в направлении ширины стальной полосы участках, включая соединение, для образования первого выреза,
после чего стачивают шлифовальным устройством торцевые поверхности обоих краевых в направлении ширины стальной полосы участков вблизи соединения с образованием второго выреза для удаления упрочненных в процессе резки участков стальной полосы.
4. Способ получения вырезов на стальной полосе, включающий выполнение вырезов на обоих краевых в направлении ширины стальной полосы участках соединения, посредством которого соединены друг с другом задний конец предшествующей стальной полосы и передний конец последующей стальной полосы, при этом вырезы выполняют посредством стачивания шлифовальным устройством торцевых поверхностей обоих краевых в направлении ширины стальной полосы участков, включая соединение.
5. Установка для холодной прокатки стальной полосы, содержащая прокатный тандем-стан и оборудование по п. 1 или 2.
6. Способ холодной прокатки стальной полосы, включающий получение вырезов на стальной полосе способом по п. 3 или 4 и выполнение последующей холодной прокатки.
| JP 2006341276 A, 21.12.2006 | |||
| Сварная заготовка для листовой прокатки | 1987 |
|
SU1547886A1 |
| Способ подготовки полосы со сварными швами к прокатке | 1987 |
|
SU1470371A1 |
| US 4597521 A, 01.07.1986. | |||

