Изобретение относится к трубопрокатному производству и может найти применение для оценки дефор «шруемос ти при винтовой и поперечной прокатке одновременно с исследованием фиэи ко-механических особенностей разрушения при этих процессах в условиях высоких температур. Иэ&естно ислытаине на прсшшваемость при косовалковой прсшиаке, при котор М4 производится безоправочная прокатка нагретого образца на косовалковом стане винтовой прокатки ij При этом предполагается, что разрушеиие и образование полости в осевой части образца наступает при достижении определенного, характерного для данного металла м температурио-скоростных условий процесса суммарного обжатия. Величина такого обжатия является критерием оценки металла на прошиваемость и образование дефектов внутренней поверхности труб. Известен способ и образец для оценки прошиваемости. Образец состоит из двух частей конической и цилиндрической 2. Нагретый до температуры прокатки образец меньшим диаметром конической части подают в | осовалковый стан и прокатывают без оправки, в результате чегопроисходит разрушение металла и обрхазованне осевой полости, которая зарождается в конической части и выходит наружу в цилиндрической на заднем торце образца. Вследствие конусности образца каждое его сечение получает в результате прокатки разлнчное суммарное обжатие, увелнчивающеёся от переднего торца к эгшнему. Обжатие, соответствукнаее началу вскрытия полости, принимается за критическое. Недостатком данного способа является то, что определение критического обжатия производится только по возникновения полости . Наиболее близким к изобретению по технической сущности и достигаемому результату является способ определения прсшиваемости метгшла, используемого для прокатки бесшовных труб З. Способ включает косовалковую деформацию нагретого образца без оправки с обжатием, вызывающим образование осевой внутренней полости. Угол подачи регулируют так, чтобы входная скорость образца при прокатке
без оправки была равна скорости заготовки при прсяиивке на оправке. 1 Определив оптимальное обжатие при определенной температуре, соответствующее вскрытию-полости в заданном сечении образца, необходимо при прошивке заготовки на оправке соответственно увеличить угол подачи, чтобы компенсировать уменьшение входной скорости из-за сопротивления оправки Образование осевой полости на образце не соответствует реальным условиям прошивки, когда полость, возникнув перед носком оправки, поддерживается в процессе осеввго движения заготовки. Поэтому критическое об- жатие правильнее выбирать не по вскрытию полости, а по тем условиям, при которых имеющаяся полость перестает распространяться, то есть по ее захлог&аванию.
Целью изо етения является повышение точности оценки критического обжатия по моменту захлопывания полости в образце и определения структуры поверхности излома.
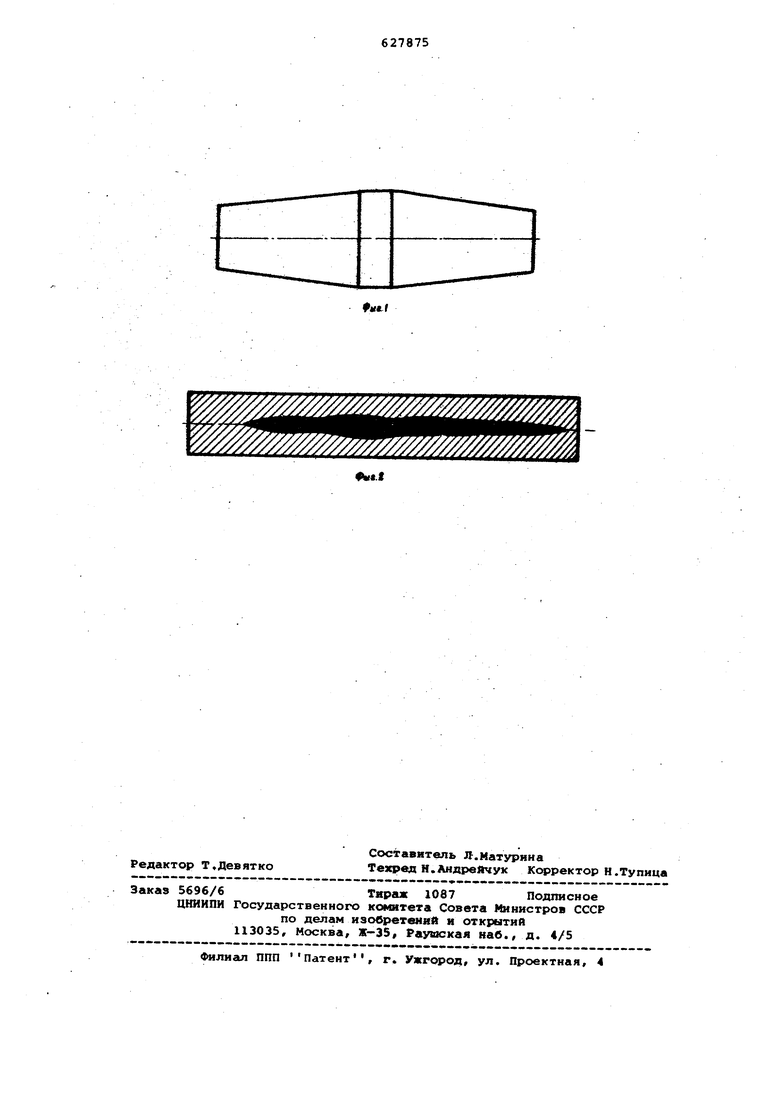
Поставленная цель достигается тем что в способе, включающем косовалковую деформацию нагретого образца без оправки с обжатием, вызывающим образование осевой внутренней полости, согласно изобретению деформации подвергают образец, поверхность которого образована двумя усеченными конусами, составленными большими основаниями, и цилиндрическим средним участком.
На фиг. 1 изображен образец до прокатки; на фиг. 2 - образец после прокатки, с осевой полостью в результате разрушения.
Испытание осуществляется следую1ФИМ образом.
Двухконусный образец, нагретый до температуры прокатки, подается в двухвалковый стан винтовой прокатки и подвергается косовалковой деформации напроход без оправки. Остуженный до комнатной температуры образец- разрезается на концевых участках вдоль оси и по расстояниям от торцов образца до начала и конца полости определяют обжатия, соответствующие критическим по вскрытию и захлопыванию полости. Определение критического обжатия производится по существующей методике.
На разрушенной поверхности-полости производится комплекс металлографических исследований с замером структурных параметров разрушения, Так как полость замыкается внутри
образца, то поверхность излома не окисляется в процессе разрушения.
Способ определения прошиваемости позволяет расширить информацию о свойствах металла при винтовой прокатке. Кроме получения общепринятого показателя - критического обжатия, характеризующего сам факт начала или конца разрушения, возможно количественно оценить процесс распространения разрушения по микроструктурным парам етрам поверхности излома. Все операции по получению и обработке результатов осуществлпотся на стандартном оборудовании.
Предлагаеьслй способ опробован. Прокатывались образцы длиной 250 им, дЕгиаиетр цнлинщ}ическ части составлял 50 мм, угол конусности концевых участков - .
Предварительные результаты показывают, что критическое обжатие по э&краткю полости меи-ьше на 10-30%, чем критическое Обжатие, определенное по началу разрушения. Металлрграфическиб исслепованйя поверхности излома показали скопденяя неметаллических вк1вочемий (нитридов титана) дпя стали ЭЙ 448 и трочечных силикатов для стали iSXSM.
№3 результатам првшенения данного способа выбираются предельно допустимые значения загрязненности металла трубной заготовки.
Формула изобретения
Способ определения прошиваемости металла, вк/ш ча1тий косовалкоаую де рмашю нагретого образ а без оправки с обжати «, вызывакмоим образование осетвоЛ внутренней полости, отличающийся тем, что, с целые повышения точности установления критического обжатия, деформадии подвергают образец, поверхность .го образована двумя усеченшлш конусами, составлениьн«1 болыоими основаниЯШ, и цилиндаическим средним участком. Источники инфс мацни, принятые во внимание при экспертизе}
1.Чекмарев А.П. и др. Прошивка в косовалкоилх станах. М., Металлургия, 1967, с. 128-132.
2.Кирвалидзе Н.С., Коробочкин И.Ю. Упрощенный метод испытания
Гметалла на прошиваемость, Заводская лаборатория , 7, 1958, с. 850-854.
3.Патент (ЗИЛ 3512403, кл. 73-87, 1970.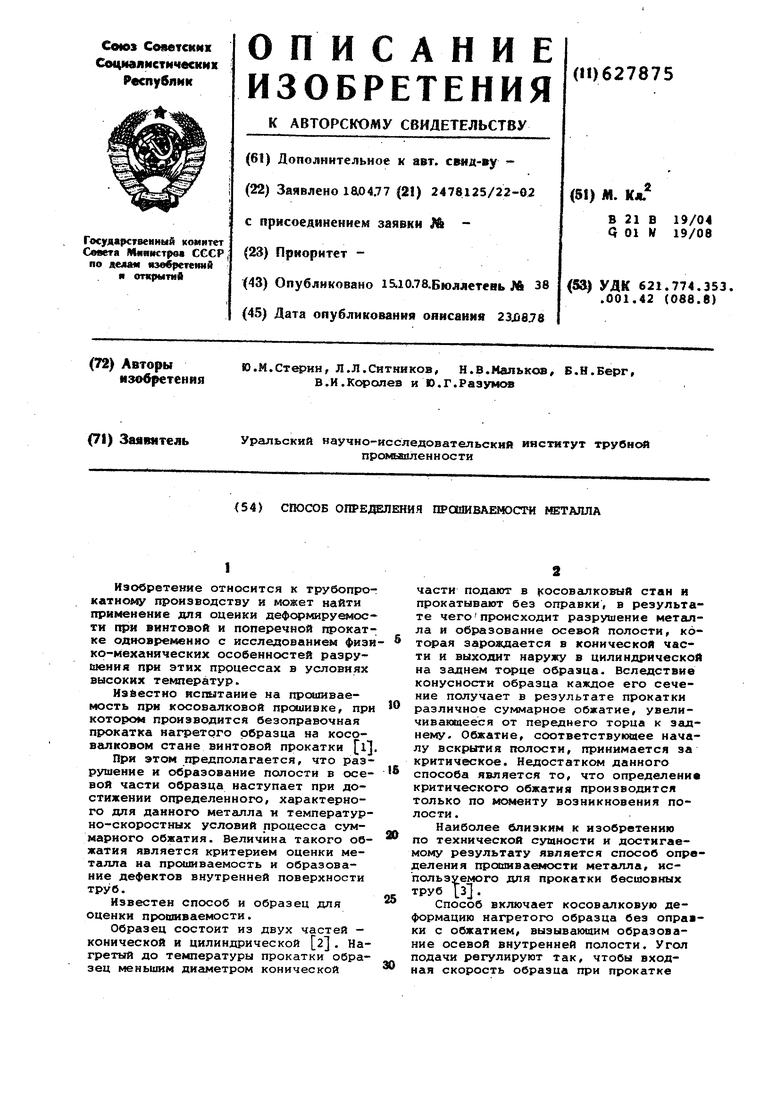
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ ПРОШИВКИ В КОСОВАЛКОВОМ СТАНЕ | 1991 |
|
RU2029641C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ | 2003 |
|
RU2245751C1 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ | 2021 |
|
RU2773967C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНЫХ ТРУБ | 2007 |
|
RU2349401C1 |
| ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2009 |
|
RU2378063C1 |
| Способ производства гильз на косо-ВАлКОВОМ CTAHE | 1979 |
|
SU804022A1 |
| Способ определения параметров прокатки | 1983 |
|
SU1121074A1 |
| Способ производства гильз на косовалковом стане | 1989 |
|
SU1650316A1 |
| ОХЛАЖДАЕМАЯ ОПРАВКА КОСОВАЛКОВОГО СТАНА И СПОСОБ ЕЕ ОХЛАЖДЕНИЯ | 2014 |
|
RU2568805C1 |
| ОХЛАЖДАЕМАЯ ОПРАВКА КОСОВАЛКОВОГО СТАНА И СПОСОБ ЕЕ ОХЛАЖДЕНИЯ | 2011 |
|
RU2457052C1 |