Изобретение относится к обработке металлов давлением, в частности к трубопрокатному производству, и может быть использовано при получении труб на станах периодической прокатки.
Известен калибр валков для пилигримой прокатки труб, составленной из двух ручьев, имеющих уменьшающееся поперечное сечение с профилем, ограниченным центральной дугой и дуговыми симметричными выпусками, при этом центральная дуга выполнена радиусом, равным глубине ручья, а дуговые выпуски образованы одним радиусом из одного центра, большим по величине радиуса центральной дуги 1.
Недостатком известного ручья является повышенная овальность наружного диаметра прокатываемой трубы. Повышенная овальность поперечного сечения трубы объясняется тем, что дуги выпусков выполнены радиусами большими, чем радиусы центральной дуги. При этом, переходя из большего поперечного сечения в меньшее, труба не снижает свою oвaльнoctь, а увеличивает, так как при кантовке трубы из центральной дуги с повышенной деформацией, но меньшего радиуса, участок металла трубы попадает в зону контакта с дугой пониженной деформации, но большим радиусом, в соответствии с которым и образуется большая овализация, так как металл трубы занимает форму инструмента, с которым контактирует. При этом в месте перехода дуги выпуска в центральную дугу в трубе возникают концентраторы напряжений, приводящие к избыточной овализации прокатываемой трубы.
Наиболее близкитй техническим решением к предложенному является калибр валка для пилигримовой прокатки труб, составлекнный двумя ручьями с уменьшенным по длине его поперечным сечением, профиль которого образован центральной дугой с центром радиуса на вертикальной оси калибра и дуговыми симметричными выпусками уменьшающейся величины по длине ручья 2.
Данный калибр не имеет концентраторов напряжений в месте сопряжения дуги при вершине и дуг в выпусках. Однако, в связи с тем, что дуги выпусков выполнены значительно большими радиусами, чем центральные дуги, это вызывает соответствуюшее возрастание овальности наружного диаметра трубы в выпусках. Повышенная овализации приводит к складчатости на внутренней поверхности трубы, увеличению остаточных напряжений, что снижает возможность раскатки как складок на внутренней поверхности, так и уменьшения некруглости наружного диаметра трубы. В целом уровень овальности остается достаточно высоким, что исключает возможность получения точных труб по данному параметру.
Целью изобретения является повышение точности геометрических размеров труб путем снижения их овализации.
Поставленная цель достигается тем, что в калибре валков для пилигримовой прокатки труб, составленном двумя ручьями , с уменьшенным по его длине поперечным сечением профиль которого образован центральной дугой с центром радиуса на вертикальной оси калибра и дуговыми симметричными выпусками, радиус дуги каждого выпуска выполнен равным радиусу готовой трубы, постоянным по всей длине ручья, и центр радиуса дуги выпуска расположен в плоскости разъема калибра, а величина радиуса центральной дуги в начале ручья составляет 1,02-1,2 его высоты и возрастает к концу до 2,5-25 высоты.
Указанные отличия позволяют снизить овальность наружного диаметра трубы за счет того, что формообразование наружного диаметра начинают с самого начала ручья калибра радиусом готовой трубы, которым выполнены выпуски, при этом по мере перемещения сечения заготовки по калибру все большая часть выпусков образует пе риметр поперечного профиля ручья. Одновременно центральная дуга благоприятствует заполнению подобных выпусков, так как по мере уменьшения поперечного сечения трубы образуется увеличиваюшимся радиусом.
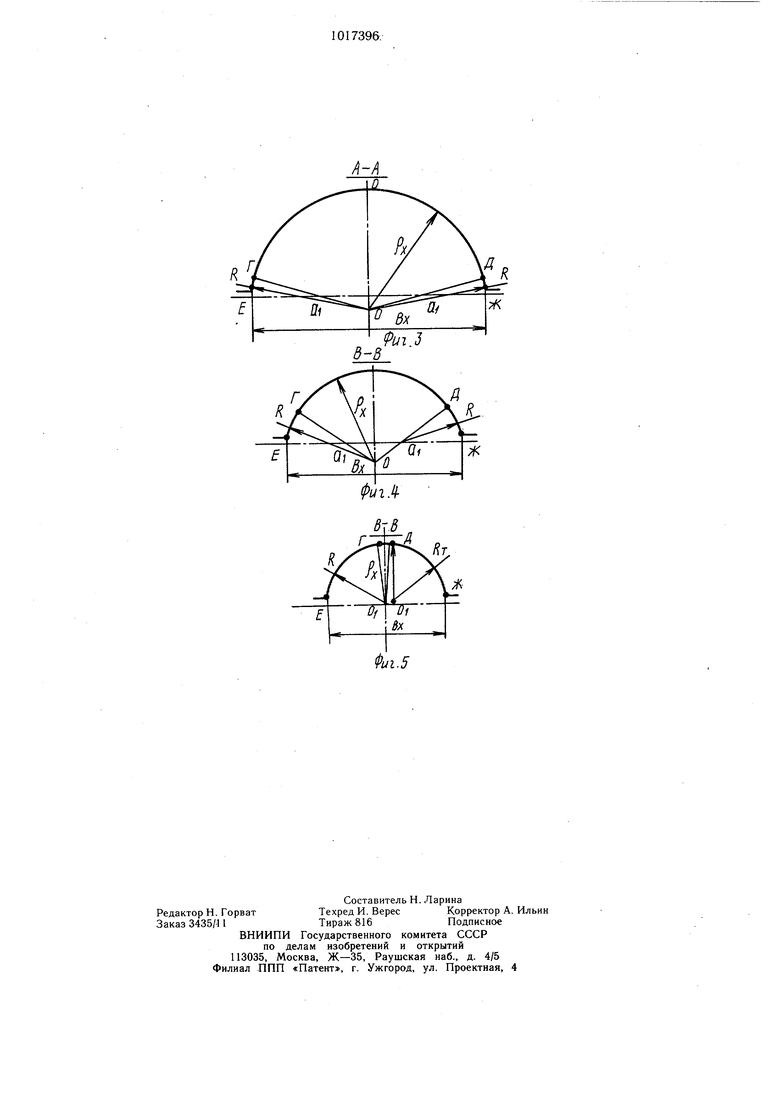
На фиг. 1 представлен калибр, общий вид; на фиг. 2 - развертка ручья по ширине калибра, общий вид; на фиг. 3 - сечение А-А на фиг. 2; на фиг. 4 - сечение Б-Б на фиг. 2; на фиг. 5 - сечение В--В на фиг. 2.
Калибр валков для пилигримовой прокатки труб составлен двумя ручьями 1 и 2. Каждый ручей имеет по длине его развертки зоны редуцирования 3, обжатия 4 и калибрования 5 с уменьшающимся поперечным се чением, профиль которого образован центральной дугой ГД с центром радиуса Д з вертикальной оси о-о калибра и симметричными дуговыми выпусками ГЕ и ДЖ. По всей длине ручья величина радиуса R каждого выпуска выполнена постоянной величиной, равной радиусу готовой трубы по ее наружному диаметру, а центр О радиуса R расположен в плоскости разъема калибра.
Величина радиуса центральной дуги каждого ручья составляет в начале его 1,02-1,2 высоты ручья hx и возрастает к концу его до 2,5-25 высоты h . Ширина Ьх каждого ручья выполнена от начала к концу ручья с уменьшением ее величины.
Меньшую величину радиуса центральной дуги вплоть Д.О j l,02h; целесообразно назначать при малых величинах конусности ручья 2tgyp 0,10 в начале зоны редуцирования и малых величинах подачи заготовки. Величина, меньшая l,02hx может привести к повышенной тесноте ручья и к порче поверхности трубы, при этом увеличивает овальность трубы. Большую величину радиуса j l,20hx целесообразно назначать, когда конусность в начале зоны редуцирования достигает максимальной величины (2Tgip О.,40), а также в случае больших величин подач заготовки при средних значениях конусности ручья (0,15 2tgVp 0,25). Значения радиуса центральной дуги. превышающие l,2hx могут привести, помимо повышения овальности прокатываемой трубы, к продольному ее растрескиванию Границы значений радиуса центральной дуги в конце зоны калибрования назначаются следующим образом. При прокатке в условиях ручьев, работающих в паре с оправками, имеющими цилиндрический участокна длине зоны калибрования, радиус центральной дуги следует выбирать как можно ближе к верхнему пре делу 25hx. - Эта же граница целесообразна в случае прокатки при малых обжатиях по диаметру трубы. Величина 5 25 h нецелесообразна в связи со сложностью контроля выполнения дуги подобного радиуса и практическим отсутствием возрастания эффекта снижения поперечной овальности ручья. Значения 2,5h; приемлемы при прокатке - труб с коническими калибровками, т. е. когда в предчистовой зоне ручья его конусность относительно велика. При значениях 2,5hxповышается поперечная овальность трубы. Если в начале зоны редуцирования радиус центральной дуги близок кд l,02hx то в конце калибрующей зоны он возрастает до верхнего предела указанных границ, т. е. УХ 25hx А при использовании верхней границы пределов в начале зоны редуцирования 1,20ЬхК концу калибрующей зоны радиус возрастает, но лишь до нижней границы, а именно/ 2,5hx. Первое сочетание целесообразно применять при прокатке тонкостенных труб, а второе - при прокатке толстостенных. Значения высоты ручья и его ширины определяются типом калибровки. В процессе прокатки заготовка (не показана) поступает в калибр очага деформации, где в зоне редуцирования 3 осуществляется изменение ее диаметра. При этом на поверхности прокатываемой трубы уже появляются участки, побывавшие в выпусках и равные наружному диаметру готовой трубы. В зоне обжатия 4, где обжимаются диаметр и стенна трубы, периметр участков, кратных по протяжнности дугам выпусков, возрастает. Здесь происходит максимальное снижение овальности прокатываемой трубы. В зоне калибрования 5, где протяженность дуг ЕГ д выпусков достигает 90-99% общего периметра поперечного профиля ручья, заверщаются операции отделочного характера и труба приобретает окончательные геометриче.ские характеристики. Испытания предложенного калибра валков проводят в условиях стана ХПТ 75 по прокатке труб по маршртуту 93Х Ю - 48 Хб мм из стали 12х I8H10T. Предложенный ручей пиль гервалка имеет следующие параметры: со стороны начала зоны редуцирования радиус центральной дуги ручья составляет j°j 1,Шл 50,5 мм (при hx 46,5 мм и Ьх 98 мм), а со стороны конца зоны калибрования. 12hx 290мм (при hx 24 мм и BX 24,1 мм). При этом радиус выпусков на длине всего ручья составляет 24 мм, т. е. равняется наружному радиусу готовой трубы. Трубы, прокатанные в предложенном ка либре, не имеют овальности выше 0,55%. Предложенный калибр валков позволяет снизить овальность наружного диаметра трубы более чем в 1,67 раз. Экономическая эффективность от использования предложенного калибра составляет 40,522 тыс. руб. в год.

| название | год | авторы | номер документа |
|---|---|---|---|
| Ручей пилигримового валка | 1981 |
|
SU988392A1 |
| Ручей валка для пилигримовой прокатки труб | 1979 |
|
SU876221A1 |
| Валок для холодной периодической прокатки труб | 1989 |
|
SU1620163A1 |
| Технологический инструмент для периодической прокатки труб | 1980 |
|
SU910243A1 |
| Ручей валка для пилигримовой прокатки труб | 1976 |
|
SU670350A1 |
| Валок пилигримового стана | 1982 |
|
SU1052293A1 |
| Трубопрокатный инструмент пилигримового стана | 1978 |
|
SU766683A1 |
| Ручей пилигримового валка | 1981 |
|
SU1007771A1 |
| Двухвалковый калибр для продольной прокатки труб | 1982 |
|
SU1079321A1 |
| Ручей пилигримового валка | 1981 |
|
SU1024129A1 |
КАЛИБР ВАЛКОВ ДЛЯ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ, составленный двумя ручьями с уменьшающимся по длине их поперечным сечением, профиль которого образован центральной дугой с центром радиуса на вертикальной оси калибра и дуговыми симметричными выпусками, отличающийся тем, что, с целью повышения точности геометрических размеров труб путем снижения их овализации, радиус дуги каждого выпуска выполнен равным радиусу готовой трубы, постоянным по всей длине ручья, и центр радиуса дуги выпуска расположен в плоскости разъема калибра, а величина радиуса центральной дуги в начале ручья составляет 1,02-1,2 его высоты и возрастает к концу до 2,5-25 высоты. (П САЗ СО О5
fi
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Валок для пильгерной прокатки труб | 1974 |
|
SU500826A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР № 736446, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
