(54) УСТРОЙСТВО ДЛЯ ФОРМОВКИ ЦИЛИНДРИЧЕСКОЙ
ЗАГОТОВКИ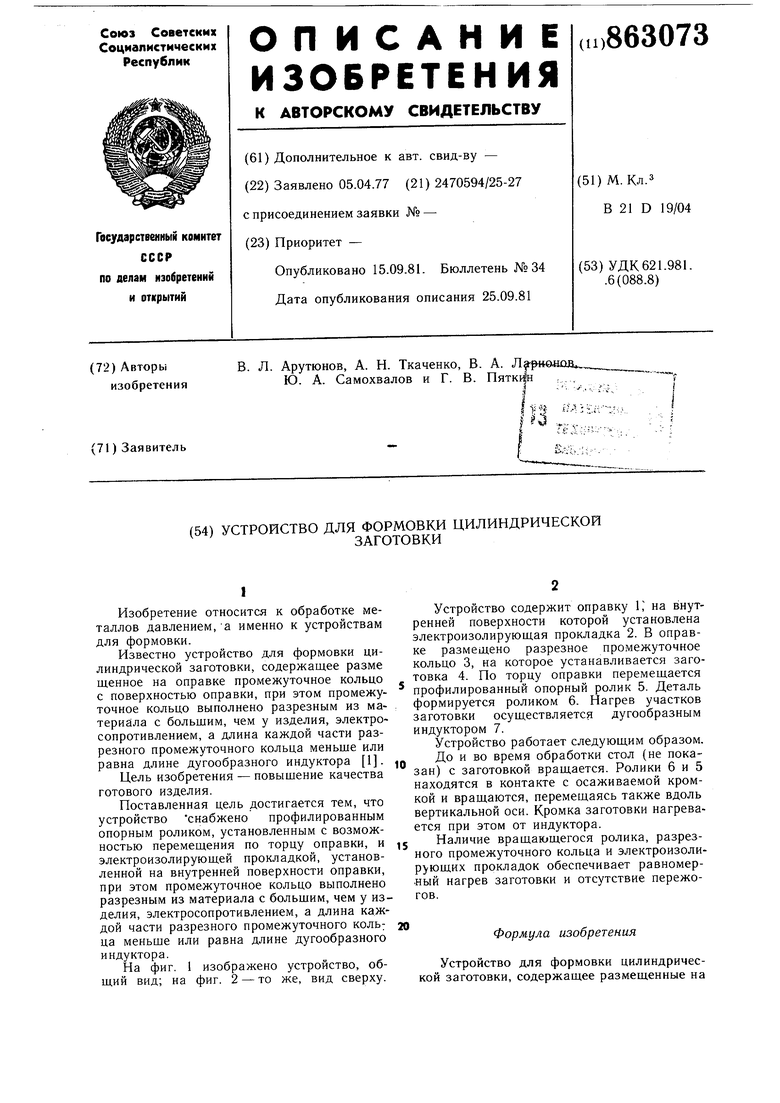
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ТРУБ ПОВЫШЕННОЙ ТОЧНОСТИ | 1994 |
|
RU2084300C1 |
| СПОСОБ ФОРМОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 1973 |
|
SU397250A1 |
| Станок для гибки цилиндрическихиздЕлий | 1979 |
|
SU804079A1 |
| ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ГОФРИРОВАНИЯ ЖАРОВОЙ ТРУБЫ | 2004 |
|
RU2273539C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОЙ МЕТАЛЛИЧЕСКОЙ ТРУБЫ | 1994 |
|
RU2113303C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОЙ ТРУБЫ | 2004 |
|
RU2273540C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ГОФРИРОВАННЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2071852C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛЫХ ЗАГОТОВОК ИЗ ВЫСОКОПРОЧНЫХ МАТЕРИАЛОВ | 2002 |
|
RU2204449C1 |
| Устройство для прокатки металли-чЕСКОгО пОРОшКА | 1979 |
|
SU810375A1 |
| Способ формирования горловины полого цилиндрического изделия и устройство для его осуществления | 1990 |
|
SU1810175A1 |
1
Изобретение относится к обработке металлов давлением,а именно к устройствам для формовки.
Известно устройство для формовки цилиндрической заготовки, содержащее разме щенное на оправке промежуточное кольцо с поверхностью оправки, при этом промежуточное кольцо выполнено разрезным из материала с большим, чем у изделия, электросопротивлением, а длина каждой части разрезного промежуточного кольца меньше или равна длине дугообразного индуктора 1.
Цель изобретения - повышение качества готового изделия.
Поставленная цель достигается тем, что устройство снабжено профилированным опорным роликом, установленным с возможностью перемеш,ения по торцу оправки, и электроизолирующей прокладкой, установленной на внутренней поверхности оправки, при этом промежуточное кольцо выполнено разрезным из материала с большим, чем у изделия, электросопротивлением, а длина каждой части разрезного промежуточного коль; ца меньше или равна длине дугообразного индуктора.
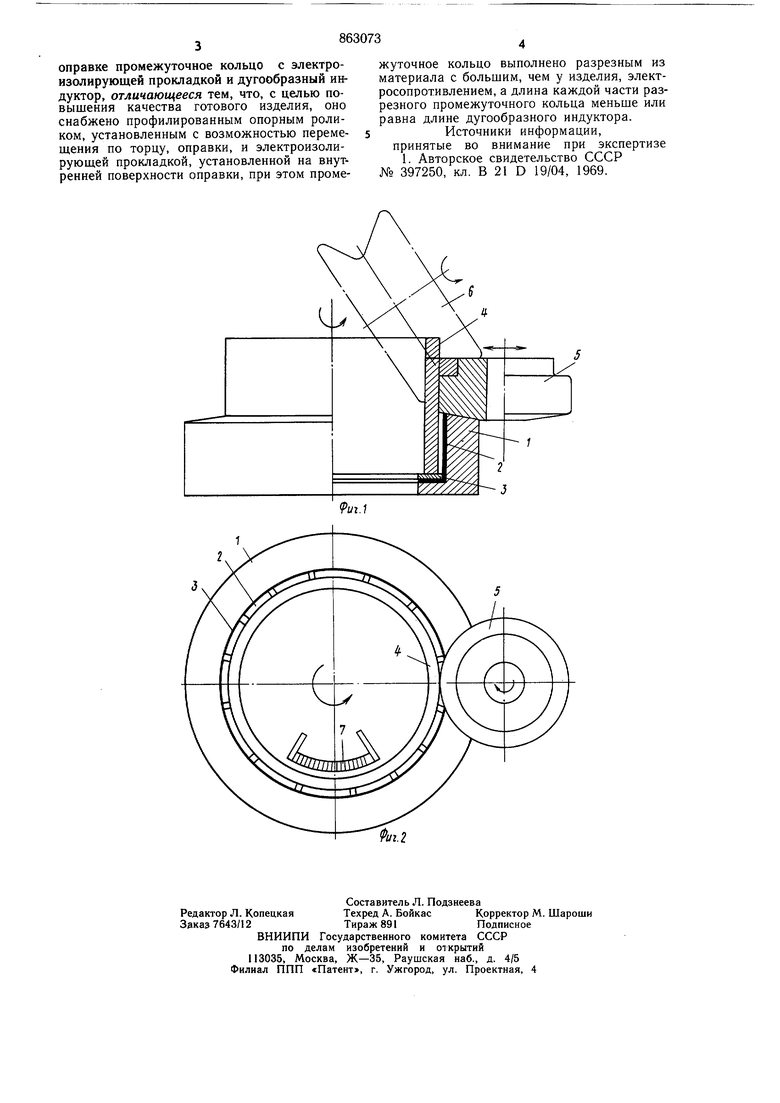
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же, вид сверху.
Устройство содержит оправку К на внутренней поверхности которой установлена электроизолирующая прокладка 2. В оправке размещено разрезное промежуточное кольцо 3, на которое устанавливается заготовка 4. По торцу оправки перемещается профилированный опорный ролик 5. Деталь формируется роликом 6. Нагрев участков заготовки осуществляется дугообразным индуктором 7.
Устройство работает следующим образом. До и во время обработки стол (не пока10зан) с заготовкой вращается. Ролики 6 и 5 находятся в контакте с осаживаемой кромкой и вращаются, перемещаясь также вдоль вертикальной оси. Кромка заготовки нагревается при этом от индуктора. 15 Наличие вращающегося ролика, разрезного промежуточного кольца и электроизолирующих прокладок обеспечивает равномерный нагрев заготовки и отсутствие пережогов.
20
Формула изобретения
Устройство для формовки цилиндрической заготовки, содержащее размещенные на
