Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении из прутка заготовок в виде кружков (тонких дисков) под последующую вытяжку из них полых тонкостенных изделий.
Известен способ изх отовления плоских заготовок типа кружков,включающий предварительную рубку заготовки от прутка и последующую осадку до образования кружка в штампе обкатывающим инструментом Д-
Недостатком способа является низкая производительность процесса получения кружков из прутковых заготовок.
Цель изобретения - повышение производительности процесса.
Цель достигается тем, что согласно спбсобу изготовления кружков, вк.гаочающему предварительную рубку заготовки от прутка и последующую .осадку, одновременно с рубкой заго- товки от прутка производят предварительное расплющивание заготовки до получения плоского полуфабриката с диагональю, равной диаметру штампуемого обкатывающим инструментом
кружка, с одновременным воздействием на заготовку усилия противодавления.
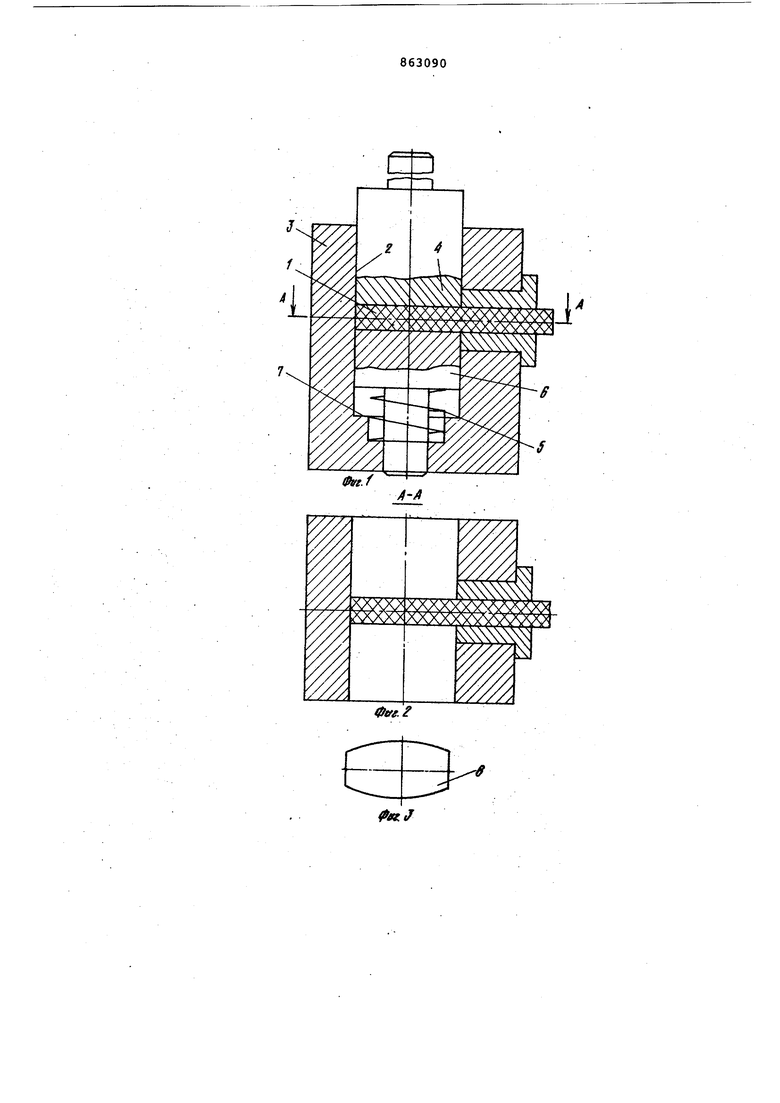
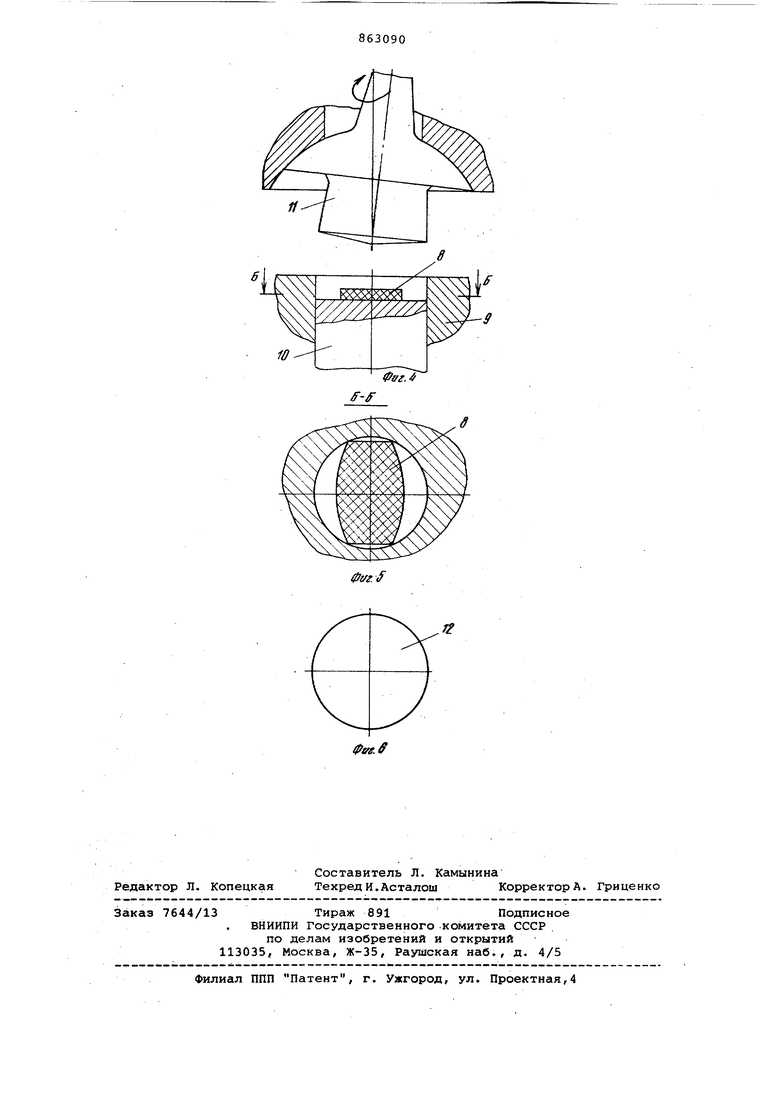
На фиг. 1 показана заготовка в прессе, в момент начала рубки прутка-, на фиг. 2 - разрез А-А на фиг.1; на фиг. 3 - плоский полуфабрикат, полученный после отрубки прутковой заготовки и расплющивания ее в отрубном штампе, план; на фиг. 4 - схема штамповки полуфабриката обкатыванием; на фиг. 5 - разрез Б-Б на фиг.4; на фиг. 6 - плоский кружок полученный после штамповки обкатыванием, план.
15
Способ осуществляется следующим образом.
Исходную прутковую заготовку 1 подают через отверстие в ноже до упора в противоположную стенку 2
20 корпусе 3. При рабочем ходе прес-; са нож 4 перемещается вниз и, преодолевая усилие пружины 5, воздействующей на основание-выталкиватель 6,
25 производит отрезку мерной заготовки. 1 в конце рабочего хода, утопив основание-выталкиватель до упора 7 в корпусе, расп.гаощивает заготовк5 на плоском торце выталкивателя до полу-,j чения плоского полуфабриката с диагональю, равной диаметру штампуемого обкатывающим инструментом кружка. При этом отрубка заготовки осуществется в зажатом состоянии ее между нжом и выталкивателем, а своими торцами заготовка в момент расплющивания опирается на параллельные стенки 2 корпуса, что предотвращает при деформировании ее растрескивание. После отрубки и расплющивания в отрубном штампе получают плоский полуфабрикат в виде неправильного многоугольника. При движении ползуна пресса вверх основание-выталкиватель 6 под дествием пружины 5 перемещается вверх и поднимает полученный плоский полуфабрикат 8 на уровень выдачи из штампа. Расплющенный полуфабрикат 8 затем укладывают в матрицу 9 на выталкиватель 10 в штамп для деформирования обкатыванием пуансоном 11. При движении например, стола пресса, на котором установлена матрица 9 и выталкиватель 10 штампа, вверх обкатывающий пуансон 11 деформирует исходный полуфабрикат 8 до получения плоског кружка 12 определенной толщины.Посл опускания стола пресса вниз выталкиватель 10 выталкивает из матрицы отштампованный кружок 12.
Способ изготовления плоских заготовок опробован при штамповке круков диаметром 214 мм и толщиной 8 мм из алюминия АД1М. На прессе усилием 250 тс получают рубкой прутковую заготовку диаметром 42 мм и расплющивают ее до высоты 20 мм, а затем деформируют в штампе обкатыванием до получения кружка. При окончательном деформировании обкатыванием из предварительно расплющенной прутковой заготовки до высоты 20 мм за час работы можно получить 75 кружков, тогда как при штамповке обкатыванием прутковой-заготовки без предварительного расплющивания можно изготовить 32 кружка.
Предложенный способ изготовления плоских заготовок из прутков поэволяет повысить производительность процесса штамповки кружков за счет сокращения времени деформирования заготовок на сравнительно тихоходных мощных гидравлических прессах, оснащенных устройствами для деформирова« ния обкатыванием их в отрубном штампе. При этом производительность процесса на рубке при введении расплющивания прутковой заготовки не снижается ввиду того, что расплющивание осуществляется в конце рабочего хода пресса.
Формула изобретения
Способ изготовления плоских заготовок типа кружков, включающий предварительную рубку заготовки от прутка и последующую осадку до образовалия f кружка в штампе обкатывающим инструментом, отличающийся тем, что, с целью повышения производительности процесса, одновременно с рубкой заготовки от прутка производят предварительное расплющивание
заготовки до получения плоского полуфабриката с диагональю, равной диаметру штампуемого обкатывающим инструментом кружка, с одновременным воздействием на заготовку усилия противодавления.
Источники информации, принятые во внимание при экспертизе
1. Новый метод безотходного получения заготовок под штамповку вытяжкой. Проспект, ВДНХ СССР, Ижевск, 1979 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ | 1992 |
|
RU2040999C1 |
| Способ изготовления поковок с отростками | 1986 |
|
SU1355347A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БРОНЕБОЙНЫХ СЕРДЕЧНИКОВ | 1996 |
|
RU2094161C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗЫ ПАТРОНА СТРЕЛКОВОГО ОРУЖИЯ | 2000 |
|
RU2176573C1 |
| Способ изготовления кольцевых изделий | 1990 |
|
SU1738466A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС И СПОСОБ ШТАМПОВКИ С ОБКАТЫВАНИЕМ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2380231C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ОКНАМИ ИЛИ ГЛУБОКИМИ ВПАДИНАМИ, РЕБРАМИ И ХВОСТОВИКОМ | 2002 |
|
RU2236323C2 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ ЗАГОТОВКИ КОРПУСА РУЛЕВОЙ ТЯГИ | 2007 |
|
RU2350423C1 |
| Способ изготовления дисков с центральным утолщением и инструмент для его осуществления | 1990 |
|
SU1745394A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЗАГОТОВКИ, ВЫПОЛНЕННОЙ ИЗ ТРУДНОДЕФОРМИРУЕМОГО МЕТАЛЛА ИЛИ СПЛАВА | 2014 |
|
RU2589965C2 |
д
