Изобретение относится к обработке металлов давлением и может быть использовано при горячей штамповке заготовок корпусов рулевых тяг.
Известен способ изготовления заготовок рулевых тяг, включающий горячую штамповку корпусов рулевых тяг на горизонтально-ковочной машине за четыре перехода. В соответствии с известным способом на первом и втором переходах штампуют коническую головку с большим основанием, примыкающим к стержню, причем объем головки равен объему окончательно отштампованной головки заготовки рулевой тяги с облоем и припуском на механическую обработку. На третьем переходе осуществляют штамповку сферической головки с переходным коническим участком к стержню, а на четвертом переходе окончательно штампуют головку заготовки корпуса рулевой тяги в виде чашки (см. Шнейберг В.М., Акаро И.Л. Кузнечно-штамповочное производство Волжского автомобильного завода. - М.: Машиностроение, 1977, с.108, рис.41)
Недостатком известного способа является низкая стабильность процесса штамповки вследствие продольного изгиба штампуемого участка заготовок на первом и втором переходах. Причинами возникновения продольного изгиба являются неперпендикулярность торца исходной заготовки продольной оси, которая обязательно в той или иной мере имеет место при отрезке заготовок от прутка, а также большая относительная высота штампуемого участка, так как объем штампуемого участка задают равным объему окончательно отштампованной головки. Искривление заготовок на первом и втором переходах приводит к образованию складок (зажимов), незаполнению штампа с одной стороны и образованию заусенца с другой у головок, сформированных на третьем переходе, что вызывает снижение качества изделий и приводит к образованию брака.
Наиболее близким аналогом к заявляемому объекту является способ горячей штамповки заготовки корпуса рулевой тяги из цилиндрической исходной заготовки за четыре перехода с использованием горизонтально-ковочной машины, включающий нагрев штампуемого участка исходной заготовки, штамповку головки за несколько переходов с зажимом заготовки в полуматрицах. Причем на первом и втором переходах предварительной штамповки формируют головку в виде двух конусов, сопряженных по большим основаниям, диаметр которых составляет 1,2÷1,4 от диаметра исходной заготовки для головки, полученной на первом переходе, и 1,7÷1,9 от диаметра исходной заготовки для головки, полученной на втором переходе, а высота каждого конуса составляет 1,8÷2,0 от диаметра исходной заготовки для головки, полученной на первом переходе, и 1,6÷1,7 от диаметра исходной заготовки для головки, полученной на втором переходе. На третьем переходе формируют сферическую головку, а на четвертом окончательно штампуют головку заготовки корпуса рулевой тяги в виде чашки (см. патент РФ 2226444, МПК8 В21К 1/76, В21J 5/06).
Недостатком известного технического решения является высокая продолжительность цикла изготовления, который включает нагрев штампуемого участка заготовки и последовательную штамповку за четыре перехода с переносом заготовки по позициям штамповки. Кроме того, процесс деформирования протекает с возникновением значительных сил и затрат энергии на деформирование, так как сферическая форма головки третьего перехода существенно отличается от формы окончательно отштампованной головки в виде чашки. При этом качество изготавливаемой поковки невысокое в связи продольным изгибом штампуемого участка заготовки.
В основу изобретения положена задача уменьшения продолжительности цикла изготовления заготовки корпуса рулевой тяги путем сокращения количества переходов штамповки с одновременным повышением качества поковки.
Поставленная задача решается тем, что в известном способе горячей штамповки заготовки корпуса рулевой тяги из цилиндрической исходной заготовки, включающем нагрев штампуемого участка исходной заготовки и штамповку головки за несколько переходов с зажимом заготовки в полуматрицах, причем на первом переходе головку штампуют в виде двух конусов, сопряженных по большим основаниям, а на последнем переходе осуществляют окончательную штамповку головки в виде чашки, согласно изобретению на втором переходе заготовку с головкой в виде двух конусов, сопряженных по большим основаниям, вначале зажимают полуматрицами в местах сопряжения конусов, после чего головку штампуют в виде цилиндра с осью, перпендикулярной продольной оси исходной заготовки, причем высоту цилиндра задают равной 0,8÷0,9 диаметра большего основания конусов, сформированных на первом переходе.
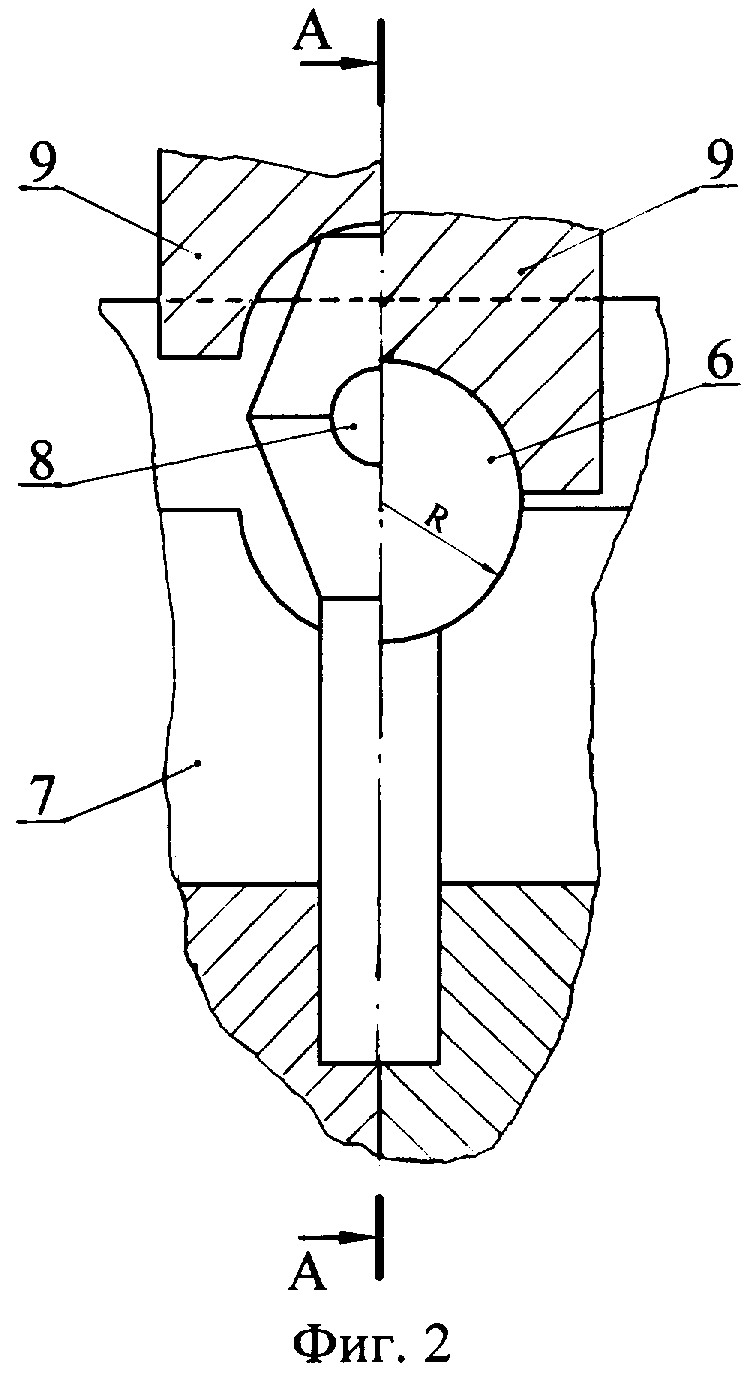
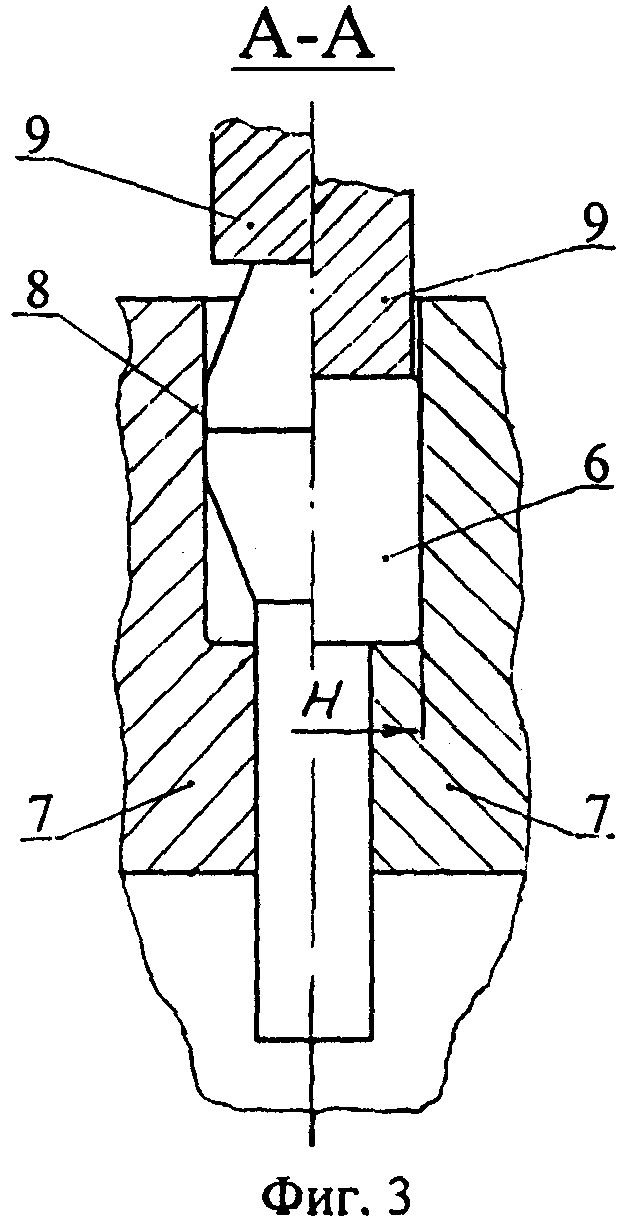
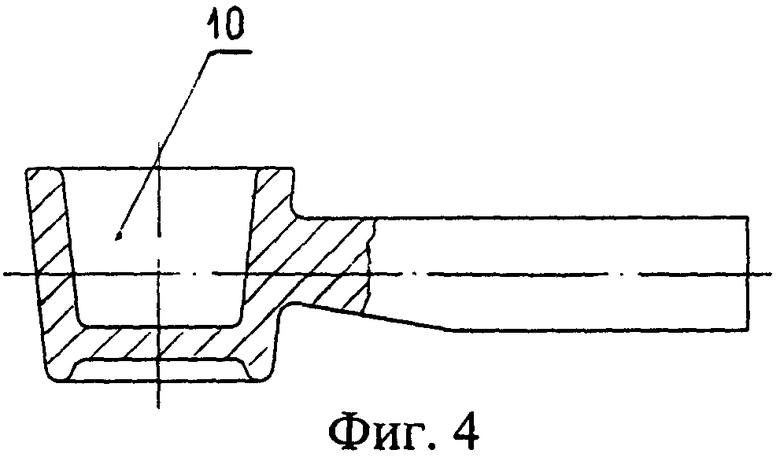
Сущность изобретения поясняется чертежами, где на фиг.1 показано положение заготовки и инструмента в начальный и конечный моменты штамповки на первом переходе; на фиг.2 - положение заготовки и инструмента в начальный и конечный моменты штамповки на втором переходе; на фиг.3 - разрез по А-А на фиг.2; на фиг.4 - окончательно отштампованная на третьем переходе заготовка корпуса рулевой тяги.
Способ горячей штамповки заготовки корпуса рулевой тяги осуществляют следующим образом. Цилиндрическую заготовку 1 (фиг.1), отрезанную от пруткового или бунтового металла на пресс-ножницах, помещают в индуктор (на фиг. не показан), где нагревают штампуемый участок заготовки 1. Специальными клещами-упором 2 (фиг.1) заготовку 1 захватывают за ненагреваемый участок и помещают на позицию первого перехода штамповки горизонтально-ковочной машины (ГКМ), где при движении бокового ползуна зажимают в полуматрицах 3, а при движении главного рабочего ползуна с помощью пуансона 4 штампуют головку 5 в виде двух конусов, сопряженных по большим основаниям. При отводе рабочего и бокового ползунов полуфабрикат освобождают из штампа и с помощью клещей-упора 2 переносят на вторую позицию ГКМ, где осуществляют вторую предварительную штамповку головки в виде цилиндра 6 (фиг.2, 3) радиусом R и высотой H, ось которого перпендикулярна продольной оси исходной заготовки 1. Для этого на втором переходе при движении бокового ползуна вначале заготовку с головкой в виде двух конусов, сопряженных по большим основаниям, зажимают полуматрицами 7 второго перехода за головку в местах 8 сопряжения конусов, а после чего при движении главного рабочего ползуна пуансоном 9 второго перехода штампуют цилиндрическую головку 6 с осью, перпендикулярной оси стержня. При этом высоту (H) цилиндра 6 задают равной 0,8÷0,9 диаметра (D) большего основания сопряженных конусов, сформированных на первом переходе. Зажим полуматрицами 7 головки в местах 8 сопряжения конусов полностью исключает возможность продольного изгиба штампуемого участка заготовки в плоскости, перпендикулярной разъему полуматриц 7, и существенно снижает вероятность изгиба в плоскости разъема полуматриц 7, так как возникающие в местах 8 силы трения препятствуют смещению металла по поверхности контакта головки с полуматрицами 7. Это исключает продольный изгиб штампуемого участка заготовки и предотвращает образование складок на головке, что обеспечивает высокое качество поковки. На третьем переходе осуществляют окончательную штамповку головки в виде чашки 10 (фиг.4).
Рациональное соотношение высоты (Н) цилиндра 6, формируемого на третьем переходе, к диаметру (D) большего основания конусов, отштампованных на первом переходе, в переделах 0,8÷0,9 определено экспериментально и позволяет сократить количество переходов штамповки при высоком качестве изготавливаемых поковок. Установлено, что при (Н) меньше 0,8 (D) существенно возрастают усилия на боковые стенки полуматриц 7, что приводит к их интенсивному локальному износу. При высоте (Н) цилиндра 6 более 0,9 (D) не обеспечивается надежное защемление головки 5 в полуматрицах 7, что приводит к продольному изгибу штампуемого участка заготовки в плоскости, совпадающей с разъемом полуматриц 7, что снижает качество изготавливаемых поковок.
Применение заявляемого способа за счет зажима на втором переходе головки в зонах сопряжения конусов исключает продольный изгиб штампуемого участка, что позволяет повысить стабильность процесса штамповки и сократить количество переходов штамповки с четырех до трех. Это обеспечивает повышение производительность процесса изготовления заготовки рулевой тяги на 25% и позволяет сократить затраты на изготовление инструмента. Штампуемая на втором переходе форма головки в виде цилиндра более близка к форме окончательно штампованной головке в виде чашки, формируемой на последнем переходе, чем в известных способах, что обеспечивает снижение энергосиловых параметров процесса штамповки.
Пример осуществления способа. Заготовку корпуса тяги рулевого управления автомобилей ВАЗ (деталь 2101-3003057) штамповали на горизонтально-ковочной машине модели ВВ-1134 (завод ТКПО, г.Рязань) из стали 40. Исходную заготовку диаметром d0=18 мм и длиной l0=215 мм отрезали от пруткового металла на пресс-ножницах. Участок заготовки длиной 160÷170 мм нагревали в индукторе до температуры 1050÷1150°С. На первой позиции ГКМ штамповали головку в виде двойного конуса с диаметром большего основания D=26 мм и высотой hl=32 мм. На втором переходе при движении бокового ползуна заготовку вначале зажимали полуматрицами за головку заготовки в местах сопряжения конусов, а затем при движении главного рабочего ползуна пуансоном штамповали цилиндрическую головку с осью, перпендикулярной оси стержня. При этом радиус цилиндра R=22 мм, а его высота H=22 мм. На третьем переходе осуществляли окончательную штамповку корпуса рулевой тяги с формированием головки в виде чашки. Процесс штамповки протекал стабильно без продольного изгиба штампуемых участков заготовок и образования складок и зажимов. Качество отштампованных заготовок соответствовало требованиям нормативно-технической документации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ЗАГОТОВКИ КОРПУСА РУЛЕВОЙ ТЯГИ | 2002 |
|
RU2226444C2 |
| СПОСОБ ШТАМПОВКИ ШАРОВОГО ПАЛЬЦА | 1999 |
|
RU2138360C1 |
| СПОСОБ ШТАМПОВКИ КЛЕММНЫХ БОЛТОВ | 2011 |
|
RU2478451C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕММНЫХ БОЛТОВ | 2006 |
|
RU2303502C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЗАГОТОВКИ, ВЫПОЛНЕННОЙ ИЗ ТРУДНОДЕФОРМИРУЕМОГО МЕТАЛЛА ИЛИ СПЛАВА | 2014 |
|
RU2589965C2 |
| Способ формирования многогранных головок болтов | 1989 |
|
SU1764757A1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |
| ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2008 |
|
RU2391166C1 |
| Устройство для закрытой объемной штамповки | 1982 |
|
SU1044403A1 |
| Манипулятор к ковочным вальцам | 1973 |
|
SU651885A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при горячей штамповке заготовки корпуса рулевой тяги из цилиндрической исходной заготовки. Нагревают штампуемый участок исходной заготовки и осуществляют штамповку головки за несколько переходов. При штамповке исходную заготовку зажимают в полуматрицах. На первом переходе штампуют головку в виде двух конусов, сопряженных большими основаниями. На втором переходе полученный полуфабрикат вначале зажимают полуматрицами в местах сопряжения конусов. Затем штампуют головку в виде цилиндра с осью, перпендикулярной продольной оси исходной заготовки. Высоту цилиндра задают равной 0,8÷0,9 диаметра большего основания конусов. На последнем переходе окончательно штампуют головку в виде чашки. В результате обеспечивается уменьшение продолжительности цикла изготовления с одновременным повышением качества полученной заготовки. 4 ил.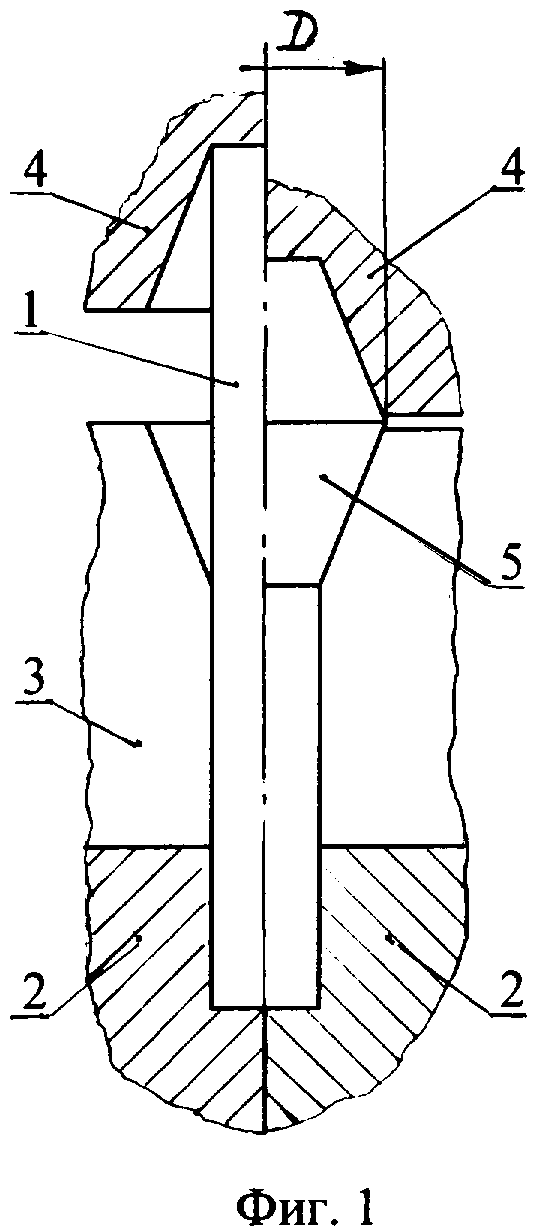
Способ горячей штамповки заготовки корпуса рулевой тяги из цилиндрической исходной заготовки, включающий нагрев штампуемого участка исходной заготовки и штамповку головки за несколько переходов с зажимом заготовки в полуматрицах, причем на первом переходе головку штампуют в виде двух конусов, сопряженных большими основаниями, а на последнем переходе осуществляют окончательную штамповку головки в виде чашки, отличающийся тем, что на втором переходе заготовку с головкой в виде двух конусов, сопряженных большими основаниями, вначале зажимают полуматрицами в местах сопряжения конусов, после чего штампуют головку в виде цилиндра с осью, перпендикулярной продольной оси исходной заготовки, причем высоту цилиндра задают равной 0,8÷0,9 диаметра большего основания конусов, сформированных на первом переходе штамповки.
| СПОСОБ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ЗАГОТОВКИ КОРПУСА РУЛЕВОЙ ТЯГИ | 2002 |
|
RU2226444C2 |
| Способ изготовления изделий типа стержня с полой головкой | 1988 |
|
SU1641496A1 |
| GB 1350998 A, 24.04.1974 | |||
| СПОСОБ ПОЛУЧЕНИЯ 2-[(ДИМЕТИЛАМИНО)МЕТИЛ]ФЕНОЛА | 2008 |
|
RU2384567C2 |

