Изобретение относится к области кузнечно-прессового машиностроения, а именно к оборудованию для штамповки.
Известны конструкции гидравлических прессов для штамповки, содержащие станину, в направляющих которой под воздействием одного или нескольких рабочих гидроцилиндров перемещается подвижная поперечина-ползун, несущая верхний штамп, а нижний ответный штамп закреплен на нижней поперечине станины.
Штамповка на таких прессах осуществляется традиционным способом с полным перекрытием штампами всей поверхности заготовки. Такая схема штамповки предопределяет большие контактные силы трения между штампами и заготовкой, возникновение застойных зон и зон затрудненной деформации и, как следствие, низкую точность штампуемых изделий, низкий коэффициент использования металла (КИМ), который при штамповке изделий из титановых сплавов находится на уровне 0,2-0,05, что говорит о потере 80% и более металла в стружку при последующей обработке поковок.
Как показала эксплуатация самого мощного гидравлического пресса силой 750 МН, имеющего 12 рабочих цилиндров и стол длиной 16 м, он может с удовлетворительной точностью штамповать поковки из титановых сплавов длиной всего 4,2 м.
Известен патент RU №2020021 С1, 30.09.1994 г., B21J 5/12 «Штамп для получения изделий типа панелей с ребрами жесткости». Анализ схемы и конструкции такого штампа показывает, что его конструктивная сложность не позволит ему надежно работать в производственных условиях, а технологические возможности не позволят штамповать изделия с переменными по размерам ребрами, бобышками, полостями. Данный штамп не обеспечивает гибкой управляемой технологии штамповки широкой номенклатуры изделий, необходимых в машиностроительном производстве.
Однако ведущие отрасли промышленности требуют получения цельноштампованных оребренных изделий длиной до 10, 16, 20 м.
Технической задачей предлагаемого изобретения является обеспечение возможности точного деформирования длинномерных заготовок с высоким КИМ и повышение эксплуатационных показателей пресса.
Поставленная задача достигается тем, что гидравлический пресс снабжен двумя парами силовых тяг, установленными с возможностью поворота на цилиндрических цапфах, расположенных на концах подвижной поперечины, двумя ползунами, установленными с возможностью перемещения в направляющих станины и имеющими закрепленные на них цилиндрические цапфы, на которых установлены нижние концы силовых тяг, возвратными гидроцилиндрами, закрепленными на станине и соединенными с ползунами, зубчатым сектором и подпружиненной рейкой для исключения проскальзывания нижнего штампа относительно верхнего, башмаками для обеспечения вертикального положения тяг и системой программного управления, при этом рабочие гидроцилиндры, плунжеры которых расположены с упором в неподвижную поперечину, соединены с ползунами, а верхний и нижний штампы выполнены соответственно с плоской и выпуклой по радиусу рабочими поверхностями или соответственно с выпуклой по радиусу или вогнутой рабочими поверхностями.
Поставленная задача достигается тем, что цилиндрические цапфы снабжены шарнирами, например, сферическими.
Поставленная задача достигается тем, что верхний или нижний штамп снабжен эластичным инструментом в виде, например, закрепленных в нем полиуретановых подушек.
Кроме того, поставленная задача достигается тем, что используют верхний штамп с выпуклой по радиусу рабочей поверхностью и нижний штамп, имеющий длинную и короткую стороны, и осуществляют обкатывающее силовое воздействие на заготовку с регулируемым рабочим усилием при возвратно-обкатывающем движении верхнего штампа относительно длинной и/или короткой стороны нижнего штампа и локального возвратно-качательного движения в зоне ребер длинномерного изделия.
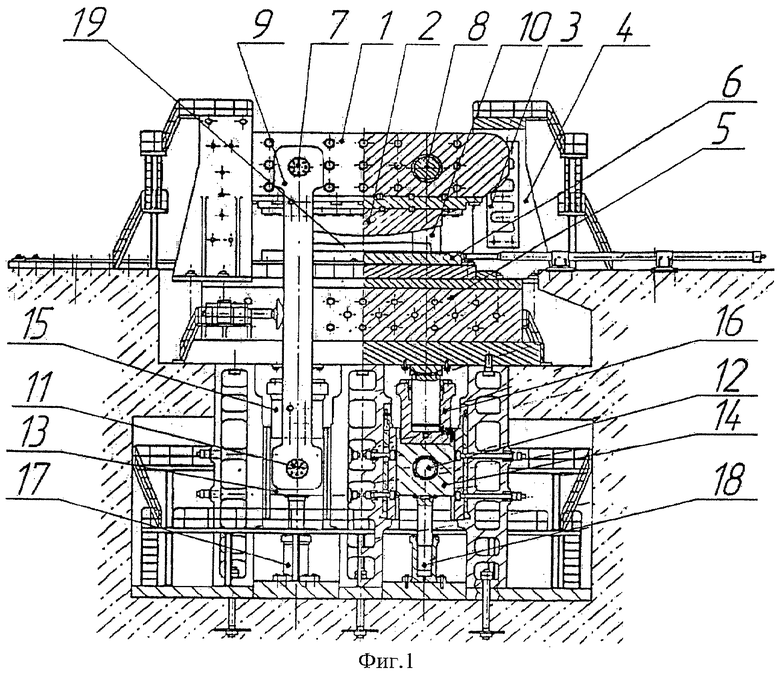
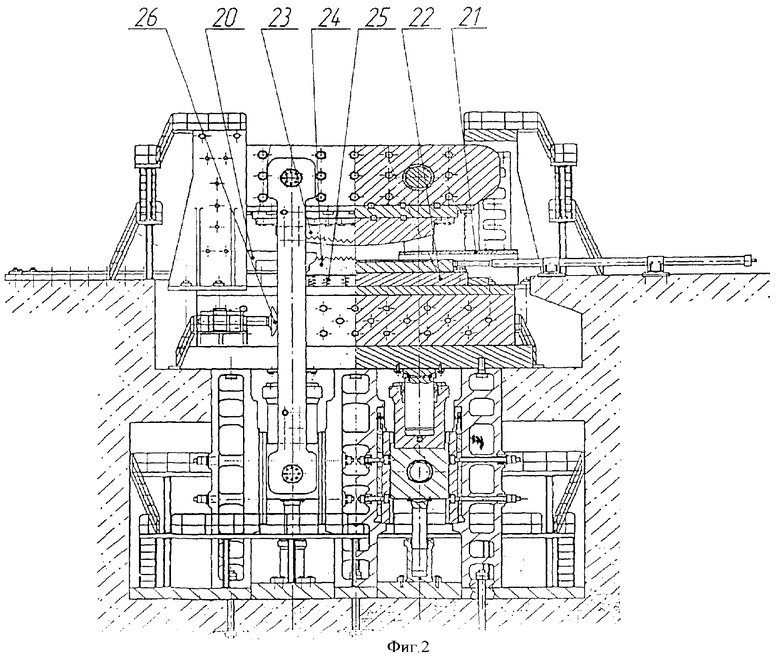
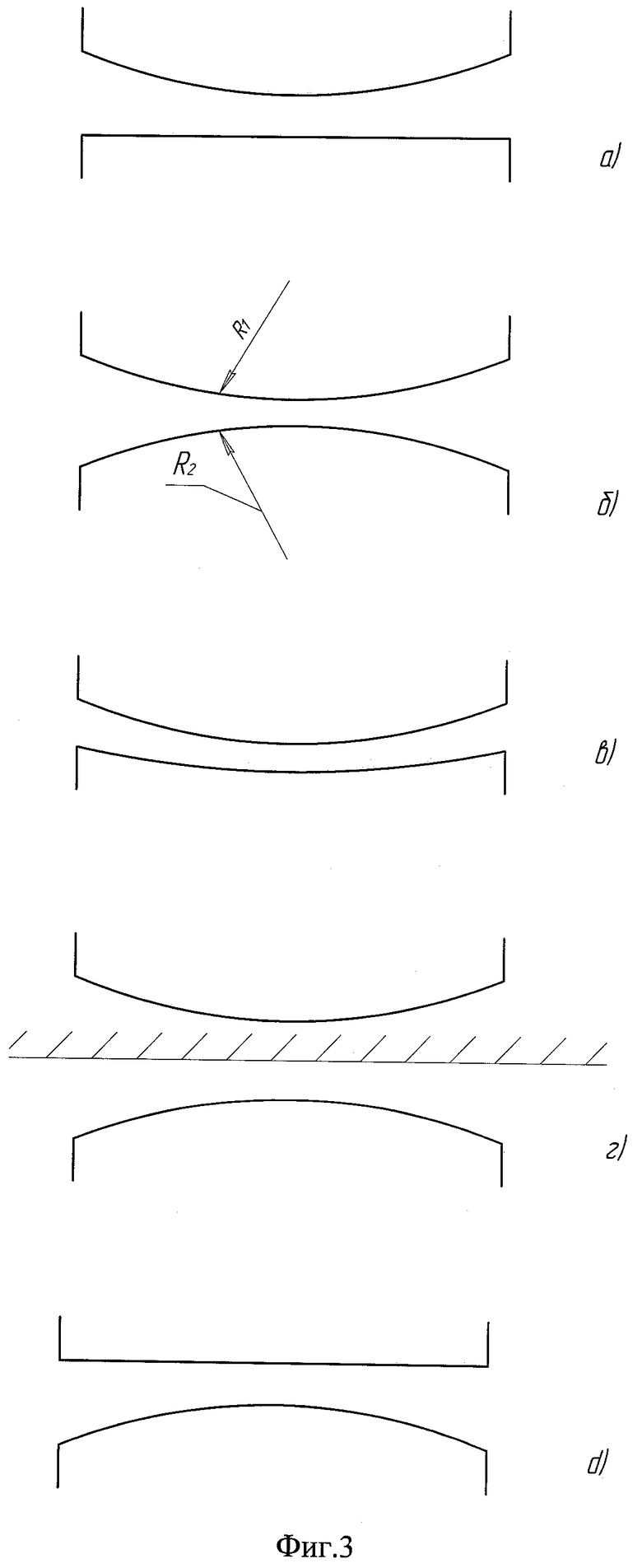
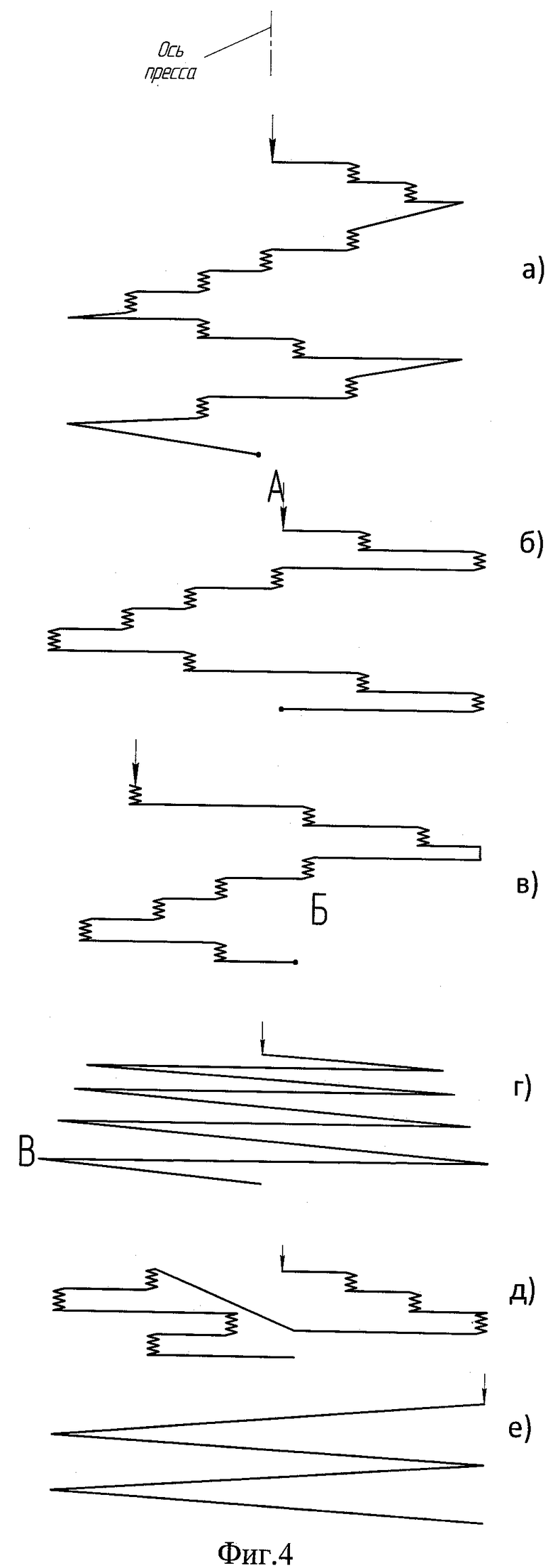
На фиг.1 и 2 представлен общий вид гидравлического пресса для штамповки с обкатыванием, на фиг.3 - схемы профиля штампов, на фиг.4 - некоторые возможные схемы режимов воздействия пресса на заготовку.
Гидравлический пресс для штамповки с обкатыванием длинномерных изделий содержит подвижную поперечину 1, несущую верхний выпуклый штамп 2, которая расположена в направляющих 3 станины 4. Нижняя неподвижная поперечина 5 несет нижний штамп 6. Подвижная поперечина 1 имеет на своих концах две пары цапф 7 и 8, на которых с возможностью проворота укреплены силовые тяги 9 и 10, нижние концы которых надеты на аналогичные цапфы 11 и 12, укрепленные на независимых ползунах 13 и 14, которые перемещаются в направляющих станины 4. На этих ползунах расположены рабочие гидроцилиндры 15 и 16, плунжеры которых упираются в нижнюю неподвижную поперечину 5.
Под ползунами 13 и 14 расположены возвратные цилиндры 17 и 18.
В нижний штамп 6 укладывается заготовка 19. В качестве заготовок могут выступать прокатанные плиты, плоские слитки с машин непрерывного литья заготовок (МНЛЗ), предварительно фасонированные поковки или слитки, листовые заготовки, двух- и многослойные листы, полосы, плиты из разнородных металлов и сплавов, скомпактированные и спеченные порошковые полуфабрикаты.
На предлагаемом гидравлическом прессе можно осуществлять процесс холодной, теплой, полугорячей, горячей, изотермической штамповки и штамповки в условиях сверхпластичности.
Для обеспечения штамповки изделий с нагревом и экономии тепловой энергии гидравлические прессы могут укомплектовываться тоннельными подвижными печами 20 и 21, перемещения которых будет происходить по программе, согласованной с движениями верхнего штампа 2.
Предлагаемый пресс может обеспечивать штамповку изделий, длина которых превосходит длину развертки верхнего выпуклого штампа 2 и может быть кратной этой длине. С этой целью нижний штамп располагается на подвижном столе 22, который приводится в движение, например, от гидроцилиндров. На каждой кратной части заготовки гидропресс переключается на новую программу перемещений штампа и силовых воздействий на заготовку.
Предлагаемый гидропресс штампует широкий класс изделий: с односторонним оребрением панелей, когда оребрение формируется в нижнем штампе 6, а верхний штамп 2 является гладким; с двухсторонним оребрением панелей, балок, лонжеронов, монорельсов, стоек и других изделий; с использованием для листовой штамповки эластичного инструмента в виде блоков, например, из полиуретана, которые могут быть укреплены на верхнем штампе 2.
Для исключения проскальзывания верхнего штампа 2 относительно нижнего штампа 6 последние снабжены, например, зубчатыми сектором 23 и рейкой 24, причем последняя установлена на упругих элементах 25 (фиг.2).
Для обеспечения вертикального положения силовых тяг 9 и 10 и исходного положения подвижной поперечины 1 предусмотрены башмаки 26, например, с гидроприводом (фиг.2).
Гидравлический пресс работает следующим образом.
В исходном положении подвижная поперечина 1 под воздействием возвратных цилиндров 17 и 18 находится в верхнем положении, силовые тяги 9 и 10 имеют вертикальное положение и фиксируются, например, башмаками 26.
Верхний штамп 2 (фиг.3) может быть выполнен плоским, а нижний штамп 6 - выпуклым по радиусу.
Верхний выпуклый штамп 2 может также обкатываться по нижнему 6, который имеет выпукло-вогнутую поверхность, соответствующую конфигурации и сложности штампуемого изделия.
Штампы 2 и 6 могут, при необходимости, иметь криволинейный профиль и в поперечном сечении.
После того как в нижний штамп будет загружена исходная заготовка 19, по команде на рабочий ход в рабочие цилиндры 15 и 16 подается жидкость низкого давления, а из возвратных цилиндров 17 и 18 жидкость удаляется на слив. Подвижная поперечина 1 с выпуклым верхним штампом 2 опускается вниз до соприкосновения с заготовкой 19. В этот момент включается программа штамповки, которая в зависимости от конфигурации поковки, имеющей продольные, поперечные, угловые ребра, полости, бобышки и др., обеспечивает подачи расчетных объемов рабочей жидкости в рабочие цилиндры 15 и 16, обеспечивает в них необходимые давления, что предопределяет необходимые перемещения независимых ползунов 13 и 14 и, следовательно, через тяги 9 и 10 поворот подвижной поперечины 1 со штампом 2 и силовое обкатывание последнего по заготовке 19 под рабочим усилием.
Например, можно осуществить следующий режим штамповки изделия (фиг.4). После соприкосновения верхнего штампа 2 с заготовкой 19 жидкость повышенного давления подается в рабочий цилиндр 16, а цилиндр 15 соединяется со сливом непосредственно или через дроссельные устройства. Подвижная поперечина 1 посредством силовых тяг 9 и 10 поворачивается вправо, и верхний штамп 2 производит силовое обкатывающее воздействие на заготовку 19. Если в зоне этого обкатывающего воздействия находится, например, ребро или бобышка, то требуется создание особых условий для благоприятного течения металла в них.
Это можно достигнуть, например, обеспечив локально-непрерывное возвратно-качательное движение штампа в зоне ребра или бобышки. Подобный режим достигается тем, что подача жидкости под давлением и слив в рабочих цилиндрах 15 и 16 производится попеременно по специальной программе, основанной на расчетах пластического течения металла в штампе (фиг.4). После того как металл заполнит ребра или бобышки, возможно, например, продолжить обкатывающее движение штампа 2 по заготовке вправо под усилием или без усилия деформирования. Если по пути этого обкатывания встречается новое ребро, бобышка или полость, то возможно снова обеспечить локально-непрерывное возвратно-качательное воздействие в их зоне.
После достижения верхним штампом 2 правого края заготовки 19 система управления и гидропривод переключаются на совершение обкатывающего движения штампа 2 влево, что достигается подачей жидкости под давлением в рабочий цилиндр 15 и управляющего слива или дросселирования жидкости из цилиндра 16.
При этом обкатывании могут возникнуть аналогичные ситуации, когда необходимо будет возвратно-качающими силовыми воздействиями направить металл заготовки 19 в ребра, бобышки, полости в левой части поковки.
Описанные обкатывания вправо-влево верхнего штампа 2 по заготовке 19 могут совершаться сколь угодно долго до полного и качественного заполнения металлом заготовки и весьма сложных полостей, ребер, бобышек в штампах.
После окончания процесса штамповки по команде на возвратный ход возвратные цилиндры 17 и 18 поднимают ползуны 13 и 14 и через тяги 9 и 10 верхнюю поперечину 1 со штампом 2. Во время возвратного хода все системы пресса, включая и башмаки 26, согласовывают свои действия так, что тяги 9 и 10 приходят в вертикальное положение и вывешивают подвижную поперечину 1 по оси пресса в ее верхнем исходном положении.
Цикл окончен.
Отштампованная поковка-изделие известными способами выталкивается из нижнего штампа и удаляется из рабочей зоны пресса.
Для некоторого класса деталей (панелей, балок и др.) может возникнуть необходимость в поперечных возвратно-обкатывающих перемещениях верхнего штампа 2 относительно нижнего штампа 6.
В этом случае ползуны 13 и 14 будут представлять собой двойные независимые ползуны, каждый из которых несет один из рабочих 15 и 16 цилиндров и связан с одним из возвратных цилиндров 17 и 18.
Данная конструкция предлагает исполнение тяг 9 и 10 с элементами, которые обеспечивают поворот этих тяг в плоскости, перпендикулярной повороту тяг относительно цапф 7 и 8, а также цапф 11 и 12 с помощью шарнирных соединений, например сферических.
Таким образом, предлагаемое техническое решение может быть охарактеризовано следующими совокупностями признаков.
Гидравлический пресс для штамповки длинномерных изделий с ребрами, содержащий станину с направляющими, в которых установлена подвижная поперечина, несущая верхний штамп, неподвижную поперечину с нижним штампом, две пары силовых тяг; установленные с возможностью поворота на цилиндрических цапфах, расположенных на концах подвижной поперечины, два ползуна, установленные с возможностью перемещения в направляющих станины и имеющие закрепленные на них цилиндрические цапфы, на которых установлены нижние концы силовых тяг, соединенные с ползунами рабочие гидроцилиндры, плунжеры которых расположены с упором в непожвижную поперечину, возвратные гидроцилиндры, закрепленные на станине и соединенные с ползунами, зубчатый сектор и подпружиненную рейку для исключения проскальзывания нижнего штампа относительно верхнего, башмаки для обеспечения вертикального положения силовых тяг и систему программного управления, при этом верхний и нижний штампы выполнены соответственно с плоской и выпуклой по радиусу рабочими поверхностями или соответственно с выпуклой по радиусу или вогнутой рабочими поверхностями. Цилиндрические цапфы снабжены сферическими шарнирами. Верхний и нижний штампы снабжены эластичным инструментом в виде полиуретановых подушек.
Способ штамповки длинномерных изделий с ребрами на гидравлическом прессе в верхнем и нижнем штампах, включающий силовое воздействие верхним штампом на уложенную на нижний штамп заготовку, при этом используют верхний штамп с выпуклой по радиусу рабочей поверхностью и нижний штамп, имеющий длинную и короткую стороны, и осуществляют обкатывающее силовое воздействие на заготовку с регулируемым рабочим усилием при возвратно-обкатывающем движении верхнего штампа относительно длинной и/или короткой стороны нижнего штампа и локального возвратно-качательного движения в зоне ребер длинномерного изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ШТАМПОВКИ С ОБКАТЫВАНИЕМ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2006 |
|
RU2366578C2 |
| Гидравлический пресс | 1981 |
|
SU1234214A1 |
| ГИДРОВИНТОВОЙ ПРЕСС-МОЛОТ ДВОЙНОГО ДЕЙСТВИЯ | 2006 |
|
RU2342254C2 |
| Гидравлический пресс | 2016 |
|
RU2653382C2 |
| ГИДРОВИНТОВОЙ БЕСПОЛЗУННЫЙ ПРЕСС-МОЛОТ ДЛЯ ВИНТОВОЙ ШТАМПОВКИ | 2006 |
|
RU2343074C2 |
| ПРЕСС | 2001 |
|
RU2193969C2 |
| Гидровинтовой пресс-молот | 1978 |
|
SU721338A1 |
| СПОСОБ ШТАМПОВКИ НА КОЛЕННОМ ПРЕССЕ С ГИДРАВЛИЧЕСКИМ ПРИВОДОМ | 2010 |
|
RU2425728C1 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1988 |
|
RU2006366C1 |
| ШТАМПОВОЧНЫЙ ПРЕСС | 2007 |
|
RU2345892C2 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении штамповкой длинномерных изделий с ребрами. Гидравлический пресс содержит станину с направляющими, в которых установлена подвижная поперечина с верхним штампом. На неподвижной поперечине смонтирован нижний штамп. Пресс оснащен двумя парами силовых тяг, которые поворачиваются на цилиндрических цапфах. Цапфы расположены на концах подвижной поперечины. В направляющих установлены два ползуна с цилиндрическими цапфами. На этих цапфах установлены нижние концы силовых тяг. На станине закреплены возвратные гидроцилиндры, соединенные с ползунами. Для исключения проскальзывания нижнего штампа относительно верхнего предусмотрены зубчатый сектор и подпружиненная рейка. Верхний и нижний штампы выполнены соответственно с плоской и выпуклой по радиусу рабочими поверхностями или соответственно с выпуклой по радиусу и выпуклой по радиусу или вогнутой рабочими поверхностями. При использовании верхнего штампа с выпуклой по радиусу поверхностью осуществляют обкатывающее воздействие на заготовку с регулируемым усилием при возвратно-обкатывающем движении верхнего штампа. В результате обеспечивается повышение точности штамповки и улучшение эксплуатационных характеристик пресса. 2 н. и 2 з.п. ф-лы, 4 ил.
1. Гидравлический пресс для штамповки длинномерных изделий с ребрами, содержащий станину с направляющими, в которых установлена подвижная поперечина, несущая верхний штамп, неподвижную поперечину с нижним штампом, рабочие гидроцилиндры, отличающийся тем, что он снабжен двумя парами силовых тяг, установленными с возможностью поворота на цилиндрических цапфах, расположенных на концах подвижной поперечины, двумя ползунами, установленными с возможностью перемещения в направляющих станины и имеющими закрепленные на них цилиндрические цапфы, на которых установлены нижние концы силовых тяг, возвратными гидроцилиндрами, закрепленными на станине и соединенными с ползунами, зубчатым сектором и подпружиненной рейкой для исключения проскальзывания нижнего штампа относительно верхнего, башмаками для обеспечения вертикального положения силовых тяг и системой программного управления, при этом рабочие гидроцилиндры, плунжеры которых расположены с упором в неподвижную поперечину, соединены с ползунами, а верхний и нижний штампы выполнены, соответственно, с плоской и выпуклой по радиусу рабочими поверхностями или, соответственно, с выпуклой по радиусу и выпуклой по радиусу или вогнутой рабочими поверхностями.
2. Пресс по п.1, отличающийся тем, что цилиндрические цапфы снабжены шарнирами, например, сферическими.
3. Пресс по п.1, отличающийся тем, что верхний или нижний штамп снабжен эластичным инструментом в виде, например, закрепленных в нем полиуретановых подушек.
4. Способ штамповки длинномерных изделий с ребрами на гидравлическом прессе в верхнем и нижнем штампах, включающий силовое воздействие верхним штампом на уложенную на нижний штамп заготовку, отличающийся тем, что используют верхний штамп с выпуклой по радиусу рабочей поверхностью и нижний штамп, имеющий длинную и короткую стороны, и осуществляют обкатывающее воздействие на заготовку с регулируемым рабочим усилием при возвратно-обкатывающем движении верхнего штампа относительно длинной и/или короткой стороны нижнего штампа и локального возвратно-качательного движения в зоне ребер длинномерного изделия.
| ШТАМП ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ТИПА ПАНЕЛЕЙ С РЕБРАМИ ЖЕСТКОСТИ | 1992 |
|
RU2020021C1 |
| Способ штамповки панелей с односторонними продольными ребрами | 1991 |
|
SU1817730A3 |
| US 2006260888 A1, 23.11.2006. | |||

