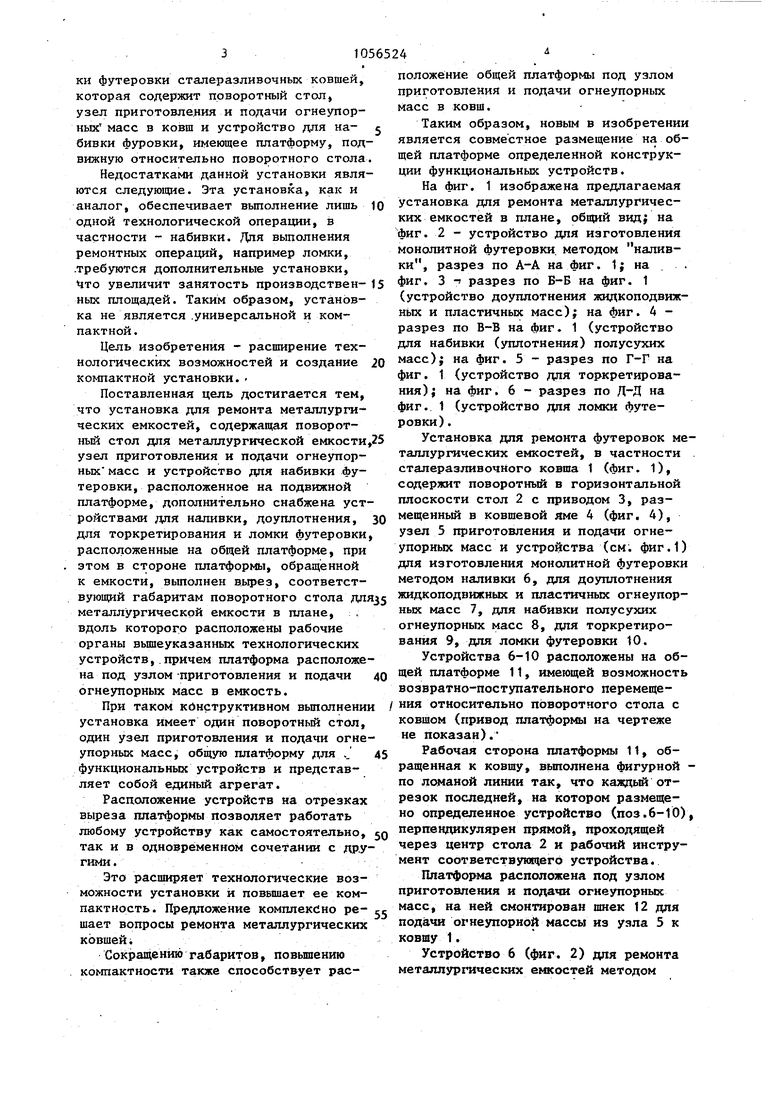
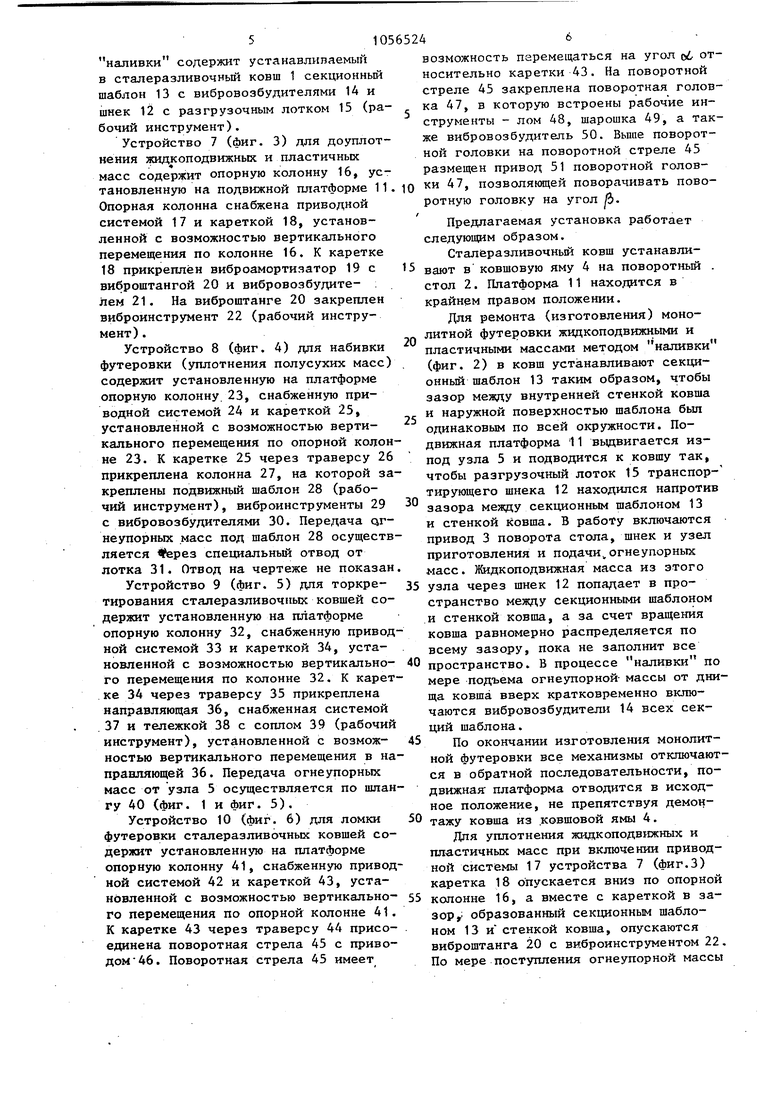
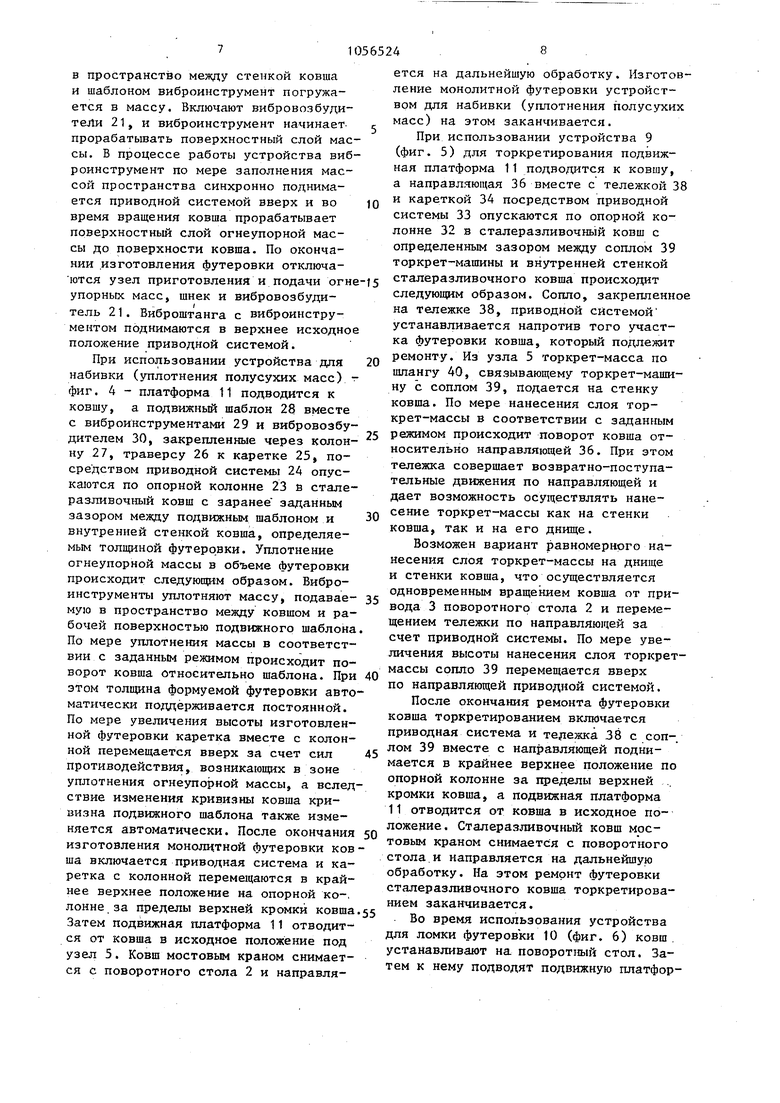
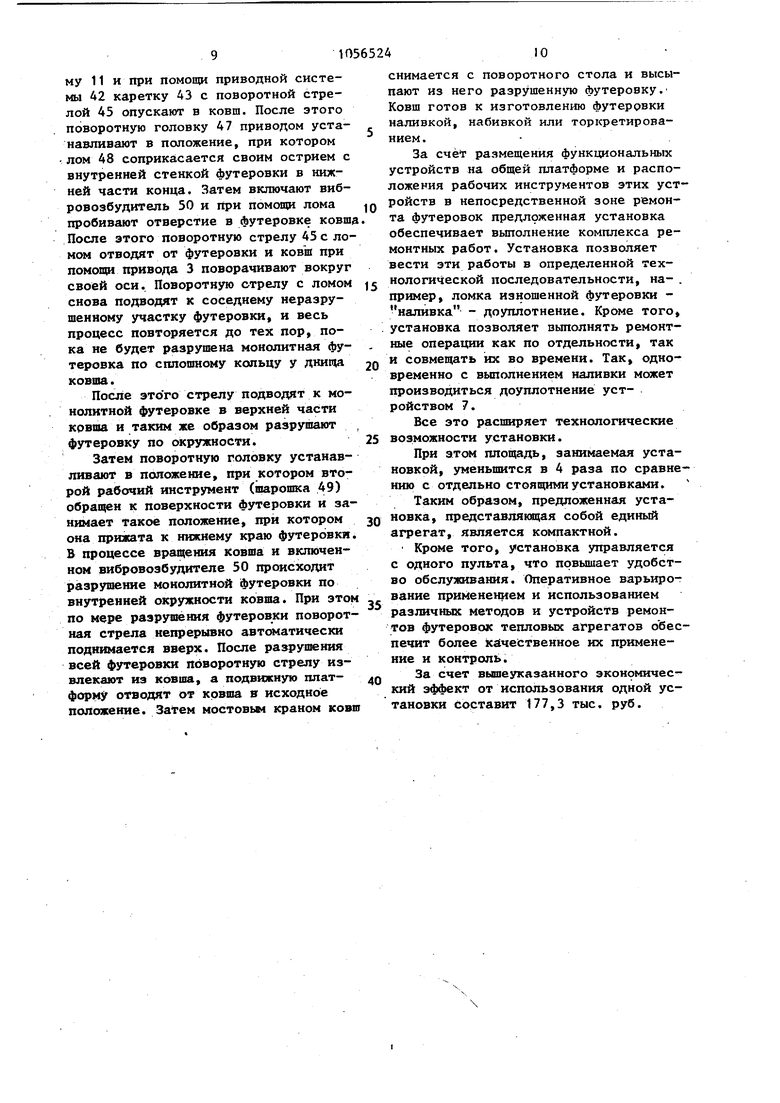
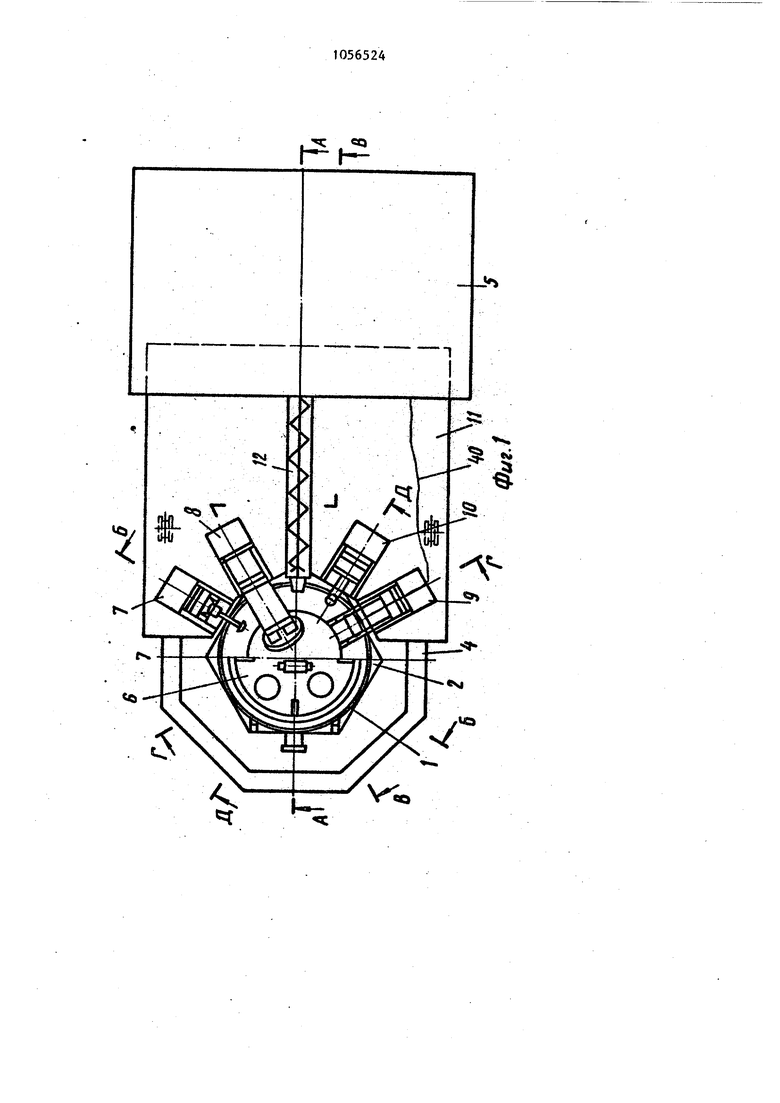
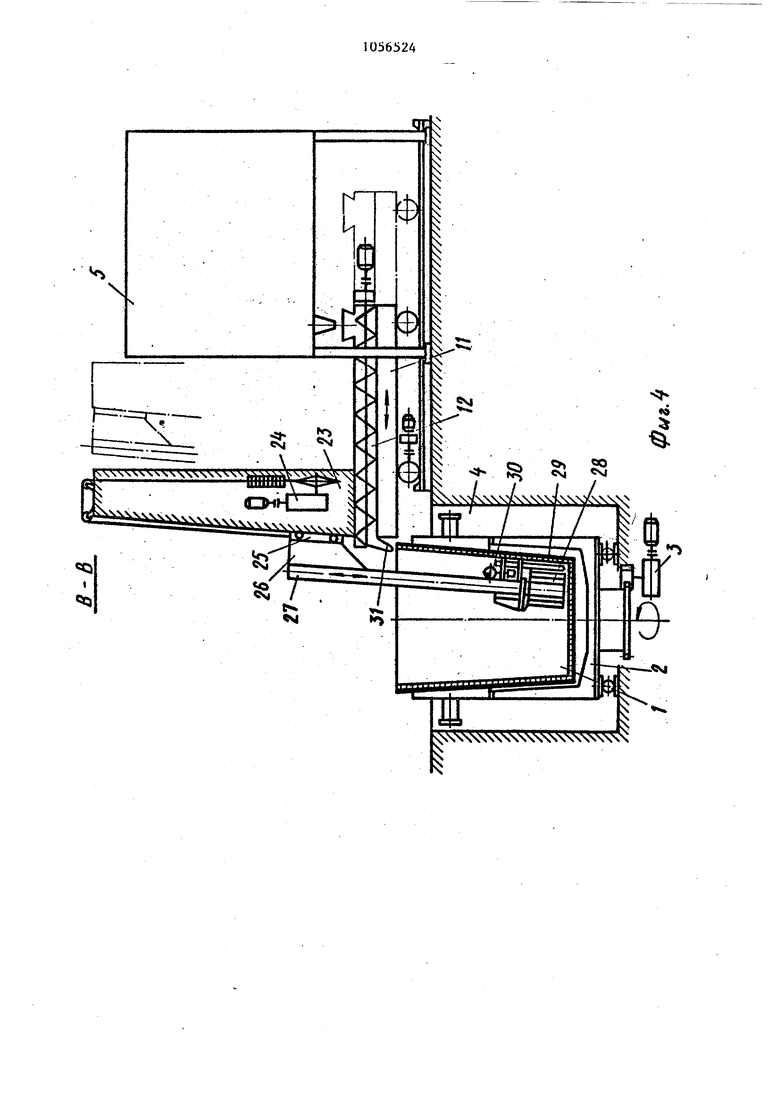
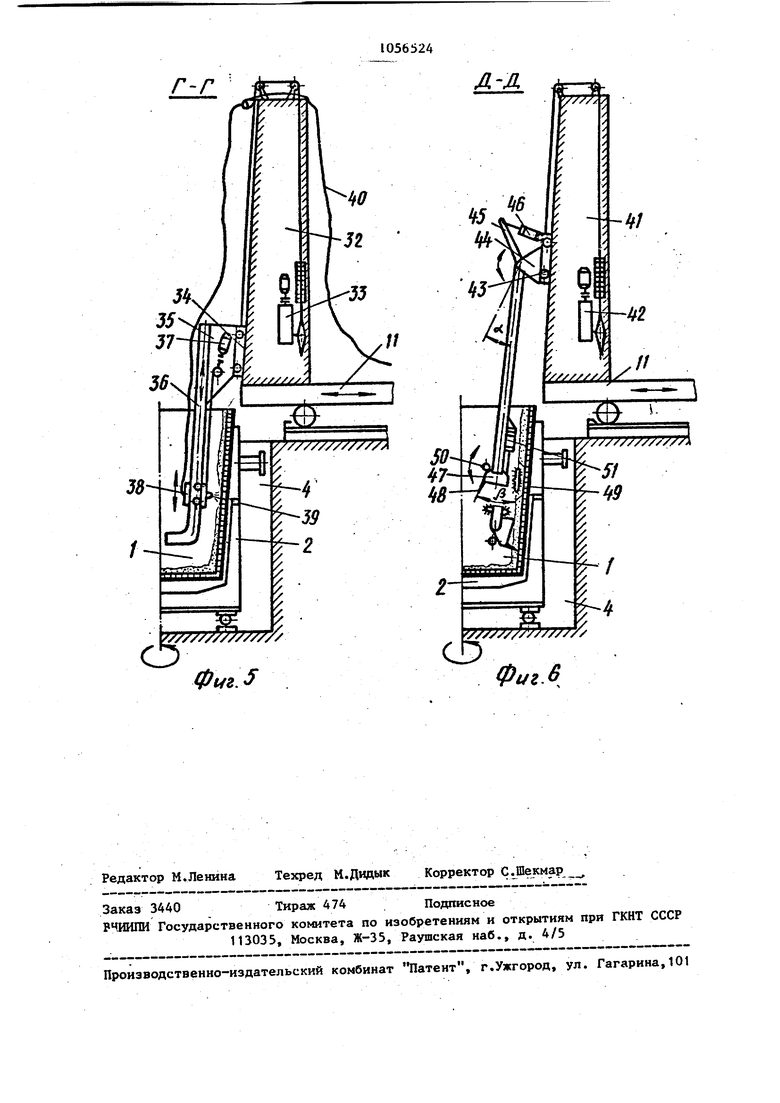
ки футеровки сталеразливочных ковшей, которая содержит поворотный стол, узел приготовления и подачи огнеупорных масс в ковш и устройство для набивки фуровки, имеющее платформу, под вижную относительно поворотного стола Недостатками данной установки явля ются следующие. Эта установка, как и аналог, обеспечивает выполнение лищь одной технологической операции, в частности - набивки. Для выполнения ремонтных операций, например ломки, .требуются дополнительные установки, jTo увеличит занятость производственных площадей. Таким образом, установка не является .универсальной и компактной. Цель изобретения - расширение технологических возможностей и создание компактной установки. Поставленная цель достигается тем, что установка для ремонта металлургических емкостей, содержащая поворотный стол для металлургической емкости узел приготовления и подачи огнеупорных масс и устройство для набивки футеровки, расположенное на подвижной платформе, дополнительно снабжена уст ройствами для наливки, доуплотнения, для торкретирования и ломки футеровки расположенные на общей платформе, при этом в стороне платформы, обращенной к емкости, выполнен вьфез, соответствующий габаритам поворотного стола для металлургической емкости в плане, вдоль которого расположены рабочие органы вьшеуказанных технологических устройств,.причем платформа расположена под узлом -приготовления и подачи огнеупорных масс в емкость. При таком конструктивном вьтолнении установка имеет один поворотный стол, один узел приготовления и подачи огнеупорных масс, общую платформу для .. функциональных устройств и представляет собой единый агрегат. Расположение устройств на отрезках выреза платформы позволяет работать любому устройству как самостоятельно, так и в одновременном сочетании с другими . Это расширяет технологические возможности установки и повБпиает ее компактность. Предложение комплексно решает вопросы ремонта металлургических ковшей; Сокращений) габаритов, повьш1ению компактности также способствует рас104 положение общей платформы под узлом приготовления и подачи огнеупорных масс в ковш. Таким образом, новым в изобретении является совместное размещение на общей платформе определенной конструкции функциональных устройств. На фиг. 1 изображена предлагаемая установка для ремонта металлургических емкостей в плане, общий вид; на фиг. 2 - устройство дпя изготовления монолитной футеровки, методом наливразрез по А-А на фиг. 1; на . . фиг. 3 - разрез по Б-Б на фиг. 1 (устройство доуплотнения жидкоподвижнЫх и пластичных масс); на фиг. 4 разрез по В-В на фиг. 1 (устройство для набивки (уплотнения) полусухих масс); на фиг. 5 - разрез по Г-Г на фиг. 1 (устройство для торкретирования); на фиг. 6 - разрез по на фиг. 1 (устройство для ломки футеровки) . Установка для ремонта футеровок металлургических емкостей, в частности сталераз ювочного ковша 1 (фиг. 1), содержит поворотный в горизонтальной плоскости стол 2 с приводом 3, размещенный в ковшевой яме 4 (фиг, 4), узел 5 приготовления и подачи огнеупорных масс и устройства (см. фиг.1) для изготовления монолитной футеровки методом наливки 6, для доуплотнения яндкоподвижных и пластичных огнеупорных масс 7, для набивки полусухих огнеупорных масс 8, для торкретирования 9, для ломки футеровки tO. Устройства 6-10 расположены на общей платформе 11, имеющей возможность возвратно-поступательного перемещения относительно поворотного стола с ковщом (привод платформы на чертеже не показан). Рабочая сторона платформы 11, обращенная к ковшу, выполнена фигурной по ломаной линии так, что каждый отрезок последней, на котором размещено определенное устройство (поз.6-10), Р ВД кулярен прямой, проходящей через центр стола 2 и рабочий инструмент соответствующего устройства. Платформа расположена под узлом приготовления и подачи огнеупорных масс, на ней смонтирован шнек 12 для подачи огнеупорной массы из узла 5 к ковшу 1. Устройство 6 (фиг. 2) для ремонта металлургических емкостей методом наливки содержит устанавливаемый в сталеразливочный ковш 1 секционный шаблон 13 с вибровозбудителями 14 и шнек 12 с разгрузочным лотком 15 (рабочий инструмент). Устройство 7 (фиг. 3) для доуплотнения жидкоподвижных и пластичных масс содержит опорную колонну 16, установленную на подвижной платформе 11 Опорная колонна снабжена приводной системой 17 и кареткой 18, установленной с возможностью вертикального перемещения по колонне 16, К каретке 18 прикреплён виброамортизатор 19 с виброштангой 20 и вибровозбудите- ; лем 21. На виброштанге 20 закреплен виброинструмент 22 (рабочий инструмент) . Устройство 8 (фиг. 4) для набивки футеровки (уплотнения полусухих масс) содержит установленную на платформе опорную колонну. 23, снабженную приводной системой 24 и кареткой 25, установленной с возможностью вертикального перемещения по опорной колон не 23. К каретке 25 через траверсу 26 прикреплена колонна 27, на которой за креплены подвижнь1й шаблон 28 (рабочий инструмент), виброинструменты 29 с вибровозбудителями 30. Передача огнеупорных масс под шаблон 28 осуществ ляется 4tepe3 специальный отвод от лотка 31. Отвод на чертеже не показан Устройство 9 (фиг. 5) для торкретирования сталеразливочных ковшей содержит установленную на платформе опорную колонну 32, снабженную привод ной системой 33 и кареткой 34, установленной с возможностью вертикального перемещения по колонне 32. К карет ке 34 через траверсу 35 прикреплена направляющая 36, снабженная системой 37 и тележкой 38 с соплом 39 (рабочий инструмент), установленной с возможностью вертикального перемещения в на правляющей 36. Передача огнеупорных масс от узла 5 осуществляется по шлан гу 40 (фиг. 1 и фиг. 5). Устройство 10 (фиг. 6) для ломки футеровки сталеразливочных ковшей содержит установленную на платформе опорную колонну 41, снабженную привод ной системой 42 и кареткой 43, установленной с возможностью вертикального перемещения по опорной колонне 41. К каретке 43 через траверсу 44 присоединена поворотная стрела 45 с приводом 46. Поворотная стрела 45 имеет 10 46 возможность перемещаться на угол об относительно каретки 43. На поворотной стреле 45 закреплена поворотная головка 47, в которую встроены рабочие инструменты - лом 48, шарошка 49, а также внбровозбудитель 50. Выше поворотной головки на поворотной стреле 45 размещен привод 51 поворотной голов позволяющей поворачивать поворотную головку на угол и. Предлагаемая установка работает следующим образом. Сталёразливочньй ковш устанавливают в ковшовую яму 4 на поворотный . стол 2. Платформа 11 находится в крайнем правом положении. Для ремонта (изготовления) монолитной футеровки жидкоподвижными и пластичными массами методом наливки (фиг. 2) в ковш устанавливают секционньй шаблон 13 таким образом, чтобы зазор между внутренней стенкой ковша и наружной поверхностью шаблона был одинаковым по всей окружности. Подвижная платформа 11 выдвигается изпод узла 5 и подводится к ковшу так, чтобы разгрузочный лоток 15 транспортирующего шнека 12 находился напротив зазора между секционным шаблоном 13 и стенкой ковша. В работу включаются привод 3 поворота стола, шнек и узел приготовления и подачи., огнеупорных масс. Жидкоподвижная масса из этого узла через шнек 12 попадает в пространство между секционными шаблоном и стенкой ковша, а за счет вращения ковша равномерно распределяется по всему зазору, пока не заполнит все пространство. В процессе наливки по „gpe подъема огнеупорной- массы от днищ ковша вверх кратковременно включаются вибровозбудители 14 всех секций шаблона. По окончании изготовления монолитной футеровки все механизмы отключаются в обратной последовательности, подвижная: платформа отводится в исходное положение, не препятствуя демон ажу ковша из .ковшовой ямы 4. дпя уплотнения жидкоподвижных и пластичных масс при включении приводной 17 устройства 7 (фиг.З) каретка 18 опускается вниз по опорной колонне 16, а вместе с кареткой в зазору образованный секционным шаблоном 13 истенкой ковша, опускаются виброштанга 20 с ви.броинструментом 22. По мере поступления огнеупорной массы в пространство между стенкой ковша и шаблоном виброинструмент погружается в массу. Включают вибровозбудитеЛи 21, и виброинструмент начинаетпрорабатывать поверхностный слой массы. В процессе работы устройства виброинструмент по мере заполнения массой пространства синхронно поднимается приводной системой вверх и во время вращения ковша прорабатывает поверхностный слой огнеупорной массы до поверхности ковша. По окончании изготовления футеровки отключаются узел приготовления и подачи огне упорных масс, шнек и вибровозбудитель 21. Виброштанга с виброинструментом поднимаются в верхнее исходное положение приводной системой. При использовании устройства для набивки (уплотнения полусухих масс) фиг. 4 - платформа 11 подводится к ковшу, а подвижный шаблон 28 вместе с виброинструментами 29 и вибровозбудителем 30, закрепленные через колонну 27, траверсу 26 к каретке 25, посредством приводной системы 24 опускаются по опорной колонне 23 в сталеразливочный ковш с заранее заданным зазором между подвижным шаблоном и внутренней стенкой ковша, определяемьпч толщиной футеровки. Уплотнение огнеупорной массы в объеме футеровки происходит следующим образом. Виброинструменты уплотняют массу, подаваемую в пространство между ковшом и рабочей поверхностью подвижного шаблона По мере уплотнения массы в соответствии с заданньгм режимом происходит поворот ковша относительно шаблона. При этом толщина формуемой футеровки авто матически поддерживается постоянной. По мере увеличения высоты изготовленной футеровки каретка вместе с колонной перемещается вверх за счет сил противодействия, возникающих в зоне уплотнения огнеупорной массы, а вслед ствие изменения кривизны ковша кривизна подвижного шаблона также изменяется автоматически. После окончания изготовления монолцтной футеровки ков ша включается приводная система и каретка с колонной перемещаются в крайнее верхнее положение на опорной ко-, лонне за пределы верхней кромки ковша Затем подвижная платформа 11 отводится от ковша в исходное положение под узел 5. Ковш мостовым краном снимается с поворотного стола 2 и направля1048 ется на дальнейшую обработку. Изготовление монолитной футеровки устройством для набивки (уплотнения полусухих масс) на этом заканчивается. При использовании устройства 9 (фиг. 5) для торкретирования подвижная платформа 11 подводится к ковшу, а направляющая 36 вместе с тележкой 38 и кареткой 34 посредством приводной системы 33 опускаются по опорной колонне 32 в сталеразливочный ковш с определенным зазором между соплом 39 торкрет-машины и внутренней стенкой сталеразливочного ковша происходит следующим образом. Сопло, закрепленное на тележке 38, приводной системой устанавливается напротив того участка футеровки ковша, который подлежит ремонту. Из узла 5 торкрет-масса по шлангу 40, связывающему торкрет-машину с соплом 39, подается на стенку ковша. По мере нанесения слоя торкрет-массы в соответствии с заданным режимом происходит поворот ковша относительно направляющей 36. При этом тележка совершает возвратно-поступательные движения по направляющей и дает возможность осуществлять нанесение торкрет-массы как на стенки ковша, так и на его днище. Возможен вариант равномерного нанесения слоя торкрет-массы на днище и стенки ковша, что осуществляется одновременным вращением ковша от привода 3 поворотного стола 2 и перемещением тележки по направляющей за счет приводной системы. По мере увеличения высоты нанесения слоя торкретмассы сопло 39 перемещается вверх по направляющей приводной системой. После окончания ремонта футеровки ковша торкретированием включается приводная система и тележка 38 с соп-. лом 39 вместе с нап завляющей поднимается в крайнее верхнее положение по опорной колонне за пределы верхней кромки ковша, а подвижная платформа 11 отводится от ковша в исходное положение. Сталеразливочный ковш мостовым краном снимается с поворотного стола,и направляется на дальнейшую обработку. На этом ремонт футеровки сталеразливочного ковша торкретированием заканчивается. Во время использования устройства для ломки футеровки 10 (фиг. 6) ковш . устанавливают на поворотгапЧ стол. Затем к нему подводят подвижную платформу 11 и при помощи приводной системы А2 каретку 43 с поворотной стрелой 45 опускают в ковш. После этого поворотную головку 47 приводом устанавлиаают в положение, при котором лом 48 соприкасается своим острием с внутренней стенкой футеровки в нижней части конца. Затем включают вибровозбудитель 50 и при помощи лома пробивают отверстие в футеровке ковш После этого поворотную стрелу 45 с ломом отводят от футеровки и ковш при помощи привода 3 поворачивают вокруг своей оси. Поворотную стрелу с ломом снова подводят к соседнему неразрушенному участку футеровки, и весь процесс повторяется до тех пор, пока не будет разрушена монолитная футеровка по сплошному кольцу у днища ковша.
После этого стрелу подводят к монолитной футеровке в верхней части ковша и таким же образом разрушают футеровку по (жружности.
Затем поворотную головку устанавливают в положение, при котором второй рабочий инструмент (шарошка 49) обра1цен к поверхности футеровки и занимает такое положение, при котором она прижата к нижнему краю футеровки. S процессе вращения ковша и включенном вибровозбудителе 50 происходит разрушение монолитной футеровки по внутренней окружности ковша. При этом по мере разрушения футеровки поворотная стрела непрерывно автоматически поднимается вверх. После разрушения всей футеровки поворотную стрелу извлекают из ковша, а подвижную платформу отводят от ковша в исходное положение. Затем мостовым краном ковш
снимается с поворотного стола и высыпают из него разрушенную футеровку. Ковш готов к изготовлению футеровки наливкой, набивкой или торкретированием.
За счёт размещения функциональных устройств на общей платформе и расположения рабочих инструментов этих устройств в непосредственной зоне ремонта футеровок предложенная установка обеспечивает выполнение комплекса ремонтных работ. Установка позволяет вести эти работы в определенной технологической последовательности, например, ломка изношенной футеровки наливка - доуплотнение. Кроме того установка позволяет выполнять ремонтные операции как по отдельности, так и совмещать их во времени. Так, одновременно с выполнением наливки может производиться доуплотнение устройством 7.
Все это расширяет технологические возможности установки.
При этом площадь, занимаемая установкой, уменьшится в 4 раза по сравнению с отдельно стоящими установками.
Таким образом, предложенная установка, представляющая собой единый агрегат, является компактной.
Кроме того, установка управляется с одного пульта, что повышает удобство обслуживания. Оперативное варьирование применением и использованием различных методов и устройств ремонтов футеровок тепловых агрегатов обеспечит более качественное их применение и контроль.
За счет вышеуказанного экономический эффект от использования одной установки составит 177,3 тыс. руб.
n: . CQ
«Q
°
v;
/1-/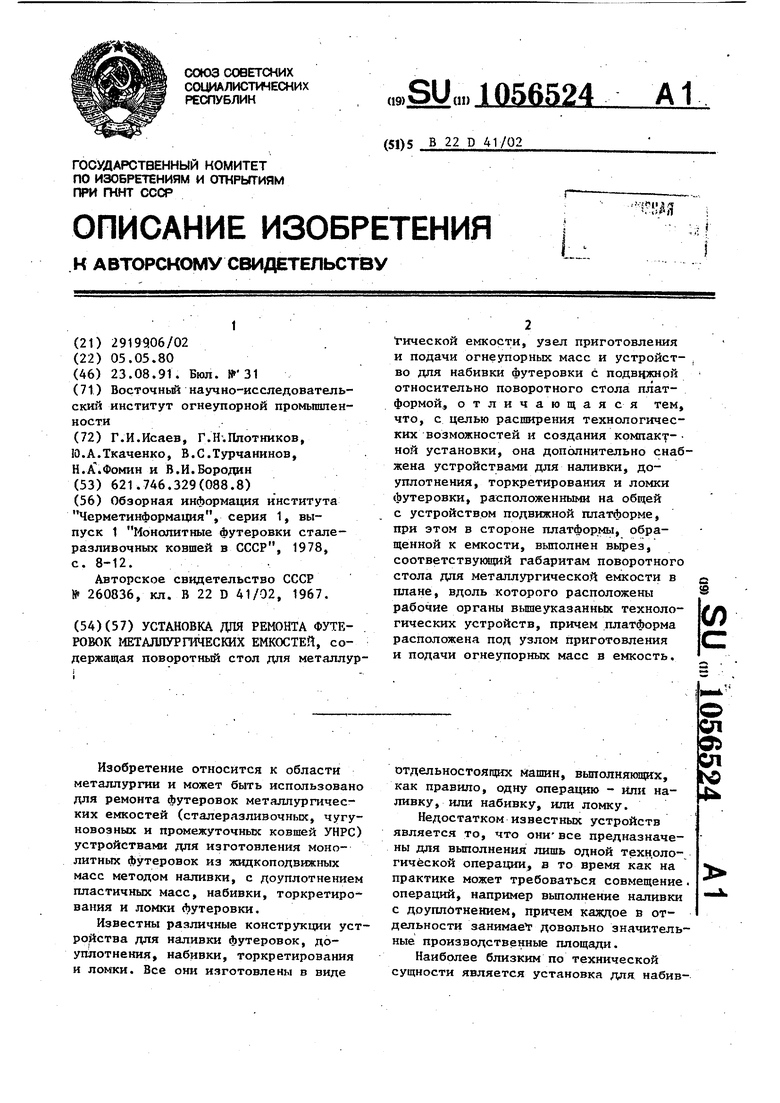
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаблон | 1979 |
|
SU863177A1 |
| Футеровка ковша для жидкого металла | 1980 |
|
SU984670A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКОГО КОВША ИЗ СУХИХ СПЕКАЕМЫХ МАСС | 1993 |
|
RU2057617C1 |
| Манипулятор и футеровочный блок для выполнения торкретирования промышленного оборудования | 2023 |
|
RU2818700C1 |
| СПОСОБ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2692390C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ОБРАБОТКИ АДДИТИВНОЙ ФУТЕРОВКИ | 2020 |
|
RU2755325C1 |
| Рабочий орган машины для изготовления и ремонта футеровки металлургических агрегатов | 1979 |
|
SU1061929A1 |
| Устройство для торкретирования металлургических ковшей | 1972 |
|
SU448070A1 |
| СПОСОБ ТОРКРЕТИРОВАНИЯ СТАЛЕВЫПУСКНОГО ОТВЕРСТИЯ МЕТАЛЛУРГИЧЕСКОГО АГРЕГАТА | 2002 |
|
RU2214459C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ОБОРУДОВАНИЯ В ВИДЕ ПЛАВИЛЬНОГО ИЛИ РАЗЛИВОЧНОГО УСТРОЙСТВА С ИСПОЛЬЗОВАНИЕМ АДДИТИВНЫХ ТЕХНОЛОГИЙ | 2020 |
|
RU2744635C1 |

УСТАНОВКА ДЛЯ РЕМОНТА ФУТЕ- . РОЮК МЕТАЛПУРгаЧЕСКИХ ЕМКОСТЕЙ, содержащая поворотный стол для металлурИзобретение относится к области металлургии и может быть использовано для ремонта футеровок металлургических емкостей (сталеразливочньк, чугуновозных и промежуточньк ковшей УНРС) устройствами для изготовления монолитных футеровок из жидкоподвижных масс методом наливки, с доуплотнением пластичных масс, набивки, торкретирования и ломки футеровки. Известны различные конструкции устройства для наливки футеровок, доупяотнения, набивки, торкретирования и ломки. Все они изготовлены в виде Этической емкости, узел приготовления и подачи огнеупорных масс и устройство для набивки футеровки с подвижной относительно поворотного стола платформой, отличающаяся тем, что, с целью расширения технологических возможностей и создания компакт-ной установки, она дополнительно снабжена устройствами для наливки, доуплотнения, торкретирования и ломки футеровки, расположенными на общей с устройством подвижной платформе, при этом в стороне платформь, обращенной к емкости, выполнен вьфез, соответствунщий габаритам поворотного стола для металлургической емкости в i плане, вдоль которого расположены рабочие органы вышеуказанных техноло(Л С гических устройств, причем платформа расположена под узлом приготовления и подачи огнеупорных масс в емкость. 2 . О СП сь СП отдельностоящих машин, вьшолнякщгх, как правило, одну операцию - или наливку, или набивку, или ломку. Недостатком известных устройств является то, что онивсе предназначены для выполнения лишь одной технологической операции, в то время как на практике может требоваться совмещение операций, например выполнение наливки с доуплйтнением, причем каждое в отдельности занимаег довольно значительные производственные площади. Наиболее близким по технической сущности является установка для набив
/ А. yST уЧ Ч уЛч У у У///////////////////////А Фиг.2 S3 , J
6
NXN 4V N4N4XNNNNN NVNN
I
r-r
Фчг.
л-д
| Обзорная информация института Чсрметинформация, серия 1, выпуск 1 Монолитные футеровки сталеразливочных ковшей в СССР, 1978, с | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| УСТАНОВКА ДЛЯ НАБИВКИ ФУТЕРОВКИ СТАЛЕРАЗЛИВОЧНЫХ КОВШЕЙ | 0 |
|
SU260836A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
