Известны полуавтоматические приспособления к горизонтально-фрезерному стайку для фрезерования .деталей типа болтов и гаек, содержащие корпус, снабженный системой зубчатых колес, нередаюгцих движение дангам с укрепленными в них обрабатываемыми деталями.
Предложенное приспособление позволяет а1втоматизировать процесс обработки.
Это достигается тем, что его механизм деления выполнен в виде сменного копира, соединенного с рейкой, которая поворачивает шестерни с обрабатываемыми деталями на необходимый угол.
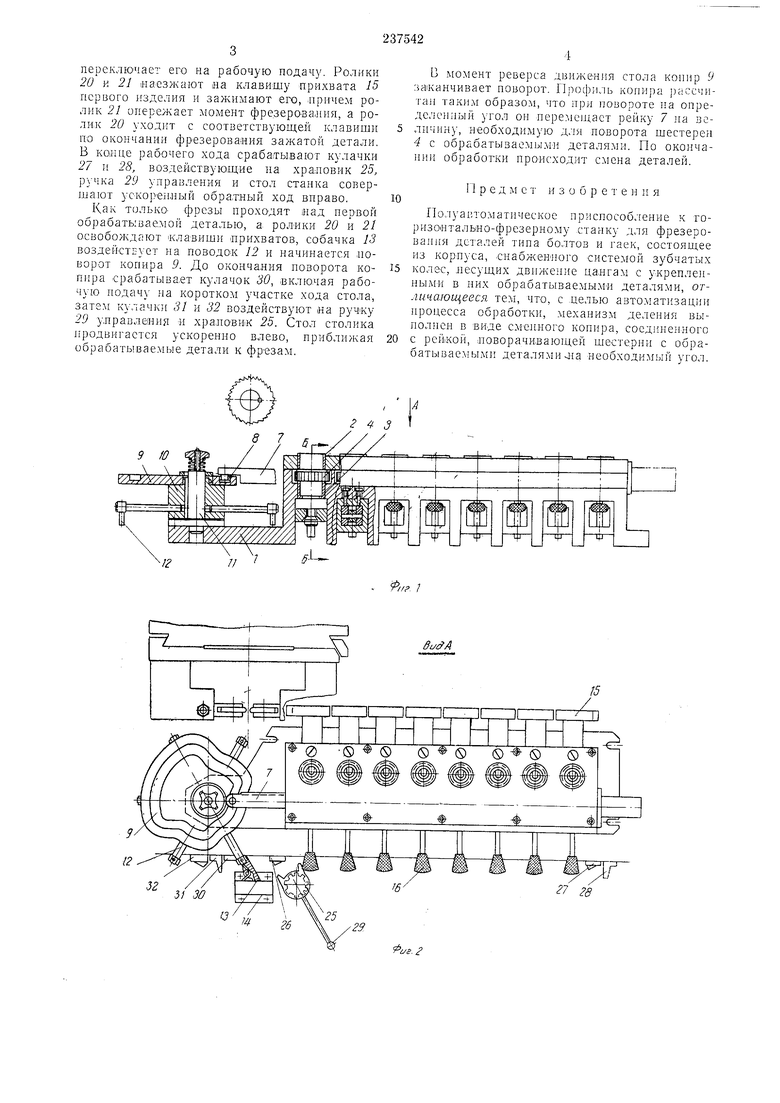
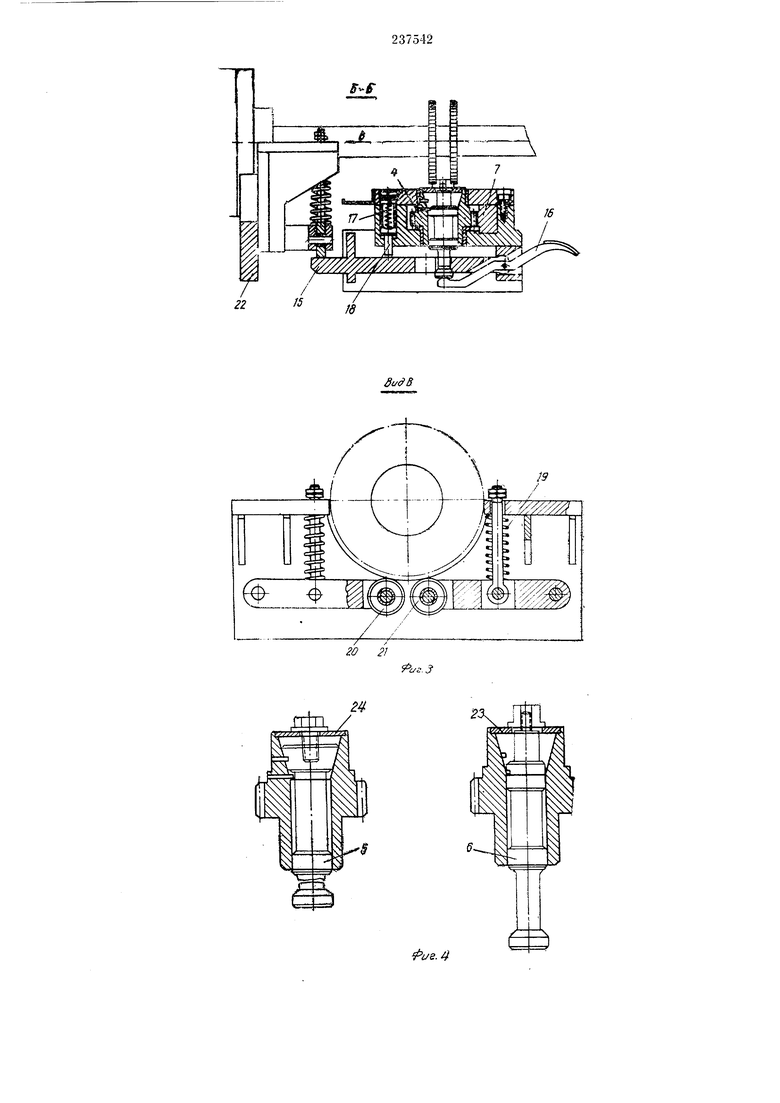
Па фиг. 1 представлено полуавтоматическое приспособление ;к горизонтально-фрезерному стан.ку, вид со стороны рабочего места; на фиг. 2 - то же, вид в плане; на фнг. 3 - его поперечный разрез; на фиг. 4 - установка деталей типа болтов н гаек.
В корпусе / приспособления на бронзовых втулках 2 и 3 установлены шестерни 4, имеюшие базовые элементы для установки сменных деталей 5 и 5 с обрабатываемыми изделиями. Каждая шестерня 4 входит В зацепление с длинной р-ейкой 7, на конце которой находится ролик 8. Ролик 8 размещен в пазу щеле.вого копира 9, закрепленного с втулкой 10, вращающейся на центровике 11. Втулка несет на себе поводки 12, которые взаимодействуют с откидной собачкой 13, установленной Б кронштейне 14, закренленном на неподвижной части станка.
В пазах корпуса размещены отодвижные. прихваты 15 с быстродействующим замком. Справа прихвагы имеют шарнир, а слева выходят своими клавишами за корпус I приспособления. В прихваты 15 встроены рукоятки /6, служащие для смены обрабатываемых изделий. Па каждый прихват благодаря слабой пружине 17 воздействует плунлсер 18, на поверхности 1 лавишей прихватов 15 с помощью регулируемых пружин 19 давят два ролика 2и и 21, установленные в кронштейне 22.
При фрезеровании деталей типа гаек устанав,ивают сменные шпильки и опорные кольца 2:3. БРЗСЙ ;;,,1я обработки служат внутренняя резьба и ни/кний торец детали. В случае фрезерования болтов с буртом устанавливают цанги и опорные кольца 24. Головки болтов без бурта обр;|батывают без опорного .кольца 24 в высоких цангах. База для обработки- стержень н ни 1-;н-и11 торец болта.
При включении подачи стола етанка стол с устанорленны.м на нем ириспособлением ус.коренно продвигается влево, а фрезы быстро нрибл)жаются к первой обра.батываемой детали. Па храповик 25 управления скоростями подач станка воздействует кулачок 26 и
переключает его на рабочую подачу. Ролики 20 к 21 «аезжают на клавишу прихвата 15 первого изделия и зажимают его, причем ролик 21 опережает момент фрезерования, а ролик 20 уходит с соответетвующей клавиши по окончании фрезерования зажатой детали. В конце рабочего хода срабатывают кулачки 27 и 28, воздействующие на храновик 25, ручка 29 управлення и етол станка совершают ускоренный обратный ход внраво.
Как ТОЛЬКО фрезы проходят над первой обрабатываемой деталью, а ролнки 20 и 21 освобождают клавиши нрихватов, собачка 13 воздейстЕует па поводок 12 и начинается новорот копира 9. До окончания новорота копира срабатыва.ет кулачок 30 включая рабочую подачу на коротком участке хода стола, затем кулачки 31 и 32 воздействуют на ручку 29 унравления « храловик 25. Стол столика продвигается ускоренно влево, приближая обрабатываемые детали к фрезам.
С момент реверса движения стола коиир 9 за1канчивает поворот. Профиль копира рассчитан таким образом, что при повороте па определенный угол ои нереме1даст рейку 7 на величину, необходимую для поворота шестерен 4 с обрабатывасмымн деталями. По окончании обработки иронсходит смена деталей.
П р е д м с т и 3 о б р е т е )j и я
Полуавтоматическое приспособ. к горизонтально-фрезерному станку для фрезерования деталей типа болтов и гаек, состояшее из корпуса, снабженного системой зубчатых колес, несуших двнжение цангам с укреплеппььми в них обрабатываемымн деталями, отличающееся тем, что, с целью автоматизации процесса обработки, механизм делеиия вынолнен в виде сменного копгфа, соединенного с рейкой, новорачпвающей шее т ер пи с обрабатываемыми деталями ла необходимый УГОЛ.
22fS
