Предлагается станок для упрочнения арматурной стали вытяжкой за пределом текучести в холодном состоянии. Станок обеспечивает автоматизацию процесса вытяжки арматурной стали, находящейся в прутках.
Для упрочнения арматурной стали используется кривошипно-шатуниый механизм, с помощью которого один из самозатягивающи.кся зажимов соверщает возвратно-поступательное движение, Для автоматизации процесса замыкания и размыкания sa жимов губки подвижного и неподвижного зажимов соединены между собой посредством фрикциопиой телескопической тяги.Для обеспечения возможности регулирования величины вытяжки в стайке применен рычажиый упор, расположенный на подвижном зажиме и взаимодействующий со щтоком, связанным с фрикциониой тягой. Автоматическая подача стержней в станок осуществляется с помощью питателя барабанного типа, поворачиваемого под действием силы тяжести прутков и взаимодействующего торцевыми зубьями па питателе с защелкой и кареткой подвижного зажима.
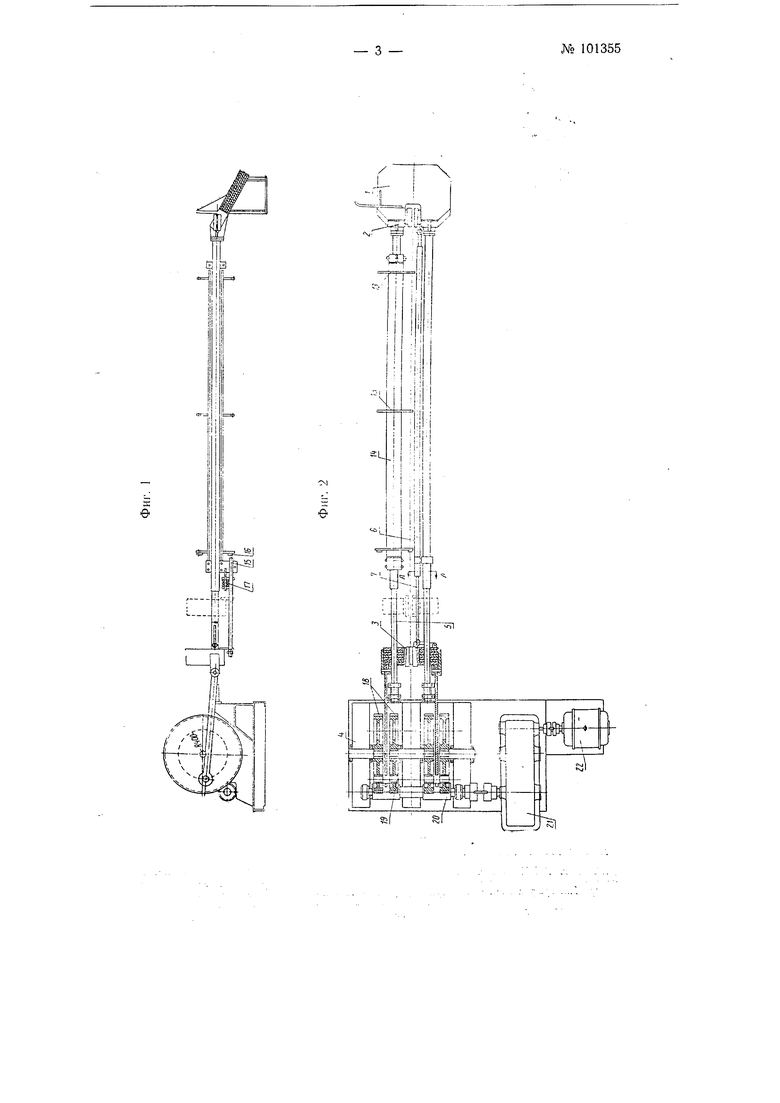
На фиг. 1 показан вид станка сбоку; на фиг. 2 - вид станка в плане; на фиг. 3 - фрикционное устройство
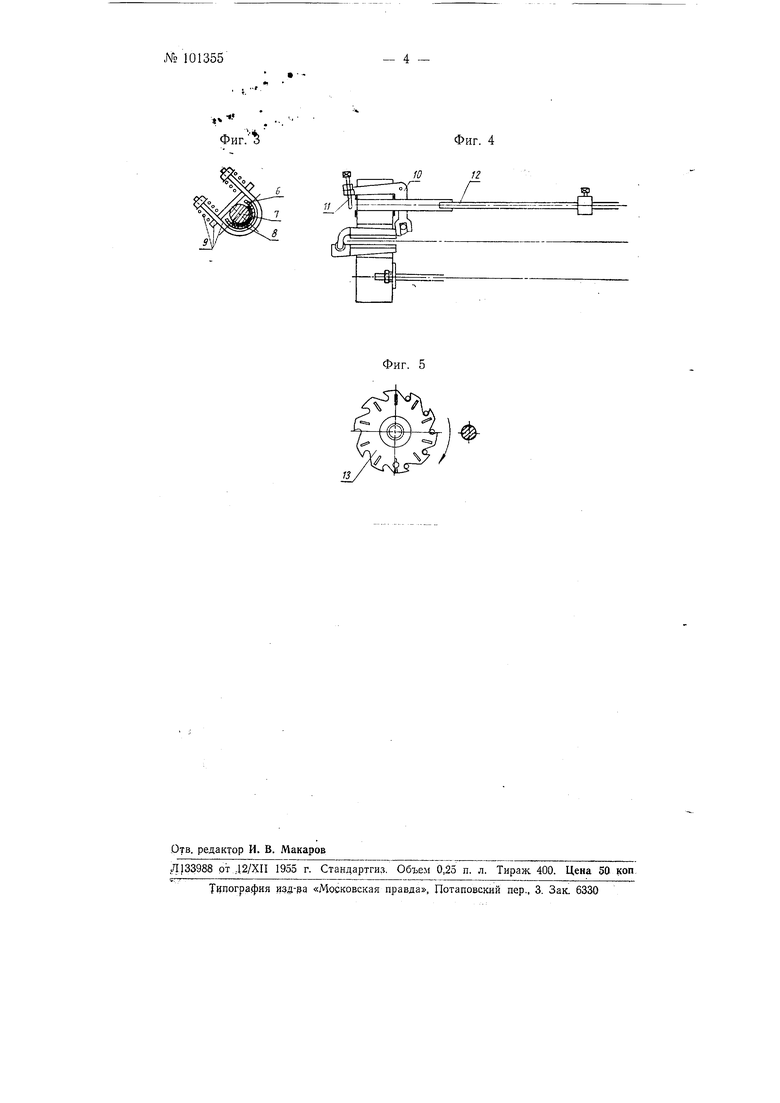
тяги в разрезе по АА на фиг. 2; ца фиг. 4 - устройство для регулирования величины вытягивания арматурной стали; на фиг. 5 - вид дискового питателя.
Для закрепления арматурной стали на станине / укреплен неподвил ный зажим 2. Подвижный зажим 3 с помощью кривощипно-шатунного механизма 4 перемещается по направляющим 5. Подвижный и неподвижный зажимы соединены между собой фрикционной передачей, состоящей из трубы 6 и входящей в эту трубу щтанги 7. Перемещение щтанги относительно трубы происходит с трением. Па внутренней поверхности трубы 6 проложена прокладка 8 из феррадо, к которой щтанга 7 прижимается при помощи устройства с пружиной 9, чем создается необходимое давление на щтангу и ее трение о прокладку.
Угловой рычаг 10 одним концом связан с губкой подвижного зажима, а на другом его конце имеется упор // который, взаимодействует со штоком 12, связанным с фрикционной тягой. Дисковый питатель имеет три диска 13, укрепленных на трубе 14 и свободно вращающихся вокруг направляющих 5. Защелка 15 взаимодействует с торцевым зубом 16, рас,положенном на диске 13.
Работа станка осуглествляется следующим образом.
Подвижны чзажим 3 совершает B03BpaTHO. Нательное дви мение с помощью криЕ.ошипио-шатупного механизма 4. При движелям зажмма 3 влево фрикциснная передача затягивает зажимы, ЕызГ)вая захват iiaходяп1егося между губкали; конца подлежащего вытяжке прутка: При обратном движении за;к:гма ;яга распирает гзбки, которые и ссвобо:кдают вытянутый пруток.
Регулирование величт nj вытягпвания осуществляется путсл; соответствующей установки щтока 12. В начале рабочего хода, когда подв;-гжиыг зажим 3 отходит от неподвижного 2, губки подвижного зажима не могут замкнуться до тех пор. пока упор //, скользящий по Н1току 12, не сойдет с конца последнего. Зак)эепляя нпок 12 в том или инОМ по,тоже1 и относительно подвижного зажима, можно устанавливать момент захвата iipyTка и в.елнчниу его выгягивапия.
Подлежащ :е вытягиванию прутки загружаю тся во впади(Н)1 на дисках 13. Под тяжеетью прутков дисксвый питатель стремится иовернуться, ио -;тому мещает зан1е, 15 и зубья 16. В конце рабочего хода каретка подвижного заж.има оттЯГ1И5ает 15 и иитате.1Ь П013()ра;1яг ается до упоров BcpxiHf.Mn кро, в вытянутый, но еще за/1 ать1Й, пруток. При обратном двнженнн за/кима защелка 15 нрижимается к дг1ску 13 пружиной 17. При дальнейщем движ-ении зажима губки разводятся (|зрикционной нередачей, а вытянутый пруток освобождается и гп1татель поворачивается дальше до упора в защелку следующим торневым зубом. При этом между зажимными
губками устанавливается следующий ирз/ток, который захватывается в начале рабочего хода, и процесс повторяется.
Криг.они-(пно-и1атуины и механизм стаг(ка состоит из четырех одинаковых итсетсреп 18, вращающихся на к();сольиых осях и несуии-Jx попарно Д1;а кривслининых иа:п-,ца 19, соедииеипых с гиатуиа.ми. Все четыре щеcTepiHi врап(аются на общем валу 20, eos;i,iti:cnHoro с редзктсром 21 и электрод.вигателем 22.
Предмет изобретения
1.Станок для упрочнения арматур:к)й стали вьпяжкой, имеюндий два 1-.,-а-п1овых самозатягивающихся за;-,(к.ма с отверстиями в осево.м направлении д,чя пронуска обрабатыг..(х прутков и кривошипио-щаT TL4bn-i механизм, с номощью котоjjoro один из зажимов совершает возвратно-поступательное двнжение, о т л и ч а ю ш. и и с я тем, что, с иелью аг.томатизации процесса, заг,1ыхрг:,:я и размыкания зажимов, губки подвгокпого и неподвижного зажимов соединены между собой по::редгтзом фрикционной телескопи секой тяги.
2.Станок по п. , отличаюид и и с я тем, что для регулирования (.е;:ич:ииы вытяжки в нем при.меиен ;}ычаж И й }щор, располоиченный на подвижном зажиме и взаимодействуюп1иГ( со нггоком, связанным с фрикциоииой тягой.
3.В стагп-се по п. 1 примеиеиие питателя барабанного типа, поворачиваемого действием силы тяжести .:ежащих вытяжке прутков на уго,л, определяемый взаи.модетгствнем заи:,елки, торцевых зубьев на питателе и капетки подвижного зажима.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для прокатки арматуры | 1946 |
|
SU77590A1 |
| Многошпиндельный токарный автомат | 1974 |
|
SU567554A1 |
| Станок для выворачивания рукавиц и их пальцев | 1929 |
|
SU24360A1 |
| Бесчелночный ткацкий станок | 1937 |
|
SU58890A1 |
| Механизм подачи пруткового материала | 1973 |
|
SU524607A1 |
| Механизм зажима и контроля наличия прутка | 1985 |
|
SU1296305A1 |
| Ткацкий станок | 1936 |
|
SU53946A1 |
| МОТАЛЬНАЯ ГОЛОВКА ДЛЯ НАМОТКИ УТОЧНЫХ ШПУЛЬ НА ТКАЦКОМ СТАНКЕ | 1967 |
|
SU193973A1 |
| Станок для резки прутков на мерные заготовки | 1957 |
|
SU109093A1 |
| Автоматический станок для изготовления пружин с витками удлиненной формы | 1943 |
|
SU65264A1 |