При существующем способе фрезерования прессованных профилей на продольно-фрезерных станках профиль укладывается на базовые поверхности приспособления и зажимается часто расположенными по длине ирижимами. При этом требуются сложные приспособления с большим количеством сменных накладок, профиль которых необходимо тщательно рихтовать перед каждой операцией. Это исключает возможность фрезерования поверхностей иод прижимами и получения заданных размеров при фрезеровании сложных и не жестких профилей.
Описываемое приспособление к портально-фрезерному станку для обработки неподвижно закрепленных длинных изделий устраняет эти недостатки. Отличительная особенность приспособления заключается в применении упругих зажимов, связанных с подвижным порталом станка. Эти зажимы предназначены для поджима при движении вместе с фрезой базовых поверхностей обрабатываемого изделия в зоне обработки. Кроме того, приспособление может быть снабжено копиром для воздействия на золотники гидравлических цилиндров прижимов, удерживающих изделие в неподвижном состоянии.
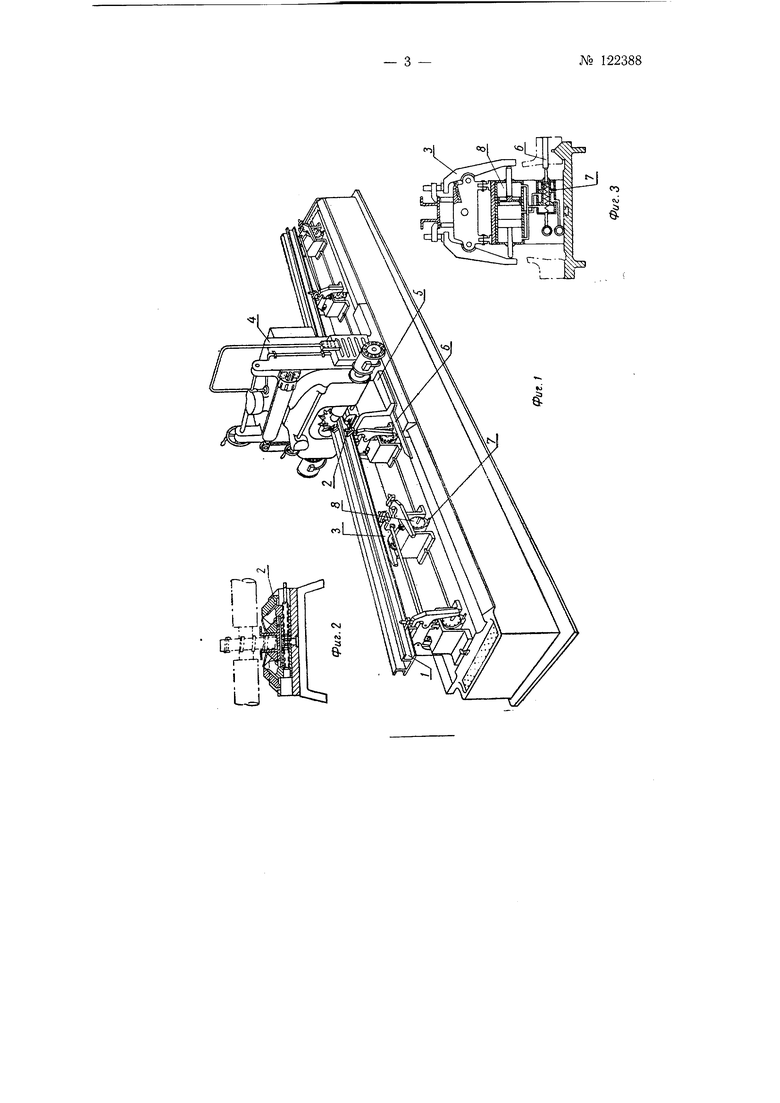
На фиг. 1 изображена схема приспособления; на фиг. 2-фильер в разрезе; на фиг. 3-прижимы и их гидравлические цилиндры в разрезе.
Обрабатываемое изделие / пропускается через движущийся вместе с фрезой фильер (очко) 2. Зажатие изделия осуществляется посредством автоматически перехватывающих его прижимов 3. Фильер 2 предназначен для упругого зажатия изделия в районе фрезы и связан с подвижным порталом 4 станка посредством мостика 5.
При приближении фильера и фрезы к прижимам 3, копир 6, передвигающийся вместе с фильером, воздействует на золотники 7 гидрав№ 122388- 2 -
лических цилиндров S, вследствие чего прижимы открываются. При дальнейшем движении открытые прижимы опрокидываются мостиком 5, а спаренные прижимы, находившиеся в горизонтальном положении , поднимаются и зажимают изделие после прохода фильера и фрезы.
Предмет изобретения
1.Приспособление к портальному продольно-фрезерному станку для обработки неподвижно закрепленных длинных изделий, отличающееся тем, что в нем применены связанные с подвижным порталом станка упругие зажимы, предназначенные при движении вместе с фрезой для поджима базовых поверхностей обрабатываемого изделия в зоне обработки.
2.Форма выполнения приспособления но н. 1, отл и ч а ю HI а я с я тем, что оно снабжено копиром для воздействия на золотники гидравлических цилиндров прижимов, удерживаюших в неподвижном состоянии, с целью их отключения при приближении фрезы с упругими зажимами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрическое устройство для копировальных станков | 1936 |
|
SU51822A1 |
| Приспособление к портальному продольно-фрезерному станку | 1981 |
|
SU971587A1 |
| Фрезерный станок для обработки деревянных заготовок | 1988 |
|
SU1630884A1 |
| Приспособление для непрерывного фрезерования деталей | 1990 |
|
SU1787709A1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1969 |
|
SU252049A1 |
| АВТОМАТИЗИРОВАННЫЙ ФРЕЗЕРНЫЙ СТАНОК | 1969 |
|
SU240453A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ЗАКРЕПЛЕНИЯ ТУРБИННЫХ ЛОПАТОК И СПОСОБ ИХ ФРЕЗЕРОВАНИЯ С ПОМОЩЬЮ ЭТОГО УСТРОЙСТВА | 2006 |
|
RU2325985C1 |
| Копировально-фрезерный вертикальный многошпиндельный станок для обработки фасонных поверхностей пера лопаток ТРД | 1955 |
|
SU108750A1 |
| Автомат для фрезерования круглых деталей | 1983 |
|
SU1189599A1 |
| Устройство для подачи и зажима заготовок | 1987 |
|
SU1454646A1 |