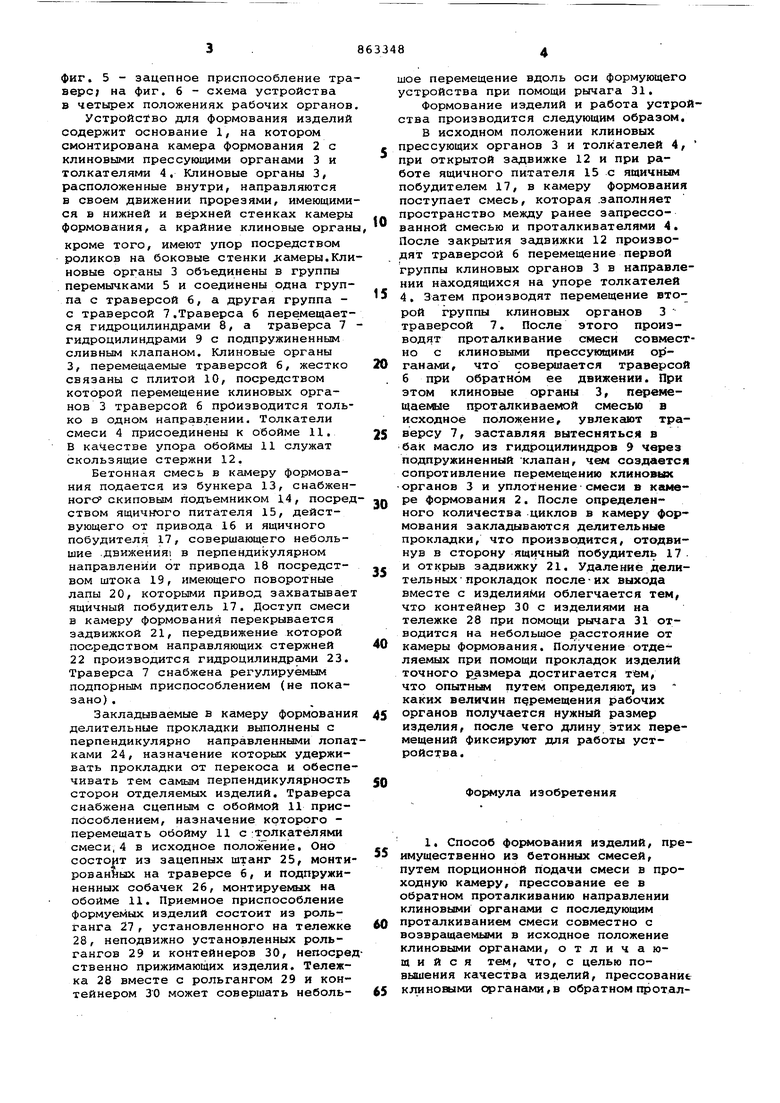
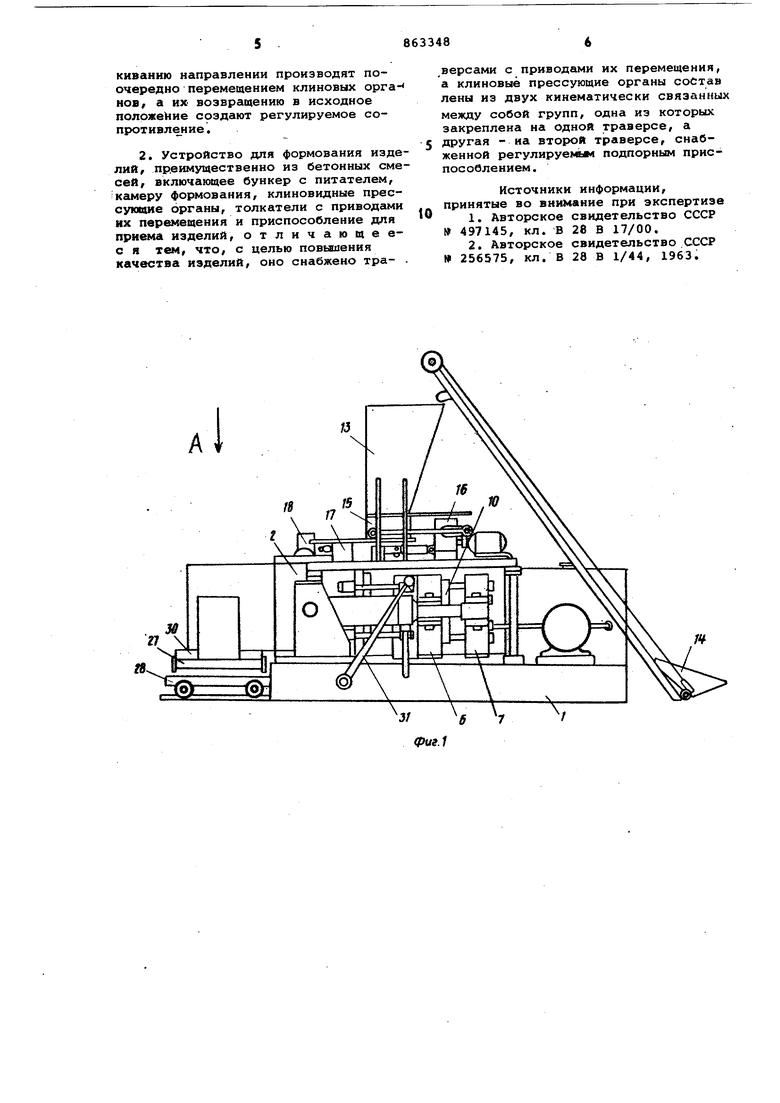
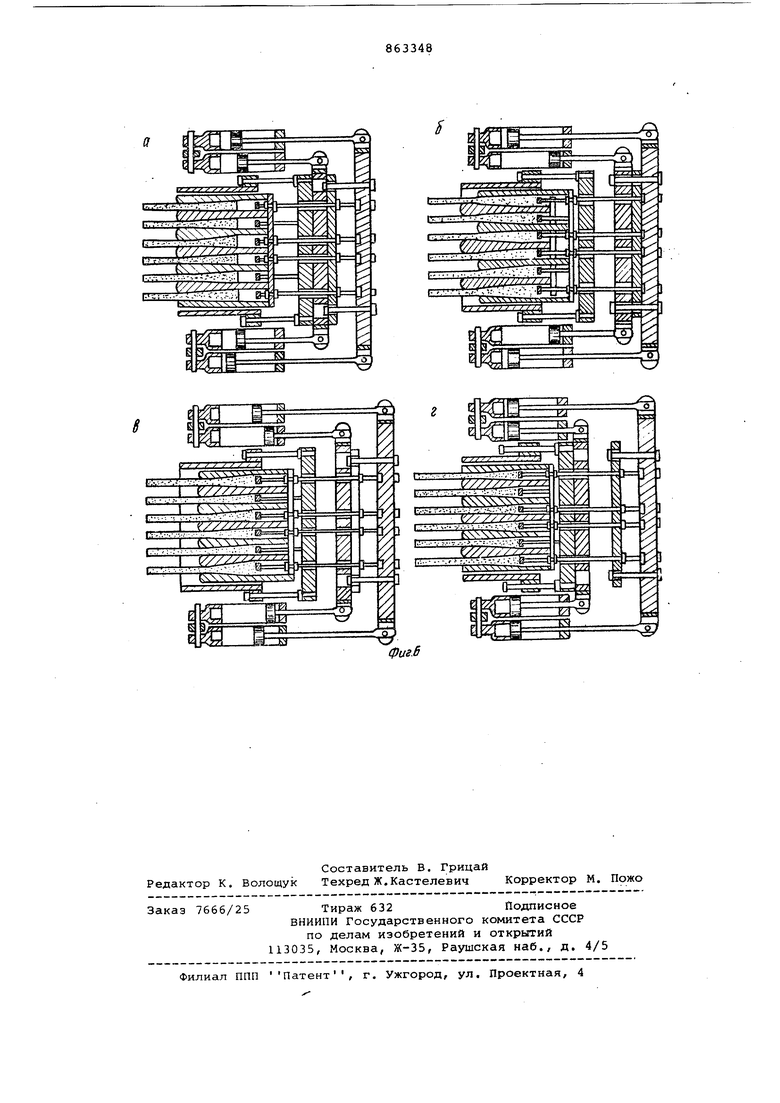
Изобретение относится к производ ству изделий из бетонной смеси или других материалов. Известен способ формования издел путем порционной подачи смеси в про ходиую камеру, прессование ее в обратном проталкиванию направлении кл ноаьв4м органами с последующим прота киванием смеси совместно с возвраща мыми в исходное положение клиновыми органами 1. Недостатком известного способа является то, что из-за расслоения смеси, заключенной между конусными сердечниками, качество изделий низкое. Этот способ осуществляется устройством для формования изделий,вкл чающем бункер с питателем, камеру формования, клиновые прессующие органы, толкатели с приводами их перемещения и приспособление для прие ма изделий 2. Целью изобретения является повышение качества изделий. Поставленная цель достигается тем, что в способе формования изделий путем порционной подачи смеси в проходную камеру, прессования ее в обратном проталкив.анию направлени клиновыми органами с последующим протгшкиванием смеси совместно с возвращаемыми в исходное положение клиновыми органами, прессование клиновыми органами в обратном проталкиванию направлении производят поочередным перемещением клиновых органов, а их возвращению в исходное положение создают регулируемое сопротивление. При зтом устройство для формования изделий, преимущественно из бетонных смесей, включающее бункер с питателем, камеру формования, клиновые прессующие органы, .толкатели с приводами их перемещения и приспособление для приема изделий, снабжено траверсами с привадами их перемещения, а клиновые прессующие органы составлены из двух кинематическн связанных между собой групп, одна из которых закреплена на одной из траверс, а другая - на второй траверсе, снабженной регулируемьм подпорньм приспособлением. На фиг. 1 изображено устройство; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - питающее приспособление камеры формования; на фиг. 4 - конструкция длительной прокладки; на
фиг. 5 - зацепное приспособление траверс; на фиг. 6 - схема устройства в четырех положениях рабочих органов Устройство для формования изделий содержит основание 1, на котором смонтирована кешера формования 2 с клиновыми прессующими органами 3 и толкателями 4, Клиновые органы 3, расположенные внутри, направляются в своем движении прорезями, имеющимися в нижней и верхней стенках камеры формования, а крайние клиновые орган кроме того, имеют упор посредством роликов на боковые стенки амеры.Клиновые органы 3 объединены в группы перемычками 5 и соединены одна группа с траверсой 6, а другая группа с траверсой 7.Траверса 6 перемещается гидроцилиндрами 8, а траверса 7 гидроцилиндрами 9 с подпружиненным сливньлм клапаном. Клиновые органы 3, перемещаемые траверсой 6, жестко связаны с плитой 10, посредством которой перемещение клиновых органов 3 траверсой 6 производится только в одном направлении. Толкатели смеси 4 присоединены к обойме 11. В качестве упора обоймы 11 служат скользящие стержни 12.
Бетонная смесь в камеру формования подается из бункера 13, снабженного скиповым подъемником 14, посредством ящичного питателя 15, действующего от привода 16 и ящичного побудителя 17, совершающего небольшие .движения в перпендикулярном направлении от привода 18 посредством штока 19, имеющего поворотные лапы 20, которыми привод захватывает ящичный побудитель 17. Доступ смеси в камеру формования перекрывается задвижкой 21, передвижение которой посредством направляющих стержней 22 производится гидроцилиндрами 23. Траверса 7 снабжена регулируемым подпорным приспособлением (не показано) .
Закладываемые в камеру формования делительные прокладки выполнены с перпендикулярно направленными лопатками 24, назначение которых удерживать прокладки от перекоса и обеспечивать тем самым перпендикулярность сторон отделяемых изделий. Траверса снабжена сцепным с обоймой 11 приспособлением, назначение которого перемещать обойму 11 с;толкателями смеси,4 в исходное положение. Оно cocTOjpT из зацепных щтанг 25, монтирован11ьах на траверсе 6, и подпружиненных собачек 26, монтируемых на обойме 11. Приемное приспособление формуемых изделий состоит из рольГанга 27, установленного на тележке 28, неподвижно установленных рольгангов 29 и контейнеров 30, непосредственно прижимающих изделия. Тележка 28 вместе с рольгангом 29 и контейнером 30 может совершать небольшое перемещение вдоль оси формующего устройства при помощи рычага 31.
Формование изделий и работа устроства производится следующим образом.
В исходном положении клиновых прессующих органов 3 и толкателей 4/ при открытой задвижке 12 и при работе ящичного питателя 15 с ящичным побудителем 17, в камеру формования поступает смесь, которая .заполняет пространство между ранее запрессованной смесью и проталкивателями 4. После закрытия задвижки 12 производят траверсой 6 перемещение первой группы клиновых органов 3 в направлении находящихся на упоре толкателей 4. Затем производят перемещение второй группы клиновых органов 3 траверсой 7. После этого производят проталкивание смеси совместно с клиновыми прессующими органами, что сове1Мйается траверсой 6 при обратном ее движении. При этом клиновые органы 3, перемещаелвле проталкиваемой смесью в исходное положение, увлекают траверсу 7, заставляя вытесняться в бак масло из гидроцилиндров 9 через подпружиненный клапан, чем создается сопротивление перемещению клиновых органов 3 и уплотнение смеси в кгикере формования 2. После определенного количества циклов в камеру формования закладываются делительные прокладки, что производится, отодвинув в сторону ящичный побудитель 17 и открыв задвижку 21. Удаление делительных прокладок после-их выхода вместе с изделиями облегчается тем, что контейнер 30 с изделиями на тележке 28 при помощи рычага 31 отводится на небольшое расстояние от камеры формования. Получение отделяемых при помощи прокладок изделий точного размера достигается тем, что ОПЫТН1Ф1 путем определяют, из каких величин перемещения рабочих органов получается нужный размер изделия, после чего длину этих перемещений фиксируют для работы устройства.
Формула изобретения
1. Способ формования изделий, преимущественно из бетонных смесей, путем порционной подачи смеси в проходную камеру, прессование ее в обратном проталкиванию направлении клиновыми органами с последующим проталкиванием смеси совместно с возвращаемыми в исходное положение клиновыми органами, о т л и ч а ющ и и с я тем, что, с целью повышения качества изделий, прессование клиновыми органами,в обратном проталкиванию направлении производят поочередно перемещением клиновых орга- нов, а их возвращению в исходное положение создают регулируемое сопротивление.
2. Устройство для формования изделий, преимущественно из бетонных смесей, включающее бункер с питателем, камеру формования, клиновидные прессующие органы, толкатели с приводами их перемещения и приспособление для приема изделий, отличающеес я тем, что, с целью повшиения качества изделий, оно снабжено тра- .
версами с приводами их перемещения, а клиновые прессующие органы состав лены из двух кинематически связанных между собой групп, одна из которых закреплена на одной траверсе, а другая - на второй траверсе, снабженной peгyлиpye fым подпорным приспособлением.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 497145, кл. В 28 В 17/00.
2. Авторское свидетельство СССР 256575, кл. В 28 В 1/44, 1963.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования изделий | 1984 |
|
SU1167020A2 |
| Устройство для формования изделий | 1988 |
|
SU1622124A1 |
| Способ формования изделий из бетонной смеси и других материалов | 1970 |
|
SU497145A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ БЕТОННЫХ ИЗДЕЛИЙ | 2002 |
|
RU2209723C1 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ Д.К.СЕМЕНОВА | 1996 |
|
RU2112643C1 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1995 |
|
RU2087306C1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛУСУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2006 |
|
RU2294279C1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2000 |
|
RU2158678C1 |
| КОМПЛЕКС ФОРМОВОЧНЫЙ СТАЦИОНАРНЫЙ ДЛЯ ПРОИЗВОДСТВА БЕТОННЫХ ИЗДЕЛИЙ | 2017 |
|
RU2694671C1 |
| Устройство для уплотнения бетонной смеси | 1989 |
|
SU1740593A1 |
Vv V
т
Фиг.5
Фиг А
зг
J
iH
s
txl
Baj
r1 11 . г I .V .I
т
tX/ / - xy /7
I
i.... . :у-у-:- И.,
Г УчЧччЧч.чУуч ;
Щ.
.
////// ( t
-.
I
ГГггтт:;-г ;. .ХШ
I III I Ц
1У7-Х I i,f j AAf
ЕГ
t3
JL±.
:и
