Высокоподатлизая керамическая оболочка должна состоять из П1рочного облицовочного слоя, малопрочного пористого слоя и наружного высокопрочного слоя. При этом связь облицо вочного слоя с наружным высокопрочным должна осуществляться через зерна присыпочного песка пористого слоя связанные в местах контакта друг с другом связующим суспензии с такой прочностью, чтобы при воздействии заливаемого металла не произошло разрушение этих связей и смещение зерен относительно друг друга в поры Следовательно, с одной стороны, необходимо, чтобы высокопрочный облицовочный слой, разупрочненный пористый слой и высокопрочный наружный слой работали как единое целое и оказывали необходимое сопротивление разрушающему воздействию заливаемого металла, с другой стороны, необходимо, чтобы при усадке отливки в- п роцессе охлаждения происходило разрушение связей между зернами присыпочного песка пористого слоя при усилиях-меньших, чем усилия, вызывающие образование трещин в отливках. Кроме того, толщина пористого слоя должна быть такой, чтобы при разрушении связей между зернами присыпочного песка происходило уменьшение толщины пористого слоя на значительную величину за счет перемещения зерен в пустоты. Следовательно, пористость промежуточных слоев, как с точки зрения податливости формы, так и с точки зрения теплоизоляционных свойств, должна быть высокой. Практически пористость промеж точного слоя должна быть возможно максимальной при достаточной прочности керамики, обеспечивающей заливку жидкого металла в оболочку без ее разрушения и деформации.
Для осуществления процесса изготовления податливых форм с высокопористой прок1ежуточной разупрочненной -.зоной необходима огнеупорная суспензия с выгорающей добавкой.
Широко известны составы огнеупорных суспензий, обеспечивающих высокую прочность керами-1еских форм и включающих электрокорунд или дистенсиллиманит, а в качестве связующего гидролизованный раствор зтилсиликата 2.
Известны также суспензии, позволяющие сочетать прочность формы с термостойкостью путем добавления в суспензию металлического порошка и вспенивателя 13.
Известен также состав огнеупорной суспензии, включающий в качестве выгорающей добавки древесные отходы (опилки, стружки, пробку), хлебные отходы и различные пластмассы 4.
Наиболее близкой к предлагаемому по техническому существу и достигаемому результату является суспензия на гидролизованном зтилсиликате, огнеупорном наполнителе (пылевидный кварц и дистенсиллиманит), в которо для увеличения пористости промежуточного слоя, содержится до 3 вес.% электродного пека. Для промежуточных слоев в суспе:нзию вводится до 50 вес.% дистенсиллиманита 5.
Применение составов огнеупорных суспензий для изготовления, податливых форм с пористым промежуточным слоем имеет ряд существенных недостатков. Так, при введении в суспензию древесных опилок наблюдается образование тпещин из-за набухания и усадки их при удалении моделей в воде и последующей подсушке форм; происходит засорение электрокорунда при его регенерации из боя оболочек при сгорании добавок, как правило, обильно выделяется сажистый дым,что требует сооружения в печах устройст для подвода воздуха или кислорода с целью дожигания сажистых веществ. Кроме того, огнеупорная суспензия с добавлением электродного пека не увеличивает пористость керамики, а следовательно и ее теплоизоляционные С1аойстза ; при выплавленни моделей электродный пек оплавляется, что снижает прочность оболочки и ведет к появлению в ней трещин; применение указанной суспензией для изготовления оболочковых форм не оказывает влияния на образования трещин в отливках.
Целью изобретения являются повышение газопроницаемости и прочности керамических форм.
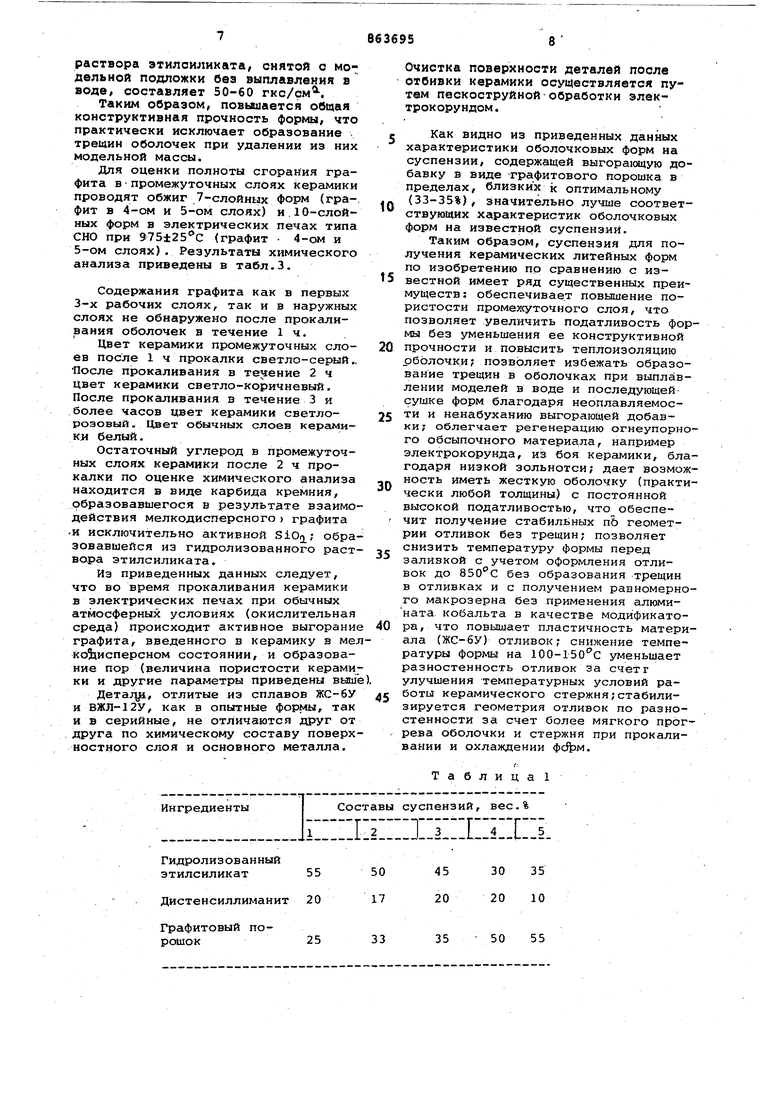
Поставленная цель достигается те что суспензия, включающая огнеупорнйй наполнитель, -гидролизованный этилсиликат и углеродсодержащую добавку, содержит в качестве углеродсодержащей добавки графитовый порошок при следующем соотношении ингредиентов, вес;% s Гидролизованны этидсиликат 45-50
Графитовый порошок 33-35 (Угнеупорный накопитель f Остальное В качестве углеродсодержащей добавки суспензия содержит серебристы графит.
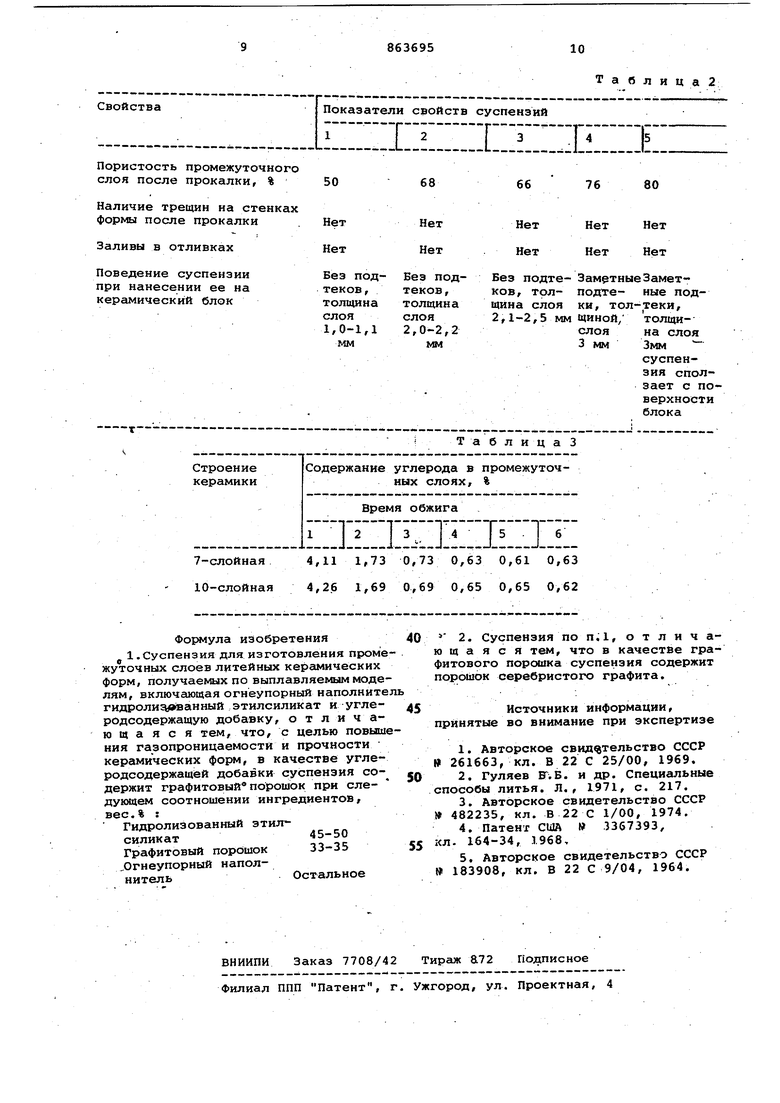
Приготовление огнеупорной суспензии производится в бочке с помощью механической мешалки с числом оборотов крьшьчатки 200-300 об/мин. Время перемешивания суспензии состаляет 30-60 мин. Огнеупорная суспензия не выстаивается, & сразу же используется для нанесения огнеупорного покрытия. Во время нанесения огнеупорного покрытия постоянного перемешивания суспензии не требуется. ,Седиментационная УСТОЙЧИВОСТЬ (сохранение технологичеЬкой вязкости суспензии в спокойном состоянии) находится в пределах 30-40 мин. Есл огнеупорна, суспензия находится в спокойном состоянии более i ч, то перед раоотой ее необходимо перемешать в течение 15-i;0 мин. при нанесении огнеупорной суспен зии на модельный блок достаточно од нократного ок.унаниг. (хорошая кроющая способность), для контроля вязкости суспензии диаметр отверстия вискозиметра ВЗ-4 увеличен до Ь ± 0,05 мм. при этом вязкость суспензии в соответствии с рецептурой при нормальном качеств гидролизованного раствора этилсиликата 11) устанавливают в пределах U 30 Ст. Вязкость огнеупорной суспензии регулируется добавлением гидролизовакного раствора этилсиликата (если краска более густая) кли дист силлиманита (если краска менее густая) . Для получения высокопористого промежуточного слоя податливых кера мических оболочек подготавливают пять смесей, каждая из которых соде жит гидролизованный раствор этилсиликата, в качестве огнеупорного накопителя ,дистенсирлйманит: и в качестве углеродсодержаидей добавки графитовый-порошок, в частности серебристый графит. Сиспользованием каждой смеси изготавливают керамиг ческие для отливки пластин длиной 150 ,мм, толщиной 3 мм и шири ной 40 мм, а также образцы для опре деления пористости высокопористого слоя. Формы изготавливают по следующей технологии. Обычным порядком на модельные бл ки наносят 4 слоя суспензии, содержащей гидролизованный раствор этилсиликата и дистенсиллиманита. Затем наносят 5-ый и 6-ой слои суспензии с углеродсодержацей добавкой, а затем 7-ой слой опять на обычной су пензии . Обсыпка всех слоев осуществляется зернибтым электрокорундом с виброуплотн-ениём, а сушка - вакуyмнo-aIvIмиaчным способом, так как толщина каждого слоя- после обсыпки зернистым материалом составляет 2,0-3 . При указанной толщине слоя покрытия может, не произойти необратимого твердения связующего по всей толщине слоя. Затем модели удаляют в горячей воде, формы просушивают прокаливают для удаления выгорающей добавки и образования пористого слоя в стенке керамической оболочки. Во время прокаливания опытных форм выделения сажистого дыма как при прокаливании форм с электродным пеком, не наблюдается. После охлаждения и контроля формы вновь нагревают и без опорного наполнителя заливают металлом. Составы огнеупорных суспензий и изготовленных с их применением керамичес. ких оболочек имеют следующие характеристики ( см. табл.1 и 2). Керамические оболочки, изготовленные из суспензии согласно изобретению имеют следующие характеристики. Разрушающая нагрузка на изгиб при комнатной температуре 7-слойной керамики с добавкой в суспензию 35% серебристого графита в 5-ый и б-ой слои при толщине слоя 12-13 мм, предварительно прокаленной при 1000°С в течение 3 ч, составляет 1719 кгс. Предел прочности.на сжатие при испытании перпендикулярно слоям 7-слойной керамики с добавкой- в суспензию 35% серебристого графита в 5-ый и 6-ой слои, предварительно прокаленной при в течение 3Ч / составляет 12-16 кгс/см. Разрушающая осевая нагрузка на сжатие {параллельно слоям) трубчатых керамических образцов ,с отверстием ф 5 мм и высотой 40 мм, предварительно прокаленных при в течение 3 ч, толщиной 5-5,-5 мм: 7слойной керамики с добавкой в суспензию 35% серебристого графита в 5-ый и 6-ой слои при толщине стенок об- . разцов 12-13 мм - 30-35; 9-слойной керамики с добавкой в суспензию 35% серебристого графита в 5-ый и 6-ой слои при толщине образца 14-15 мм 30-34. Газопроницаемость после прокалки при в течение 3 ч 7-слойной керамики с добавкой в суспензию 35% серебристого графита в Б-ый и 6-ой слои, составляет 17-19. Газотворность при i2()0°C предварительно прокаленной при в течение 3 ч 7-слойной керамики с добавкой в суспензию 35% серебристого графита в 5-ый и 6-ой слои - газов нет. Пористость керамики на суспензии с 35% Серебристого графита 65-68.. Прочность на изгиб в холодном состоянии керамической оболочки до выплавления модельной массы в воде составляет 45-55 кгс/см (керамические образцы аккуратно снимают с модельной подложки). Прочность на изгиб в холодном состоянии керамической оболочки после выплавления модельной массы в воде (t вода ЭБ-ЮО С) соста вляет 5060 кгс/см (сказывается пропитка керамики модельной массой), Прочность на изгиб в холодном остоянии керамики, изготовленной а обычной огнеупорной суспензии с рименением того же гидрализованного раствора этилсиликата, снятой с мо дельной подложки без выплавления в воде, составляет 50-60 гкс/см. Таким образом, повьвиается общая конструктивная прочность формы, что практически исключает образование трещин оболочек при удалении из них модельной массы. Для оценки полноты сгорания графита в промежуточных слоях керамики проводят обжиг 7-слойиых форм (гра-, фит в 4-ом и 5-ом слоях) и,10-слойных форм в электрических печах типа СНО при 975±25 С (графит 4-ом и 5-ом слоях). Результаты химического анализа приведены в табл.3. Содержания графита как в первых 3-х рабочих слоях, так и в наружных слоях не обнаружено после прокаливания оболочек в течение 1ч. Цвет керамики промежуточных слоев после 1 ч прокалки светло-серый.. После прокаливания в течение 2 ч цвет керамики светло-коричневый, После прокаливания в течение 3 и более часов цвет керамики светлорозовый . Цвет обычных слоев керг1микм белый. Остаточный углерод в промежуточных слоЯх керамики после 2 ч прокалки по оценке химического анализа находится в виде карбида кремния, образовавшегося в результате взаимо действия мелкодисперсного графита и исключительно активной SlOrj ; обра зовавшейся из гидролизованного раст вора этилсиликата. Из приведенных данных следует, что во время прокаливания керамики в электрических печах при обычных атмосферных условиях (окислительная среда) происходит активное выгорани графита, введенного в керамику в ме КоЬисперсном состоянии, и образование пор (величина пористости керами ки и другие параметры приведены выш fleTajytt, отлитые из сплавов ЖС-6У и ВЖЛ-12У, как в опытные формы, так ив серийные, не отличаются друг от друга по химическому составу поверх ностного слоя и основного металла. Очистка поверхности деталей после отбивки керамики осуществляется путем пескоструйной обработки электрокорундом. Как видно из приведенных данных характеристики оболочковых форм на суспензии, содержащей выгоракицую добавку в виде графитового порошка в пределах, близких к оптимальному (33-35%), значительно лучше соответствующих характеристик оболочковых форм на известной суспензий. Таким образом, суспензия для получения керамических литейных форм по изобретению по сравнению с известной имеет ряд существенных преимуществ: обеспечивает повышение пористости промежуточного слоя, что позволяет увеличить податливость формы без уменьшения ее конструктивной прочности и повысить теплоизоляцию оболочки; позволяет избежать образование трещин в оболочках при выплавлении моделей в воде и последующейсушке форм благодаря неоплавляемости и ненабуханию выгорающей добавки; облегчает регенерацию огнеупорного обсыпочного материала, например электрокорунда, из боя керамики, благодаря низкой зольнотсиг дает возможность иметь жесткую оболочку (практически любой толщины) с постоянной высокой податливостью, что обеспечит получение стабильных пЬ геометрии отливок без трещин; позволяет снизить температуру формы перед заливкой с учетом оформления отливок до без образования трещин в отливках и с получением равномерного макрозерна без применения алюмината кобальта в качестве модификатора, что повышает пластичность материала (ЖС-бУ) отливок; снижение температуры формы на lOO-ISO C уменьшает разностенность отливок за счет г улучшения -температурных условий работы керамического стержня;стабилизируется геометрия отливок по разностенности за счет более мягкого прогрева оболочки и стержня при прокаливании и охлаждении . .Таблица


| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ ФОРМЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2020 |
|
RU2729229C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ КЕРАМИЧЕСКИХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ ДЛЯ СЛОЖНОПРОФИЛЬНЫХ ОТЛИВОК | 2013 |
|
RU2529603C1 |
| СУСПЕНЗИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2006 |
|
RU2333070C1 |
| Суспензия для изготовления многослойных оболочковых форм по выплавляемым моделям | 1981 |
|
SU1066716A1 |
| Суспензия для изготовления промежуточного слоя многослойной оболочковой формы | 1981 |
|
SU1014625A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ КЕРАМИЧЕСКИХ ФОРМ | 2013 |
|
RU2531335C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ ОБОЛОЧКИ ДЛЯ ОТЛИВОК С УЗКИМИ РАЗВИТЫМИ ВНУТРЕННИМИ ПОЛОСТЯМИ ПРИ ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2005 |
|
RU2277452C1 |
| Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям | 2018 |
|
RU2691914C1 |
| Способ изготовления керамической оболочки для литья по выплавляемым моделям | 2018 |
|
RU2685827C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ ОБОЛОЧКОВОЙ ФОРМЫ | 2020 |
|
RU2725921C1 |
Гидролизованный
55 зтилсиликат
Дистенсиллиманит 20
Графитовый по25рошок
30 35
45 20 20 10
50 55
35
Свойства
Показатели свойств суспензий i ;:i::L Пористость промежуточного слоя после прокалки, % Наличие трещин на стенках ..
Формула изобретения 1 .Суспензия для изготовления промежуточных слоев литейных керамических форм, получаемых по выплавляемым моделям, включсоощая огнеупорный наполнител гидроли;1 анный этилсиликат и -углеродсодержащую добавку, отличающаяся тем, что, с целью повышения газопроницаемости и прочности керамических форм, в качестве углеродсодержащёй добавки суспензия содержит графитовый порошок при следующем соотношении ингредиентов,
вес.% :
Гидролизованный зтилсиликат45-50
Графитовый порошок JJ-J3 Огнеупорный наполнительОстальное
Т а б л и ц а 2
Источники информации, принятые во внимание при экспертизе
