Известен способ изготовления тонкостенных деталей переменного сечения путем вытяжки листовых заготовок. Недостатком известного способа является то, что вытяжка глубоких деталей требует значительного числа переходов и использования сложных штампов.
С целью устранения указанных недостатков, предлагается способ изготовления цустотелых деталей переменного сечения из трубной заготовки, заключающийся в том, что образование нужной формы детали осуществляется прессованием по неподвил ной оправке-стержню, изготовленному по форме внутренней полости детали, в матрице, внутренняя поверхность которой выполнена по наружной поверхности детали.
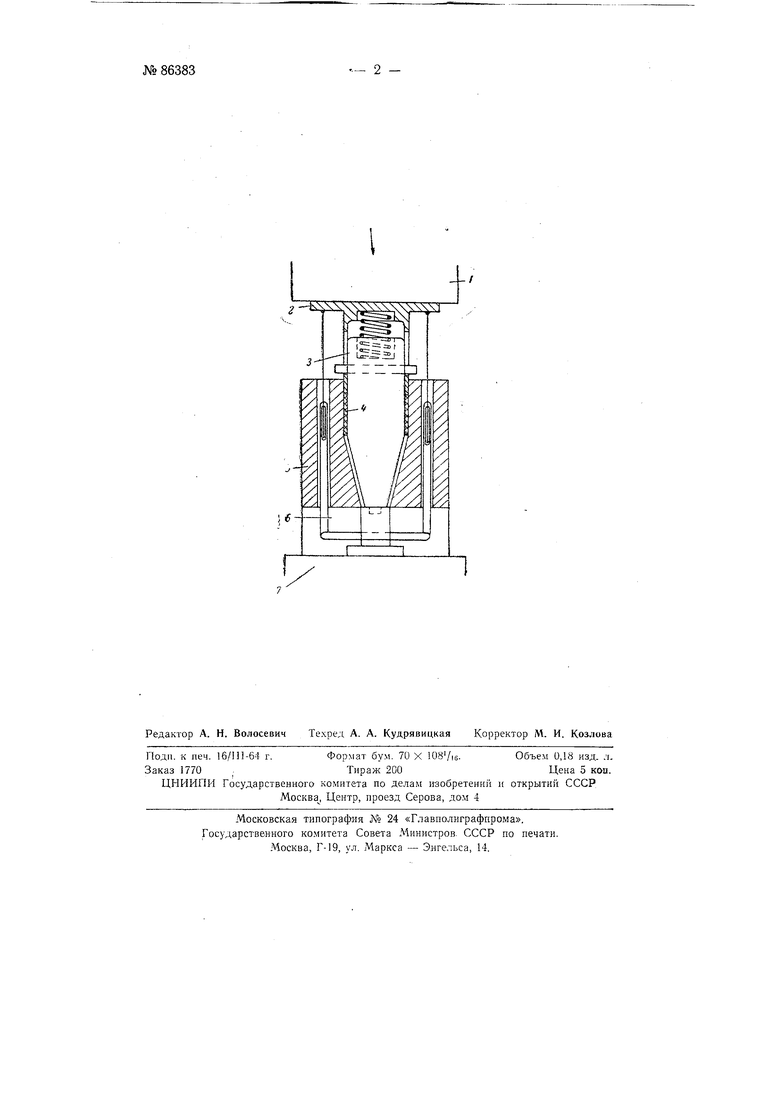
На чертеже показана конструкция штампа, где / - ползун пресса, 2 - пуансон, 5 - оправка, 4 - заготовка, 5 - матрица, 6 - выталкиватель, 7 - стол пресса.
Принцип действия описанного штампа состоит в том, что при ходе ползуна вниз оправка становится в крайнее полох ение, ограниченное выталкивателем. При дальнейшем ходе ползуна пуансон давит на заготовку, заставляя последнюю течь в зазор между матрицей и оправкой и образовывать деталь заданной формы.
При обратном ходе ползуна происходит выталкивание изготовленной детали.
Предмет изобретения
Способ изготовления пустотелых деталей переменного сечения, отличающийся тем, что, с целью уменьшения сложности их изготовления, применяется прессование трубной заготовки, использующее принцип истечения металла из нее.