Обычная схема осупдсствлеиия вытяжки не позво.шет получать глубокую вытяжку за одну пли две олерацпи, а требует для этого несколько вытяжных операцнй (иногда до 10) с применением промежуточных отжигов, что усложняет и удорожает производетво.
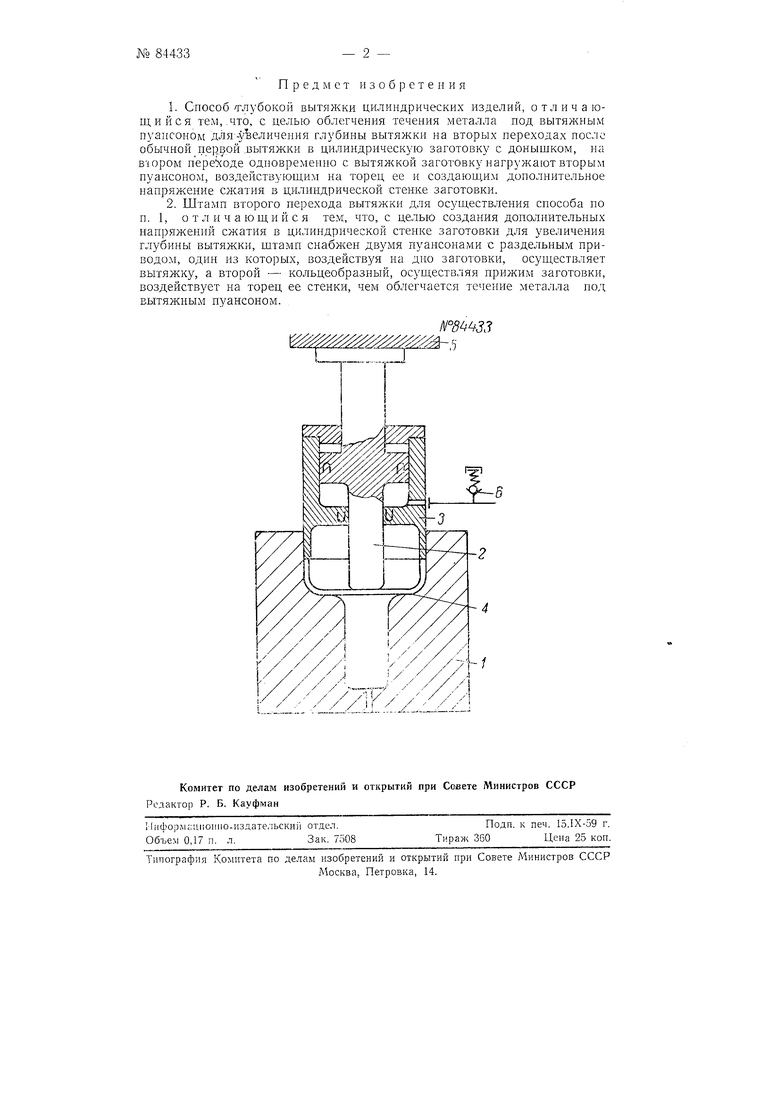
По предлагаемому епоеобу д, выполнения r, y6oKoii вытяжки в две операции предусмотрен для второго перехода штамп, состоящий из обычной матрицы У второго перехода с сооспыми ступенчатыми полостями, диаметры которых соответствуют диаметрам заготовки ia первом и втором переходах, и двух пуапсонов, из которых внутренний 2 имеет обычную форму и служит для осуществления второй операции, и наружный 3 - кольцеобразной формы, предназначен для воздействия на торец заготовки 4 .
Такое приспособление может быть установлено на .тюбом вытяжном прессе с одним или двумя ползунами.
Метод работы заключается в том, что полученную после первой обычно вытяжной операции заготовку ц 1линдрической формы с догыщком подвергают второй операции вытяжки па описанном щтампс при одновремеццом воздействии иа заготовку двух пуансонов.
В то время, как внут|:1енний вытяжиой nyaiicon осуществляет обычную вытяжную операцию, действуя на дно заготовки, кольцевой пуансон нагружает кольцевой торец ее и, создавая дополннтельные сжнмающие напряжения в цилиндрической стенке, облегчает течение металла иод вытяжным цуансоном.
Кольцеобразный пуапсон приводится в действие внутренннм вытял ным пуансоном, укрепляемым на ползуне 5 пресса простого действия, через посредство жидкой среды. При работе на нрессах двойного действия кольцеобразный пуансон приводится в действие вторым ползуном пресса. Напряжения сжатия в к)омках заготовки могут регулироваться предохранительным клапаном 6, устаиовленным на линни высокого давления.
Предмет изобретения
1.Споеоб/глубокой вытяжки цилиндрических изделий, отличаюпл,ийся тем,.что, с целью облегчения течения металла иод вытяжным пуансоном для-уЬеличения глубины вытяжки на вторых иереходах после обычной цервой .вытяжки в цилиндрическую заготовку с донышком, на втором одновременно с вытяжкой заготовку нагружают вторым нуансонол, воздействующим на торец ее и создающим донолнительное напряжение сжатия в цилиндрической стенке заготовки.
2.Штамп второго перехода вытяжки для осуществления способа по и. 1, отличающийся тем, что, с целью создания доиолнительных напряжений сжатия в цилиндрической стенке заготовки для увеличения глубины вытяжки, щтамп снабжен двумя пуансонами с раздельным приводом, один из которых, воздействуя на дно заготовки, осуществляет вытяжку, а второй - кольцеобразный, осуществляя прижим заготовки, воздействует на торец ее стенки, чем облегчается течение металла под вытяжным пуансоном.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прессования пустотелых деталей переменного сечения | 1949 |
|
SU86383A1 |
| Приспособление для гидравлической вытяжки деталей на прессах простого действия | 1949 |
|
SU80127A1 |
| Устройство для регулирования подачи плунжерных насосов | 1948 |
|
SU80768A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ЗАГОТОВОК С ДНОМ, В ЧАСТНОСТИ, ТЯГ СТЕКЛООЧИСТИТЕЛЕЙ | 2000 |
|
RU2196018C2 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2202427C2 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ | 1971 |
|
SU315489A1 |
| Штамп для вытяжки с утонением | 1983 |
|
SU1147475A1 |
| Способ изготовления деталей из полых полуфабрикатов | 1986 |
|
SU1423226A1 |
| Штамп совмещенного действия | 1988 |
|
SU1763071A1 |
| Штамп для прессования в контейнере фасонных деталей и профилей | 1957 |
|
SU113445A1 |
