(54) СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА КАЧЕНИЯ С ВНУТРЕННЕЙ ГЕРМЕТИЧНОЙ ПОЛОСТБЮ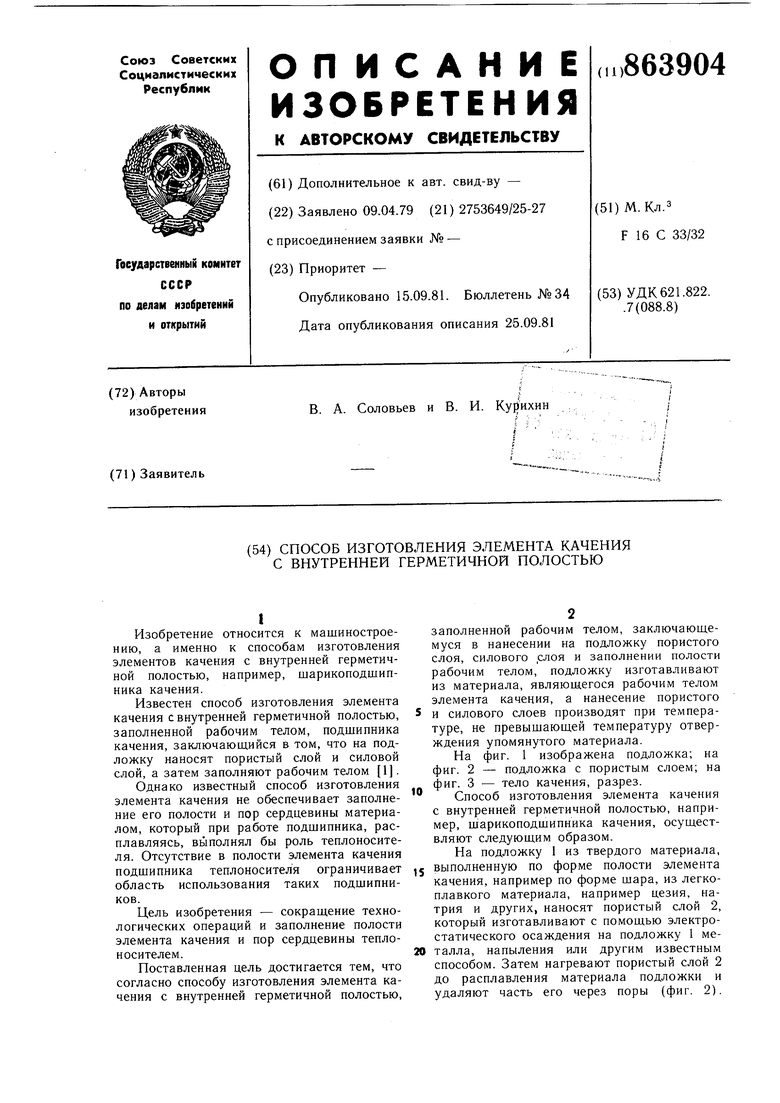
| название | год | авторы | номер документа |
|---|---|---|---|
| Подшипник качения | 1979 |
|
SU777273A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ ПОДШИПНИКА КАЧЕНИЯ И ДЕТАЛЬ ПОДШИПНИКА КАЧЕНИЯ | 2007 |
|
RU2446227C2 |
| АНТИФРИКЦИОННЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2025588C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИПОЛЯРНОЙ ПЛАСТИНЫ ДЛЯ ЩЕЛОЧНОГО ТОПЛИВНОГО ЭЛЕМЕНТА | 2014 |
|
RU2558372C1 |
| ТЕПЛООТВОДЯЩИЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2806062C2 |
| ПОДШИПНИК КАЧЕНИЯ С ЭМАЛЕВЫМ ПОКРЫТИЕМ | 2019 |
|
RU2721806C1 |
| Способ изготовления резьбовых калибров-колец | 1989 |
|
SU1670321A1 |
| Модель абсолютно черного тела | 1987 |
|
SU1622777A1 |
| ВАКУУМНЫЙ СТРОИТЕЛЬНЫЙ БЛОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2324037C2 |
| ИЗГОТОВЛЕНИЕ КОНДЕНСАТОРНОЙ СЕРДЦЕВИНЫ СИЛОВОЙ ВТУЛКИ ПОСРЕДСТВОМ АДДИТИВНОГО ПРОИЗВОДСТВА | 2018 |
|
RU2732855C1 |
t
Изобретение относится к машиностроению, а именно к способам изготовления элементов качения с внутренней герметичной полостью, например, шарикоподшипника качения.
Известен способ изготовления элемента качения с внутренней герметичной полостью, заполненной рабочим телом, подшипника качения, заключаюш,ийся в том, что на подложку наносят пористый слой и силовой слой, а затем заполняют рабочим телом 1.
Однако известный способ изготовления элемента качения не обеспечивает заполнение его полости и пор сердцевины материалом, который при работе подшипника, расплавляясь, вьшолнял бы роль теплоносителя. Отсутствие в полости элемента качения подшипника теплоносителя ограничивает область использования таких подшипников.
Цель изобретения - сокрашение технологических операций и заполнение полости элемента качения и пор сердцевины теплоносителем.
Поставленная цель достигается тем, что согласно способу изготовления элемента качения с внутренней герметичной полостью.
заполненной рабочим телом, заключающемуся в нанесении на подложку пористого слоя, силового ,слоя и заполнении полости рабочим телом, подложку изготавливают из материала, являюш,егося рабочим телом элемента качения, а нанесение пористого и силового слоев производят при температуре, не превышающей температуру отверждения упомянутого материала.
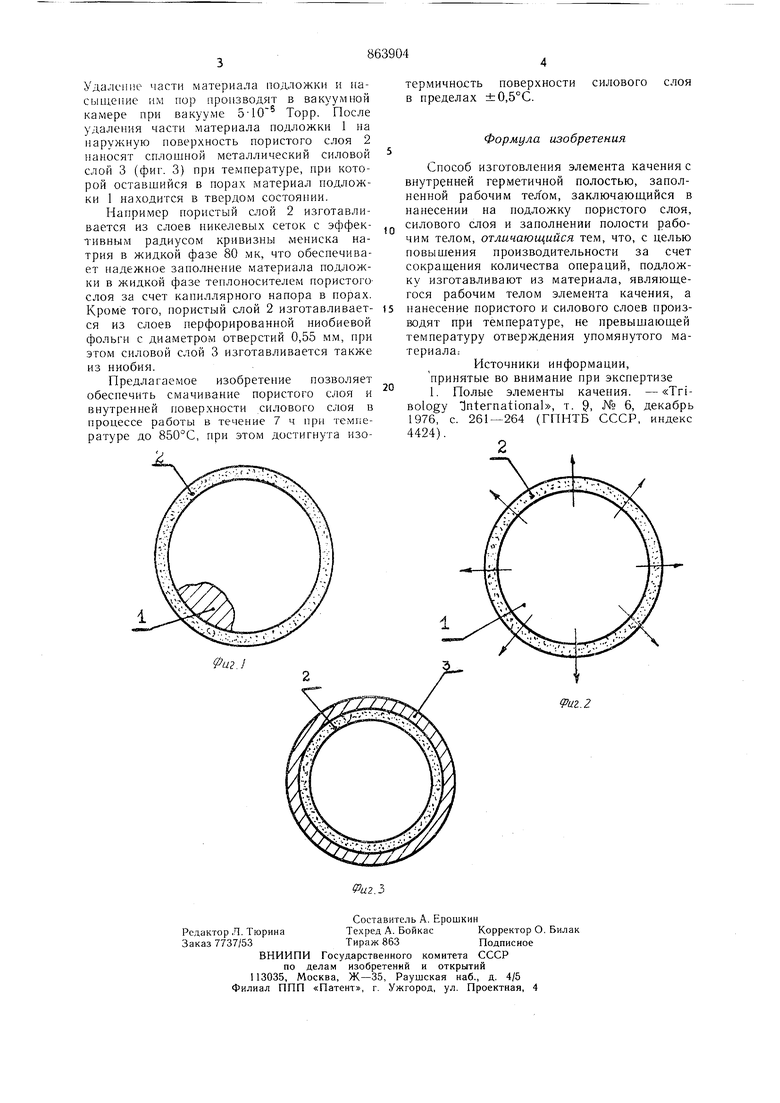
На фиг. 1 изображена подложка; на фиг. 2 - подложка с пористым слоем; на фиг. 3 - тело качения, разрез.
10
Способ изготовления элемента качения с внутренней герметичной полостью, например, шарикоподшипника качения, осуществляют следующим образом.
На подложку 1 из твердого материала, выполненную по форме полости элемента
15 качения, например по форме шара, из легкоплавкого материала, например цезия, натрия и других, наносят пористый слой 2, который изготавливают с помошью электростатического осаждения на подложку 1 металла, напыления или другим известным способом. Затем нагревают пористый слой 2 до расплавления материала подложки и удаляют часть его через поры (фиг. 2).
