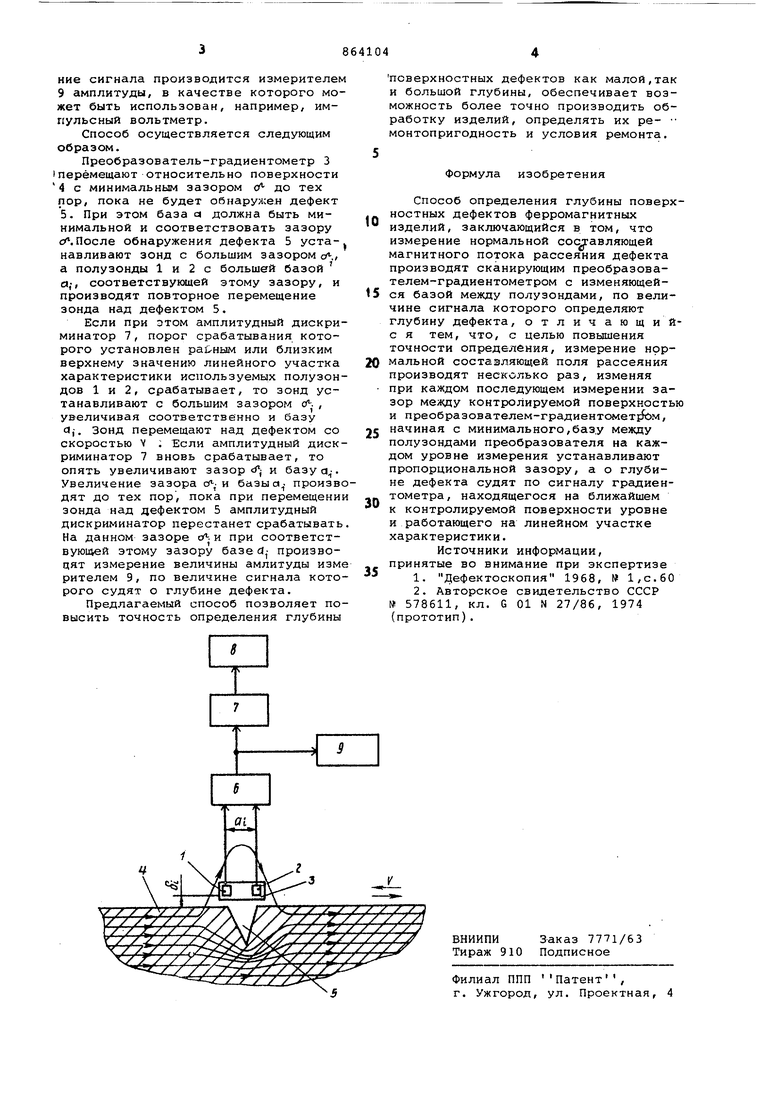
Изобретение относится к неразрушаивдему контролю качества поверхности Феррсмагнитных изделий и может использоваться для дефектоскопии изделий в металлургии и машиностроении . Известен способ обнаружения дефектов поверхности, заключающийся в том, что поверхность изделия сканируют феррозондом-градиентометром Ll Однако известный способ не позволяет судить с достаточной точностью о глубине дефекта по амплитуде сигна ла. Наиболее близким по технической сущности к изобретению является способ определения глубины поверхностных дефектов ферромагнитных изделий заключающийся в том, что измерение нормальной составляющей магнитного потока рассеяния дефекта производят сканирующим преобразователем-градиен тометром с изменяющейся базой между полузондами, по величине сигнала которого определяют глубину дефекта 2 Недостатком данного способа является его низкая точность при выявлении дефектов различной глубины. Цель изобретения - повышение точ .юсти определения. Указанная цель достигается тем, что измерение нормальной составляю- , щей поля рассеяния производят несколько раз, изменяя при каждом последующем измерении зазор между контролируемой поверхностью и преобразователем-градиентометром, начиная с минимального, базу между полузондами преобразователя на каждом уровне измерения устанавливают пропорциональной зазору, а о глубине дефекта судят по сигналу градиентетиетра, находящегося на ближайшем к контролируемой поверхности уровне и работающего на линейном участке характеристики. На чертеже представлена структурная схема устройства, реализукядего ого предлагаемый способ. Полузонды 1 и 2 преобразователяградиентсметра 3 располагаются над контролируемой поверхностью 4 с дефектом 5. Полузонды 1 и 2 подключены к блоку 6 обработки сигналов, выход которого соединен со входом амплитудного дискриминатора 7 с индикатором 8. Контролируемая поверхность 4 и преобразователь-градиентометр 3 перемещаются относительно друг друга со скоростью V . измере
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ магнитного неразрушающего контроля ферромагнитных изделий | 1974 |
|
SU578611A1 |
| СПОСОБ МАГНИТНОГО КОНТРОЛЯ ТОЧЕЧНЫХ СВАРНЫХ СОЕДИНЕНИЙ | 1992 |
|
RU2029295C1 |
| Способ дефектометрии поверхности изделий | 1988 |
|
SU1672342A1 |
| Способ магнитного контроля ферромагнитных изделий | 1987 |
|
SU1415165A1 |
| АППРОКСИМАЦИОННЫЙ СПОСОБ ОПРЕДЕЛЕНИЯ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ ДЕФЕКТОВ СПЛОШНОСТИ В ФЕРРОМАГНИТНЫХ ИЗДЕЛИЯХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2637376C1 |
| СПОСОБ МАГНИТНОЙ ДЕФЕКТОСКОПИИ | 2014 |
|
RU2566418C1 |
| Преобразователь-градиентомер | 1973 |
|
SU534683A1 |
| Способ контроля физико-механическихпАРАМЕТРОВ фЕРРОМАгНиТНыХ МАТЕРиАлОВи пРЕОбРАзОВАТЕль для ЕгО ОСущЕСТВлЕ-Ния | 1978 |
|
SU824019A1 |
| Способ неразрушающего контроля изделий | 1979 |
|
SU783667A1 |
| СПОСОБ БЕСКОНТАКТНОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2661312C1 |
