Изобретение относится к магнитной дефектоскопии, может найти применение при контроле качества сварных соединений изделий из ферромагнитных материалов и предназначено для повышения достоверности при контроле соединений, выполненных контактной сваркой.
Известен способ магнитного контроля сварных соединений, согласно которому контролируемые изделия, выполненные контактной сваркой, перед намагничиванием размагничивают, а намагничивание осуществляют полями 2-40 А/см и считывают поля рассеяния с помощью магнитного преобразователя.
Недостатком известного способа является то, что он лишь указывает в сварной точке литое ядро или непровар, но не дает возможность определить размеры литого ядра, определяющие надежность и работоспособность сварного соединения.
Целью изобретения являются повышение достоверности и производительности при контроле соединений, выполненных контактной сваркой.
Указанная цель достигается способом магнитного контроля точечных сварных соединений, заключающимся в том, что предварительно размагниченное контролируемое изделие намагничивают полями 2-40 А/см и считывают поля рассеяния с помощью магнитного преобразователя. Согласно изобретению сканирование контролируемого соединения производят с шагом h, измеряют нормальную составляющую поля рассеяния, выделяют ее экстремальное значение, а о качестве сварного соединения судят по диаметру d сварной точки, которая определяется выражением d= h˙n, где n - количество измерений между двумя экстремумами.
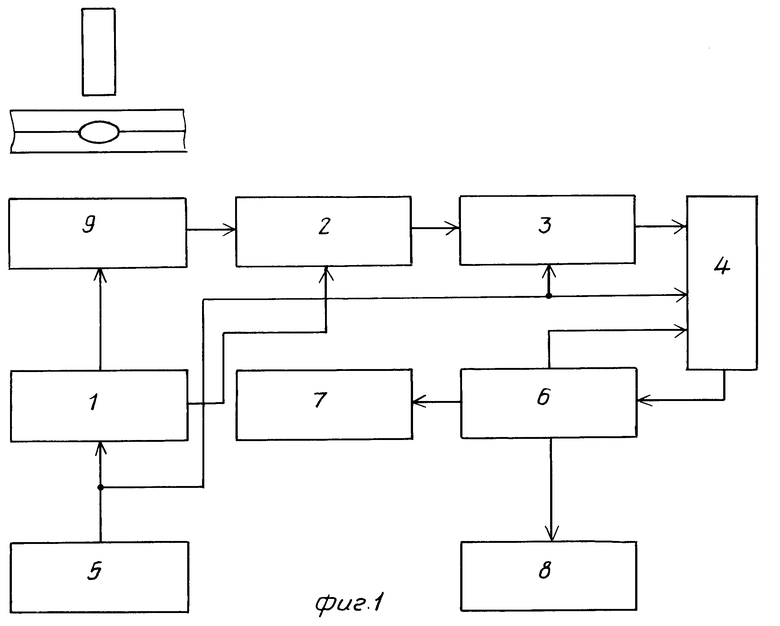
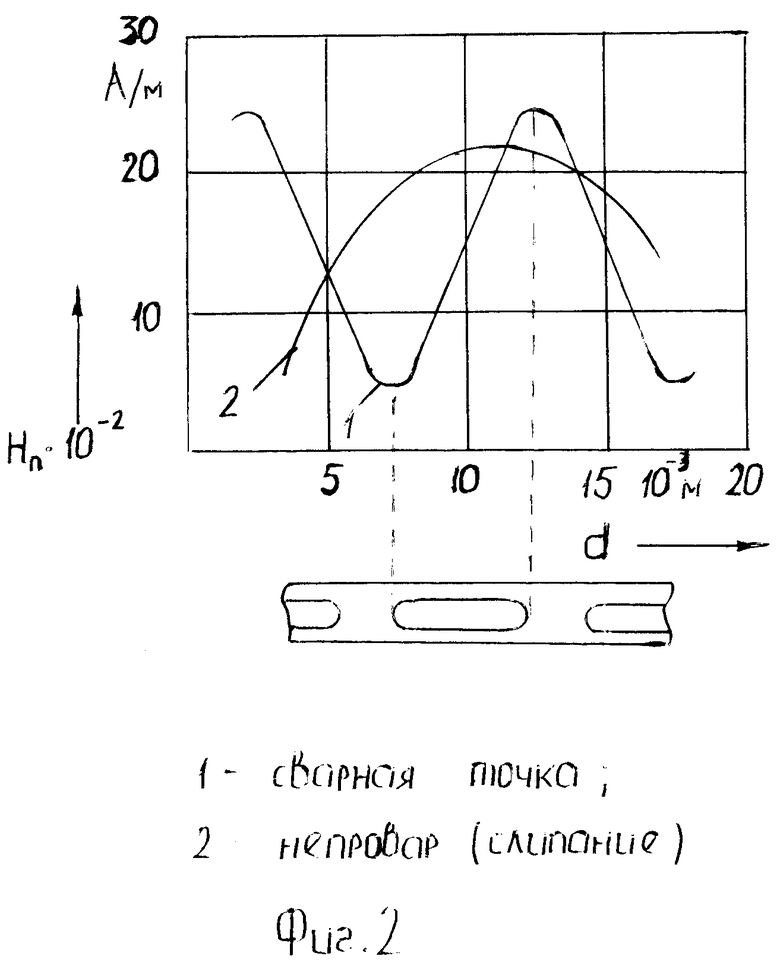
На фиг. 1 изображена принципиальная схема устройства, используемого в данном способе; на фиг.2 - кривая зависимости.
Способ осуществляется следующим образом.
Сварное соединение после сварки размагничивают, а затем намагничивают в слабых диапазонах полей. Устанавливают феррозонд-градиентометр над сварной точкой таким образом, чтобы он был перпендикулярен плоскости соединения. При помощи устройства перемещения производят перемещение датчика над сварной точкой с постоянной скоростью. При этом через каждые 0,1 мм производят запись величины нормальной составляющей магнитостатического поля Нп.
Устройство для контроля содержит генератор 1, коммутатор 2, усилитель 3, АЦП 4, блок 5 питания, микроЭВМ 6, дисплей 7, печатающее устройство 8 (фиг.1). Генератор вырабатывает импульсы на обмотку возбуждения феррозонда. В результате взаимодействия поля обмотки возбуждения с магнитостатическим полем сварного соединения в измерительной обмотке датчика наводится ЭДС, пропорциональная величине этого поля.
Для выделения наиболее информативной составляющей ЭДС применен коммутатор, позволяющий синхронно с генератором выделять вторую гармонику сигнала. Выделенный сигнал поступает на АЦП. По алгоритму, записанному в ОЗУ микроЭВМ, производится формирование запускающего импульса АЦП 4, по сигналу которого ЭВМ производит анализ конца преобразования АЦП. Как только преобразование заканчивается, осуществляется ввод в специальную область ОЗУ ЭВМ величины поля. Ввод информации организован таким образом, что производится запись информации через каждые 0,1 мм пути датчика с перекрыванием границ точек в 1,5-2 раза.
Характер топографий нормальных составляющих сварных соединений с дефектами и литым ядром представлен на фиг.2. Как видно из графика кривая 1 соответствует сварной точке с номинальным диаметром, экстремальные значения этой кривой коррелируют с диаметром сварной точки 2. МикроЭВМ, записав подобную кривую ОЗУ, производит ее соответствующую обработку, которая сводится к последовательному отысканию экстремальных значений, их анализу и окончательному определению диаметра литого ядра.
Период tn запускающих импульсов от ЭВМ - это время необходимое для перемещения феррозонда на заданное расстояние в 0,1 мм при определенной скорости перемещения, т.е.
tn = h/vсу, где vсу - скорость сканирующего устройства;
h - шаг измерений.
Диаметр ядра будет определяться количеством измерений между двумя экстремумами и шагом измерения
d= h ˙n, где n - количество измерений между двумя экстремумами.
Рассчитанный диаметр выводится на дисплей, а при необходимости- на печатающее устройство. При браке в виде непровара выводится соответствующая информация.
П р и м е р. Контролировали магнитографическим методом изделия типа передних стенок кабины трактора МПЗ-80. При контроле с использованием предложенного метода и устройства достоверность контроля возросла на 25%, а производительность - на 60%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МАГНИТОГРАФИЧЕСКОГО КОНТРОЛЯ ФЕРРОМАГНИТНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2154818C2 |
| СПОСОБ МАГНИТНОГО КОНТРОЛЯ СВАРНЫХ ШВОВ | 1991 |
|
RU2029298C1 |
| СПОСОБ МАГНИТОГРАФИЧЕСКОГО КОНТРОЛЯ МНОГОСЛОЙНЫХ СВАРНЫХ СОЕДИНЕНИЙ | 1991 |
|
RU2029297C1 |
| Способ магнитного контроля сварных соединений | 1984 |
|
SU1254365A1 |
| Способ магнитографического контроля изделий из ферромагнитных материалов | 1988 |
|
SU1534380A1 |
| Способ магнитографического контроля | 1989 |
|
SU1698734A1 |
| Способ магнитографического контроля изделий из ферромагнитных материалов | 1984 |
|
SU1255911A1 |
| Способ магнитографического контроля сварных соединений | 1975 |
|
SU564583A1 |
| Способ магнитографического контроля изделий | 1988 |
|
SU1534382A1 |
| Способ магнитографического контроля | 1988 |
|
SU1633349A1 |
Изобретение относится к магнитной дефектоскопии и может быть использовано при контроле качества сварных соединений изделий из ферромагнитных материалов. Повышение достоверности и производительности контроля достигается тем, что в способе магнитного контроля точечных сварных соединений, заключающемся в том, что предварительно размагниченное контролируемое изделие намагничивают полями 2 - 40 А/см и считывают поля рассеяния с помощью магнитного преобразователя, сканирование контролируемого соединения производят с шагом h, измеряют нормальную составляющую поля рассеяния, выделяют ее экстремальные значения, а о качестве сварного соединения судят по диаметру d сварной точки, который определяется выражением d=h n, где n - количество измерений между двумя экстремумами. 2 ил.
СПОСОБ МАГНИТНОГО КОНТРОЛЯ ТОЧЕЧНЫХ СВАРНЫХ СОЕДИНЕНИЙ, заключающийся в том, что предварительно размагниченное контролируемое изделие намагничивают полями 2 - 40 А/см и считывают поля рассеяния с помощью магнитного преобразователя, отличающийся тем, что сканирование контролируемого соединения производят с шагом h, измеряют нормальную составляющую поля рассеяния, выделяют ее экстремальные значения, а о качестве сварного соединения судят по диаметру d сварной точки, который определяется выражением
d = h · n,
где n - количество измерений между двумя экстремумами.
| Способ магнитного контроля сварных соединений | 1984 |
|
SU1254365A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
