Изобретение относится к области магнитных неразрушающих методов контроля ферромагнитных изделий. Изобретение может быть использовано для определения геометрических размеров дефектов сплошности в ферромагнитном изделии, а также для разработки алгоритмов программного обеспечения магнитных дефектоскопов.
Существует много приборов оценки [1, 2, 3] геометрических параметров дефектов сплошности аналогичных по устройству, характеристикам и применению. Все эти приборы (например, [3] - прототип) содержат блок намагничивания объекта контроля, первичные преобразователи для регистрации образующихся при этом полей рассеяния дефектов, блок обработки сигналов, индикатор, систему сканирования.
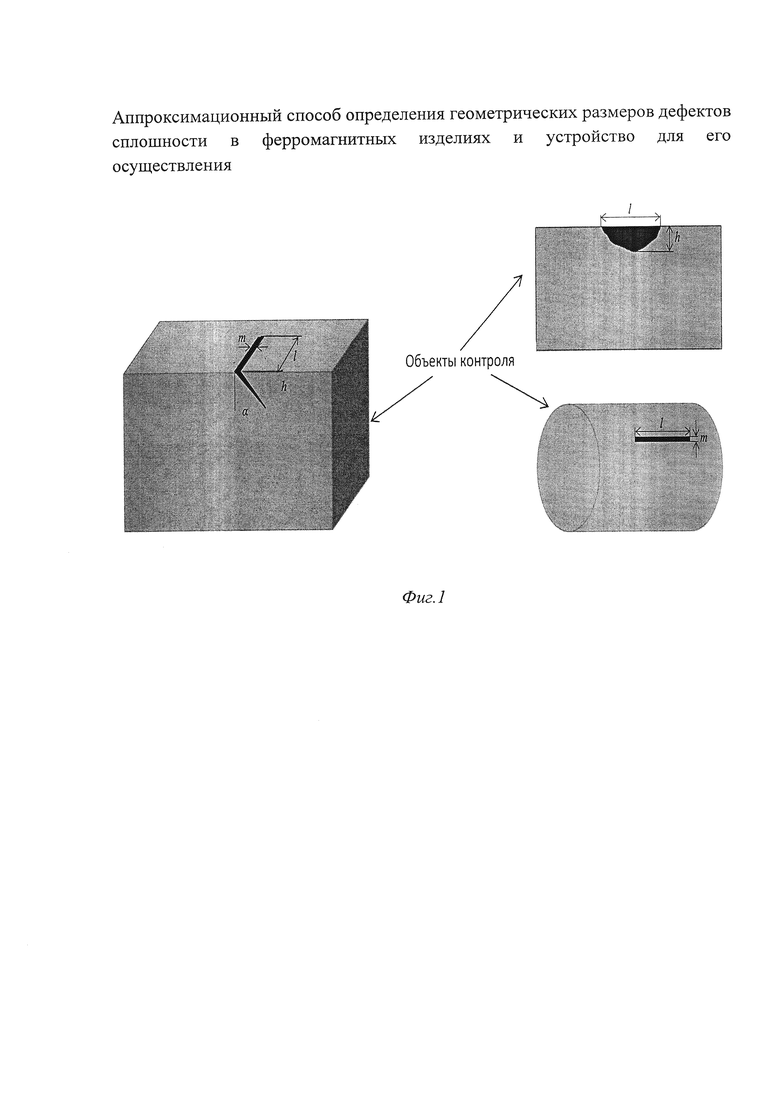
Общим недостатком всех этих приборов является то, что они лишь фиксируют наличие дефектов и только некоторые измеряют их глубину и ширину (имея при этом недостаточную точность и сложность реализации) и не измеряют другие необходимые (как показано на фиг. 1) параметры дефектов, такие как глубина h, ширина m, угол наклона α, протяженность  .
.
Задачами предлагаемого технического решения являются: возможность определения глубины (с необходимой точностью), ширины, угла наклона и протяженности дефектов, разработка устройства и алгоритма работы его программы определения параметров дефекта.
Поставленная задача решается тем, что в известном аппроксимационном способе определения геометрических размеров дефектов сплошности в ферромагнитном изделии, заключающемся в намагничивании объекта контроля и использовании преобразователей типа датчиков Холла, по сигналам которых судят о наличии и размерах дефектов, согласно изобретению используют два ряда преобразователей, расположенных вдоль и поперек направления сканирования, которые измеряют осевую В0 и ортогональную Ва составляющие поля рассеяния дефекта, фиксируют максимальные значения обеих составляющих - В0 max - осевой, Ba max - ортогональной, для осевой составляющей фиксируют длительность Δt интервала времени, когда преобразователь находится над дефектом, и вычисляют ориентировочную длину дефекта l0=Vск⋅Δt, где Vск - скорость сканирования, фиксируют количество n измерителей ортогональной составляющей, в которых сигнал не равен нулю, и вычисляют ориентировочную ширину дефекта ma=n⋅Δ, где Δ - ширина зоны контроля преобразователя, по четырем измеренным параметрам (B0 max, Ba max, Δt, n), используя базу данных сигналов при моделировании дефектов, определяют дефект, сигналы которого наиболее близки к измеренным, и параметры этого дефекта принимают за параметры неизвестного дефекта (m, h, α, l) с учетом ориентировочных значений l0 и ma.
В части устройства поставленная задача решается тем, что известное устройство для реализации аппроксимационного способа определения параметров дефектов сплошности ферромагнитных изделий, содержащее намагничивающее устройство, блок преобразователей для измерения магнитного поля рассеивания дефектов, усилитель сигналов преобразователей, аналого-цифровой преобразователь, блок обработки сигналов, регистрирующее устройство наличия и определения размеров дефектов, сканирующее устройство, согласно изобретению снабжено двумя рядами преобразователей, расположенных вдоль и поперек направления сканирования и измеряющих осевую В0 и ортогональную Ва составляющие магнитного поля, в блоке обработки предусмотрены блоки для измерения максимальных значений осевой B0 max и ортогональной Ba max составляющих поля рассеяния, блоки для измерения длительности интервала времени сигнала осевой В0 составляющей магнитного поля над дефектом, блоки для определения количества преобразователей, фиксирующих ортогональную составляющую магнитного поля, в которых сигнал не равен нулю, регистрирующее устройство содержит также элементы памяти, где хранятся результаты моделирования дефектов различных размеров.
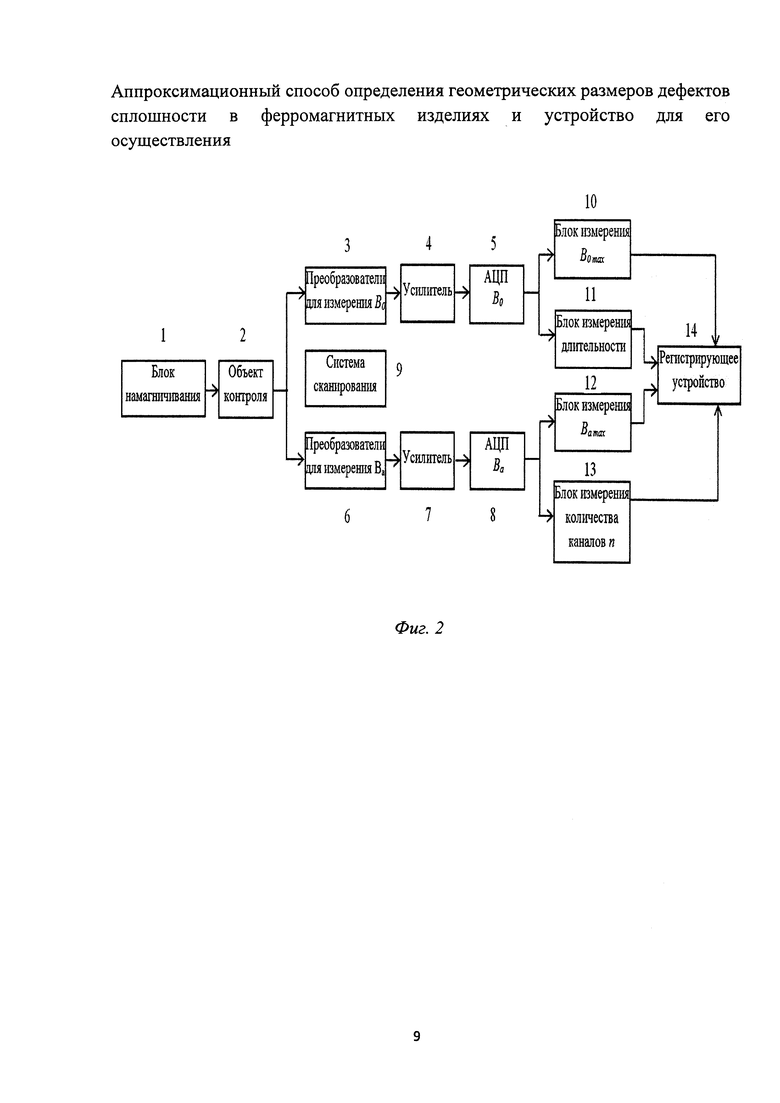
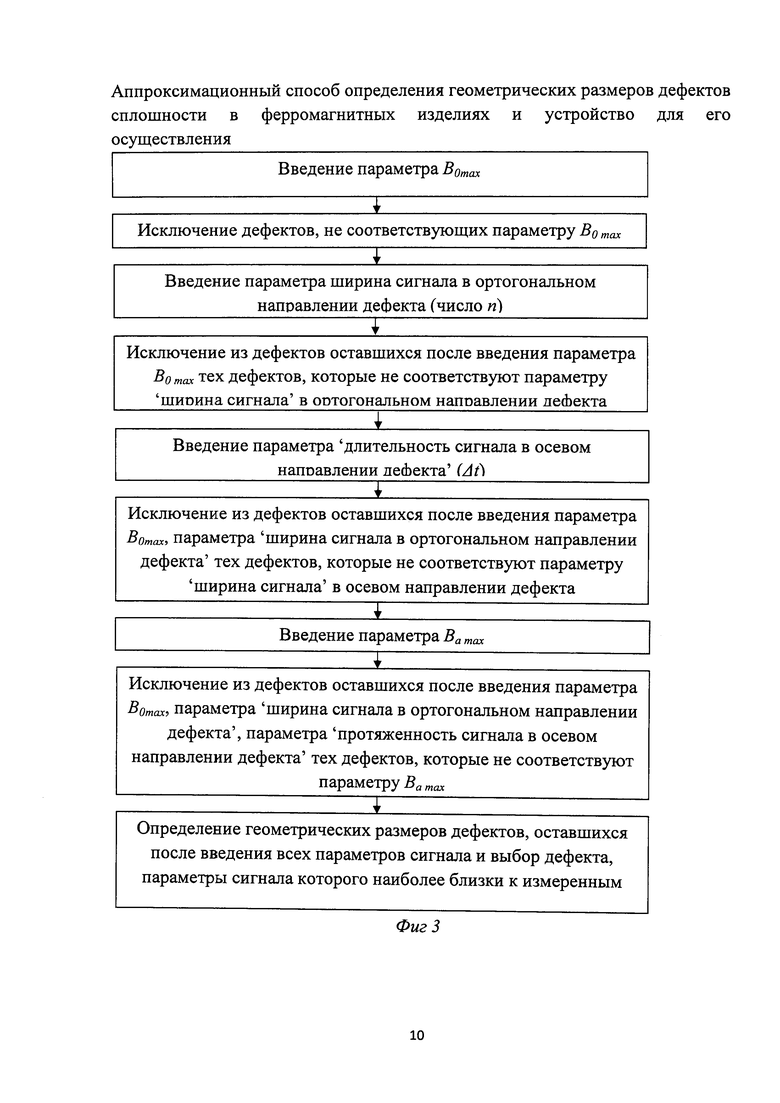
На фиг. 1 изображены дефекты типа трещина и риска и обозначены параметры дефектов. На фиг. 2 представлена блок-схема устройства для магнитной дефектоскопии. На фиг. 3 показан алгоритм метода определения геометрических размеров дефектов.
Блок-схема предлагаемого устройства для определения геометрических размеров дефектов сплошности в ферромагнитных изделиях, содержит последовательно соединенные блок намагничивания 1, объект контроя 2, преобразователи для измерения осевой составляющей В0 магнитного поля рассеивания дефекта 3, усилитель 4, АЦП в канале В0 5, преобразователи для измерения ортогональной составляющей Ва 6, усилитель 7, АЦП в канале Ва 8, систему сканирования 9, блок измерения максимального значения В0 max 10, блок измерения Δt длительности сигнала В0 11, блок измерения максимального значения сигнала Ва max 12, блок измерения количества n преобразователей канала Ва, где сигнал не равен нулю.
Предлагаемое устройство (фиг. 2) содержит преобразователи для измерения двух ортогональных составляющих магнитного поля рассеяния дефекта (в случае цилиндрического ОК - осевая B0 и азимутальная Ва компоненты). Если скорость сканирования в направлении оси V0, а длительность импульса B0 фиксируемого в блоке обработки Δt, то длина (фиг. 1) дефекта l0=V0×Δt.
Фиксацию Ва производят ряд расположенных в направлении компоненты Ва преобразователей, протяженность зоны чувствительности в этом направлении - Δ. Таким образом, если в n преобразователях этого ряда фиксируется сигнал Ва, то ширина (фиг. 1) дефекта ma=n×Δ. Кроме того, в блоке обработки фиксируются максимальные значения B0 max и Ba max.
Для определения глубины дефекта h и угла его наклона α (фиг. 1) было проведено в программной среде ANSYS моделирование зависимости сочетаний параметров сигналов от сочетаний параметров дефектов (m, h, α, l) для объектов, электрофизические параметры которых соответствуют параметроам контролируемых объектов. По результатам составлена обширная база данных для всех практически возможных сочетаний параметров дефектов, разработан алгоритм и составлена программа (фиг. 3) определения всех параметров дефекта,наиболее соответствующего полученному сочетанию параметров сигналов. Параметры модели соответствуют условиям проведения процедуры магнитного контроля реальных объектов. Структурная схема предлагаемого устройства изображена на фиг. 2. Функционирование алгоритма ясно из фиг. 3. Производится последовательное исключение вариантов, для которых хотя бы один из параметров сигналов не соответствует измеренным.
Способ положен в основу работы дефектоскопа по структурной схеме на фиг. 2. Работает устройство следующим образом.
Блок намагничивания 1 доводит объект контроля 2 (или его участок) до состояния, близкого техническому насыщению. Потоки рассеяния дефектов регистрируют магниточувствительные преобразователи 3, 6, например датчики Холла, сигналы которых усиливаются усилителями 4, 7 и через АЦП 5,8 поступают в блоки обработки 10-13, где согласно предлагаемому способу, изложенному выше, фиксируются и определяются максимальные значения осевой и азимутальной составляющих B0 max и Ba max поля рассеяния дефекта, длительность Δt сигнала В0, количество n преобразователей и с использованием алгоритма (фиг. 3) и базы данных сигналов от дефектов (хранящейся в памяти) определяют параметры дефекта, сигналы которого наиболее близки к измеренным, и эти параметры (дефекта) считают параметрами измеряемого дефекта. Эти данные поступают на регистрирующее устройство 14, в котором из хранящихся в памяти вариантов сигналов дефектов выбирают по алгоритму, согласно фиг. 3, наиболее близкий вариант, параметры дефекта данного варианта (l, m, h, α) принимают за параметры измеряемого дефекта. Количество преобразователей выбирается таким, чтобы избежать при контроле пропуска дефектов.
Источники информации
1. Р.В. Загидулин и др. Патент РФ №1777067 «Способ определения параметров поверхностного дефекта типа трещины на ферромагнитном объекте». БИ №43, 1992.
2. О.А. Булычев и др. Патент РФ №1810809 «Способ определения ширины трещины в ферромагнитном изделии». БИ №15, 1993.
3. Неразрушающий контроль. В 5 кн. Кн. 3. Электромагнитный контроль: практическое пособие. В.Г. Герасимов, А.Д. Покровский, В.В. Сухоруков / Под. ред. В.В. Сухорукова. - М.: Высшая школа, 1992. - 128 с.
Группа изобретений может быть использована для определения геометрических размеров дефектов сплошности в ферромагнитном изделии, а также для разработки алгоритмов программного обеспечения магнитных дефектоскопов. Группа изобретений реализуется в виде устройства, содержащего блок намагничивания, датчики Холла, усилитель, АЦП и блок обработки, где фиксируются и определяются максимальные значения осевой и азимутальной составляющих поля рассеяния дефекта, ширина и длина дефекта. Используя алгоритм и базы данных сигналов от дефектов, определяют параметры дефекта, сигналы которого наиболее близки к измеренным, и эти параметры считают параметрами измеряемого дефекта. Технический результат – повышение точности определения параметров дефектов. 2 н.п. ф-лы, 3 ил.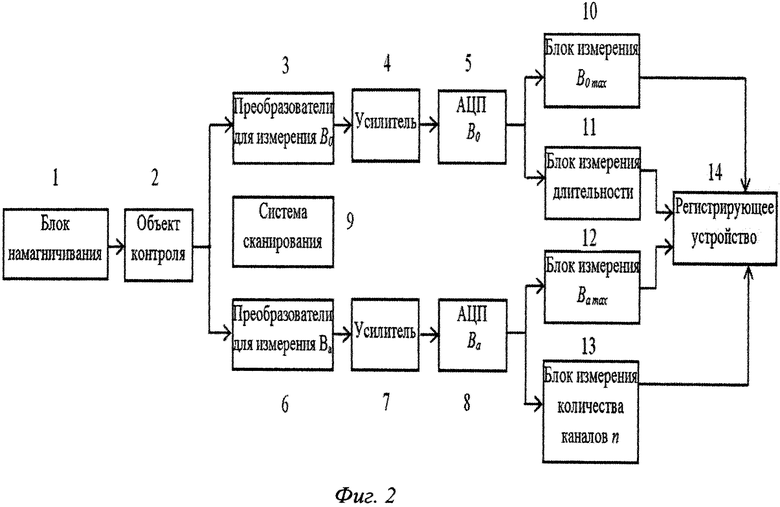
1. Аппроксимационный способ определения геометрических размеров дефектов сплошности в ферромагнитном изделии, заключающийся в намагничивании объекта контроля и использовании преобразователей (датчиков Холла), по сигналам которых судят о наличии и размерах дефектов, отличающийся тем, что используют два ряда преобразователей, расположенных вдоль и поперек сканирования, которые измеряют осевую В0 и ортогональную Ва составляющие поля рассеяния дефекта; фиксируют максимальные значения обеих составляющих B0 max (осевой), Ba max (ортогональной), для осевой составляющей фиксируют длительность Δt интервала времени, когда преобразователь находится над дефектом, и вычисляют длину l0 дефекта l0=Vск*Δt, где Vск - скорость сканирования; фиксируют количество n измерителей азимутальной составляющей, в которых сигнал не равен нулю, и вычисляют ширину дефекта ma=n×Δ, где Δ - ширина зоны контроля преобразователя; по четырем измеренным параметрам (В0 max, Ва max, l0, ma), используя базу данных подобных сигналов для моделирования дефектов, определяют дефект, сигналы которого наиболее близки к измеренным, и параметры определенного дефекта принимают за параметры неизвестного дефекта (m, h, α, l), где m - ширина, h - глубина, α - угол наклона, l - протяженность.
2. Устройство для реализации аппроксимационного способа определения параметров дефектов сплошности ферромагнитных изделий, содержащее намагничивающее устройство, блок преобразователей для измерения магнитного поля рассеяния дефектов, усилитель сигналов преобразователей, аналого-цифровой преобразователь, блок обработки сигналов, регистрирующее устройство наличия и определения размеров дефектов, сканирующее устройство, отличающееся тем, что оно снабжено двумя рядами преобразователей, расположенных вдоль и поперек направления сканирования и измеряющих осевую В0 и ортогональную Ва составляющие магнитного поля (где В0 - составляющая магнитного поля дефекта в направлении сканирования, Ва - составляющая магнитного поля в направлении, перпендикулярном сканированию), в блоке обработки предусмотрены блоки для измерения максимальных значений осевой (В0 max) и ортогональной (Ва max) составляющих поля рассеяния, блоки для измерения длительности интервала времени сигнала осевой В0 составляющей магнитного поля над дефектом, определения количества преобразователей, фиксирующих ортогональную составляющую магнитного поля, в которых сигнал не равен нулю, регистрирующее устройство содержит также элементы памяти, где хранятся результаты моделирования дефектов различных размеров.
| Способ определения ширины трещины в ферромагнитном изделии | 1991 |
|
SU1810809A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРЕДЕЛЬНОЙ ВЫЯВЛЯЕМОСТИ ДЕФЕКТОВ МЕТОДОМ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ | 2003 |
|
RU2243547C2 |
| СПОСОБ ИМПУЛЬСНОГО ВИХРЕТОКОВОГО КОНТРОЛЯ | 2008 |
|
RU2377554C2 |
| WO 2015179237 A1, 26.11.2015. | |||

