(54) ЗАЛИВОЧНО-ДОЗИРУЮЩЕЕ УСТРОЙСТВО
| название | год | авторы | номер документа |
|---|---|---|---|
| Поворотный делительный стол | 1985 |
|
SU1283048A1 |
| Установка для центробежного литья | 1973 |
|
SU539509A3 |
| Дозатор для вязких жидкостей | 1990 |
|
SU1731684A1 |
| Дозатор жидкого металла | 1975 |
|
SU554946A1 |
| Устройство для подачи жидкости под давлением | 1983 |
|
SU1369823A1 |
| УСТРОЙСТВО ДЛЯ ОТКАЧКИ ВОДЫ ИЗ СКВАЖИНЫ | 1996 |
|
RU2115832C1 |
| Насос-дозатор | 1989 |
|
SU1733685A1 |
| Гидравлический шаговый привод | 1990 |
|
SU1781469A1 |
| Пневматический безыгольный инъектор | 1979 |
|
SU939015A1 |
| Устройство для наполнения и сборки капсул | 1976 |
|
SU565667A1 |
1
Изобретение относится к литейному производству и может быть использовано для механизации дозированной разливки металла в литейные формы.
Известно заливочно-дозирующее устройство, содержащее сферическую емкость, закрепленную на вертикальной штанге механизма перемещения. В нижней части емкости установлен патрубок для забора и слива металла, а над верхним торцом патрубка с зазором закреплена крышка, нижняя кромка которой расположена ниже верхнего торца патрубка. Внутренняя полость сферической емкости через отверстие и клапан соединена с атмосферой. На кронштейне, закрепленном, на вертикальной штанге механизма перемещения, установлен электроконтактный датчик уровня погружения емкости в жидкий металл 1 .
Недостатками известного дозатора являются малая его производительность, поскольку металл медленно заполняет сферическую емкость самотеком, затем затрачивается время на слйв части металла из емкости до восстановления равновесия, давления на зеркало металла и давления столба
жидкого металла. При сливе части металла, до восстановления равновесия разности давлений, на нижнем торце патрубка образуется «настыль, что препятствует созданию полной струи при заливке в заливочное отверстие. Происходит дополнительное окисление металла при сливе излишков.
Наиболее близким по технической сущности к предлагаемому является заливочнодозирующее устройство, содержащее камеру со всасывающим соплом и встроенным в нее поршнем, соединенным с приводом возврат10но-поступательного движения 2.
Недостатком устройства является сложность и ненадежность конструкции, поскольку часть его функциональных узлов постоянно находится под слоем расплавленного
15 металла.
Цель изобретения - упрощение конструкции и повышение ее надежности.
Поставленная цель достигается тем, что устройство снабжено планщайбой, в камере выполнена открытая сверху проточка, а
20 порщень выполнен кольцевым и установлен в проточку с зазором по его нерабочей поверхности, при этом с приводом возвратнопоступательного движения поршень соединен через планшайбу. Кроме того, в поршне выполнена полость для охлаждения, а устройство дополнительно снабжено полым элементом, соединенным с планшайбой и установленным в рабочем пространстве камеры коаксиально ей.
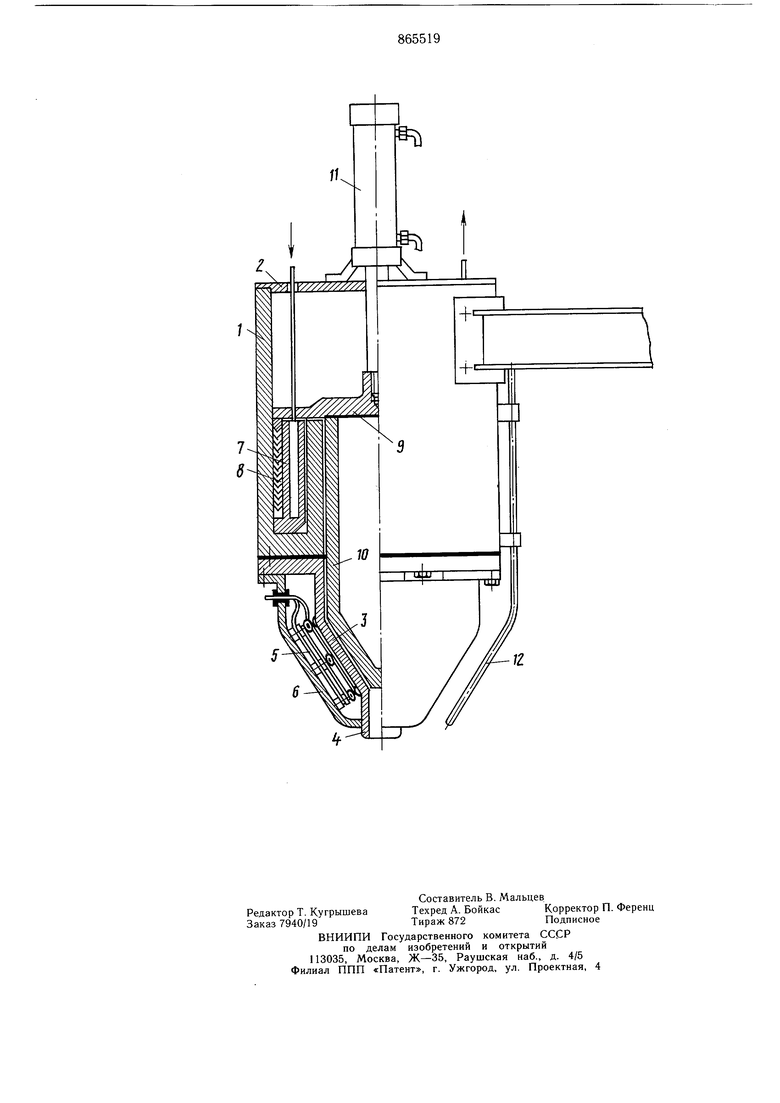
На чертеже показана схема устройства.
Заливочно-дозируюш,ее устройство содержит камеру 1 с фланцем 2. Камера 1 жестко соединена с корпусом 3, заканчивающимся всасывающим соплом 4 с электронагревателем 5, закрепленным на съемном кожухе 6. В камере 1 выполнена кольцевая цилиндрическая проточка для кольцевого поршня 7. Для обеспечения герметичности кольцевой поршень 7 по наружному диаметру снабжен уплотнением 8, а между внутренними диаметрами кольцевого поршня 7 и цилиндрической проточкой имеется температурный зазор. В кольцевом поршне 7 выполнен канал для циркуляции охлажденной воды. К кольцевому поршню 7 крепится планшайба 9, заканчивающаяся со стороны корпуса 3 пустотелым элементом 10, который служит для уменьшения длины рабочего хода поршня при создании разряжения над зеркалом всасываемого металла. Между элементом 10 и внутренними стенками камеры 1 и корпуса 3 выполнен зазор, обеспечивающий свободный ход поршня. С противоположной стороны планшайба 9 жестко соединена со штоком гидро- или пневмоцилиндра 11, который расположен на фланце 2. К камере 1 крепится на изоляторах датчик 12 уровня погружения. Величина дозы металла регулируется ходом поршня гидро- или пневмоцилиндра 11 с помощью конечных выключателей (на чертеже не показаны).
Устройство работает следующим образом.
При помощи приводного механизма заливочно-дозирующее устройство поворачивается вокруг вертикальной оси к центру раздаточной печи щахтного типа, затем опускается в зеркало расплавленного металла до погружения всасывающего сопла 4, а датчик 12 дает команду на прекращение погружения и на ход поршня 7 и элемента 10 вверх для всасывания металла. В начальный момент движения поршня 7 вверх над зеркалом металла в рабочем пространстве корпуса 3 создается разряжение, которое способствует быстрому его заполнению жидким
металлом и удерживает его при переносе от раздаточной печи к заливочному отверстию.
Заливочно-дозирующее устройство после всасывания определенной дозы металла
поднимается вверх по вертикали, поворачивается на определенный угол до совпадения оси всасывающего сопла 4 с осью заливочного отверстия машины или кокильного станка, опускается вниз по вертикали и подает металл в форму, затем цикл повторяется.
Использование изобретения исключает температурное воздействие на трущиеся поверхности, воздействие атмосферы на сплав при его транспортировке, повышает
работоспособность и надежность в работе, а также позволяет применить его в автоматической линии заливочного участка, что дает возможность повысить производительность и ликвидировать ручной труд заливщика.
Формула изобретения
5 2. Устройство по п. 1, отличающееся тем, что в поршне выполнена полость для охлаждения.
Источники информации, принятые во внимание при экспертизе
№ 165526, кл. В 22 D 39/00, 1963 (прототип).
