(54) КОНЦЕВАЯ ФРЕЗА
| название | год | авторы | номер документа |
|---|---|---|---|
| Торцовая фреза | 1990 |
|
SU1754350A1 |
| ТОРЦЕВАЯ ФРЕЗА | 1992 |
|
RU2014175C1 |
| Способ настройки торцовой фрезы | 1988 |
|
SU1743732A1 |
| Торцовая фреза | 1989 |
|
SU1741982A1 |
| Фреза | 1980 |
|
SU965633A1 |
| Сборный режущий инструмент | 1990 |
|
SU1750858A1 |
| Головка для нарезания криволинейных зубьев зубчатых колес | 1986 |
|
SU1425002A1 |
| Торцовая ступенчатая фреза | 1990 |
|
SU1796360A1 |
| Фреза | 1990 |
|
SU1779486A1 |
| Торцовая фреза | 1988 |
|
SU1634394A1 |
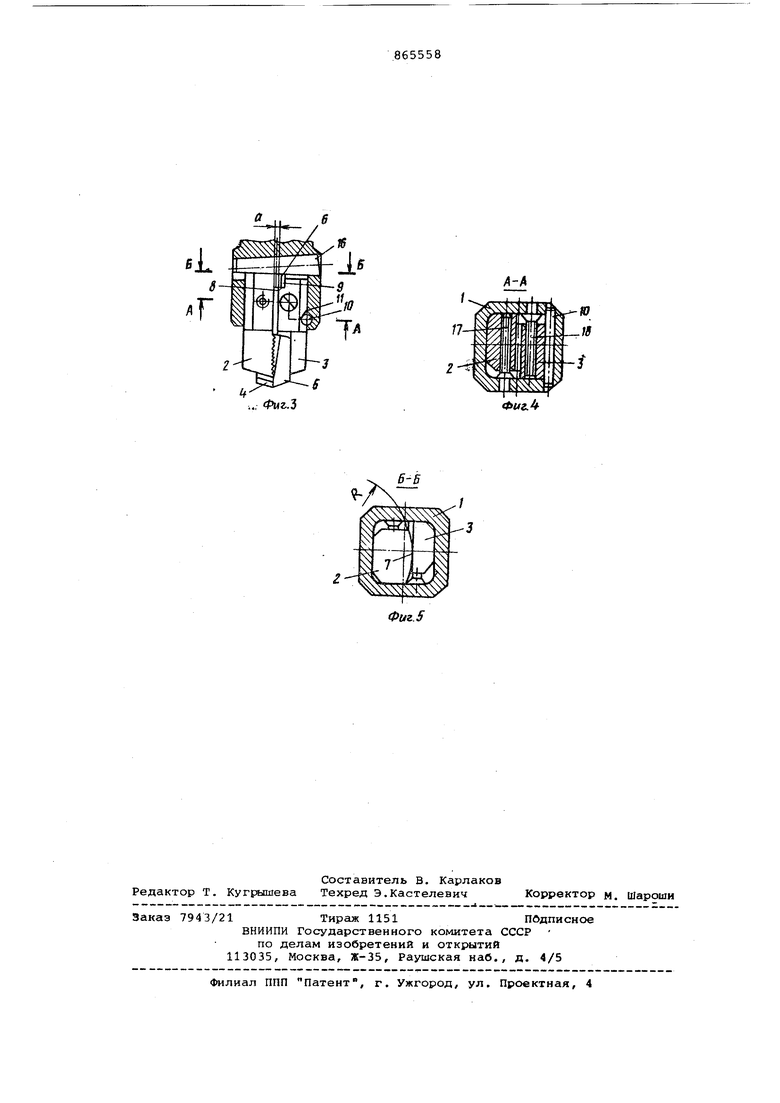
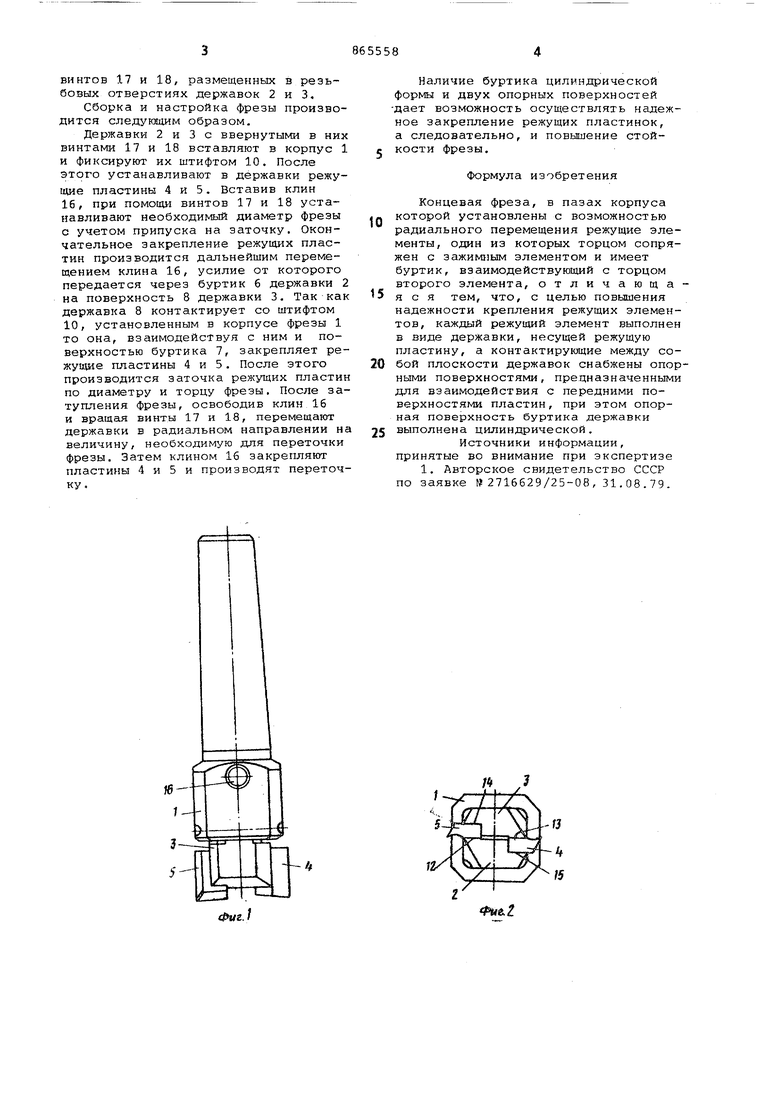
Изобретение относится к металлообработке и может быть использовано при проектировании концевых фрез. Известна концевая фреза, в пазах корпуса которой установлены с возмож ностью радиального перемещения режущие элементы, один из которых торцом сопряжен с зажимным элементом и имее буртик, взаимодействующий с торцом второго элемента .11 , Недостатком известной фрезы является низкая надежность крепления режущих элементов. Цель изобретения - повышение надежности крепления режущих элементов фре зы. Поставленная цель достигается тем что каждый режущий элемент выполнен в виде державки, несущий режущую пластину, а контактирующие между собой плоскости державок снабжены упорными поверхностями, предназначенными для взаимодействия с передними поверх ностями пластин, при этом опорная поверхность буртика державки выполнена цилиндрической. На фиг. 1 представлена конструкция фрезы; на фиг. 2 - фреза, вид со сто ;роны режущих элементов; на фиг. 3 то же, вид сбоку; на фиг. 4 - разрез А-А на фиг.З; на фиг. 5 - разрез Б-Б на фиг.З. В корпусе фрезы 1 выполнено квадратное отверстие, в котором установлены державки 2 и 3 с режущими пластинами 4 и 5. Державка 2 имеет буртик б, выполненный в форме цилиндра 7, которым она опирается на поверхности 8 и 9 углового паза державки 3. Державка 3 контактирует с цилиндрическим штифтом 10, установленным в корпусе фрезы 1, а вдоль отверстия под штифт 10 вьтолнен скос 11 под углом 30 к плоскости сопряжения ее с корпусом. Одна сторона державок 2 и 3 снабжена опорными поверхностями 12 и 13, а другая имеет гнезда 14 и 15 под режущие пластины 4 и 5. На опорных поверхностях 12 и 13 и режущих пластинах 4 и 5 перпендикулярно к оси фрезы выполнены рифления. Между державками 2 и 3 имеется зазор а, благодаря чему контакт между ними происходит по поверхностям 12 и 13, режущим пластинам 4 и 5 и цилиндрической Поверхности 7. Закрепление державок и соответственно режущих пластин производится клином 16. Регулировку фрезы по диаметру выполняют при помощи
винтов 17 и 18, размещенных в резьбовых отверстиях державок 2 и 3,
Сборка и настройка фрезы производится следующим образом.
Державки 2 и 3 с ввернутыми в них винтами 17 и 18 вставляют в корпус 1 и фиксируют их штифтом 10. После этого устанавливают в державки режущие пластины 4 и 5. Вставив клин 16, при помощи винтов 17 и 18 устанавливают необходимый диаметр фрезы с учетом припуска на заточку. Окончательное закрепление режущих пластин производится дальнейшим перемещением клина 16, усилие от которого передается через буртик 6 державки 2 на поверхность 8 державки 3. Так как державка 8 контактирует со штифтом 10, установленным в корпусе фрезы 1 то она, взаимодействуя с ним и поверхностью буртика 7, закрепляет режущие пластины 4 и 5. После этого производится заточка режущих пластин по диаметру и торцу фрезы. После затупления фрезы, освободив клин 16 и вращая винты 17 и 18, перемещают державки в радиальном направлении на величину, необходимую для переточки фрезы. Затем клином 16 закрепляют пластины 4 и 5 и производят переточку.
Наличие буртика цилиндрической формы и двух опорных поверхностей -дает возможность осуществлять надежное закрепление режущих пластинок, а следовательно, и повышение стойкости фрезы.
Формула изобретения
Концевая фреза, в пазах корпуса которой установлены с возможностью радиального перемещения режущие элементы, один из которых торцом сопряжен с зажимным элементом и имеет буртик, взаимодействующий с торцом второго элемента, отличающаяся тем, что, с целью повышения надежности крепления режущих элементов, каждый режущий элемент выполнен в виде державки, несущей режущую пластину, а контактирующие между собой плоскости державок снабжены опорными поверхностями, предназначенными для взаимодействия с передними поверхностями пластин, при этом опорная поверхность буртика державки выполнена цилиндрической.
Источники информации, принятые во внимание при экспертизе
Фиг.1
,.; Фиг,.Ъ
А-К
