Изобретение относится к металлорежущему инструменту, применяемому в услови- ях гибких производственных систем станочных модулей.
Известны конструкции фрез с многогранными режущими пластинами, обес- печивающими достаточно высокую производительность труда за счет сокраще-. ния времени на переналадку инструмента.
Однако надежность инструмента невысокая из-за того, что направление сил резания не совпадает с силами крепления пластин, а также из-за неопределенности базирования режущих пластин в пазах державок инструмента. Кроме того, применение таких конструкций инструмента в условиях ГПС резко снижает их эффективность, так как для переналадки инструмента необходим наладчик.
Известна конструкция торцовой фрезы, производительность процесса в которой повышена путем сокращения периода времени переналадки пластины на новый участок.
Однако переналадку должен осуществлять наладчик, кроме того, низкая точность
базирования режущей пластины снижает надежность инструмента.
Целью изобретения является повышение надежности креплениям точности базирования режущей пластины.
Указанная цель достигается тем, что фреза снабжена опорной пластиной для взаимодействия с боковой поверхностью режущей пластины, а также резьбовым соединением, расположенным в зубчатой передаче привода поворотной оси и штифтом для взаимодействия с упором, выполненным в зубчатой передаче, при этом число зубьев храпового механизма выполнено соответствующим числу граней режущей пластины.
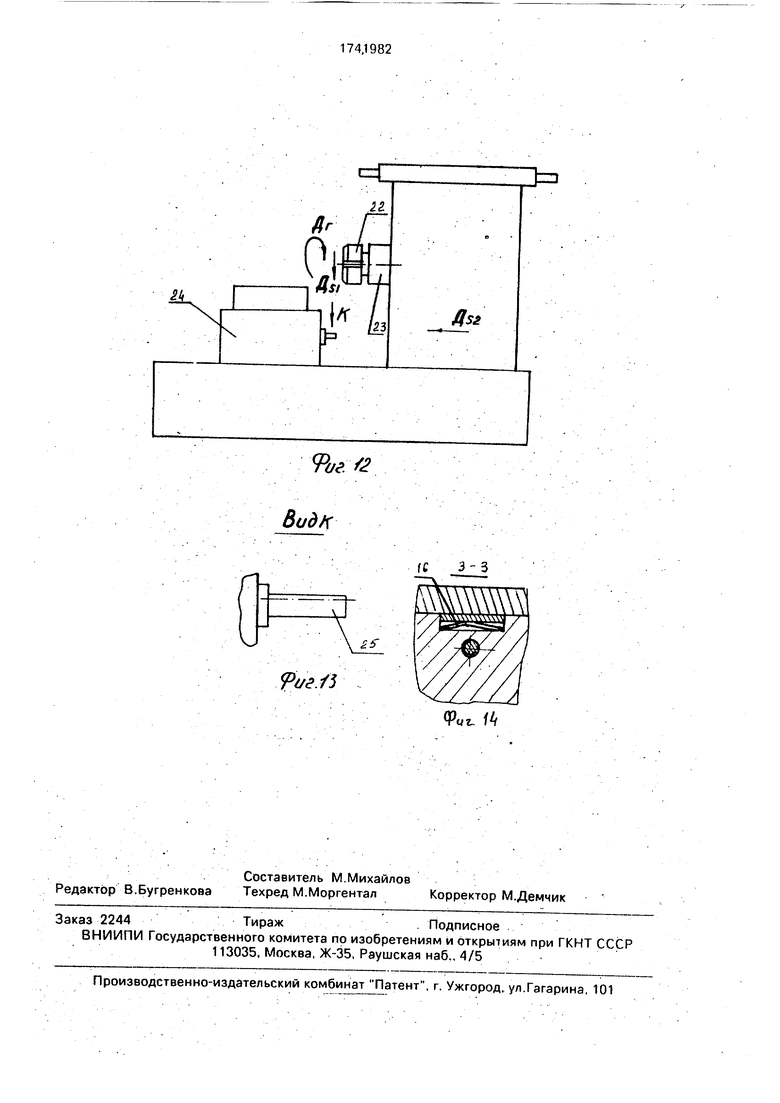
На фиг.1 изображена фреза, вид со стороны режущих пластин; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.2; на фиг.4 - вид В на фиг.1; на фиг.5 - узел I на фиг.З; на фиг.6 - узел II на фиг.З; на фиг.7 - фреза, разрез, на фиг.Ј - узел III на фиг.7; на фиг.9 - разрез Ж-Ж на фиг.З; на фиг. 10 - разрезД-Д на фиг.З; на фиг. 11 - вид Г на фиг.2; на фиг. 12 - станок с установлен(/
С
g ю
00
ю
ной фрезой, общий вид; на фиг 13 - вид К на фиг,12; на фиг.14 - разрез 3-3 на фиг.2.
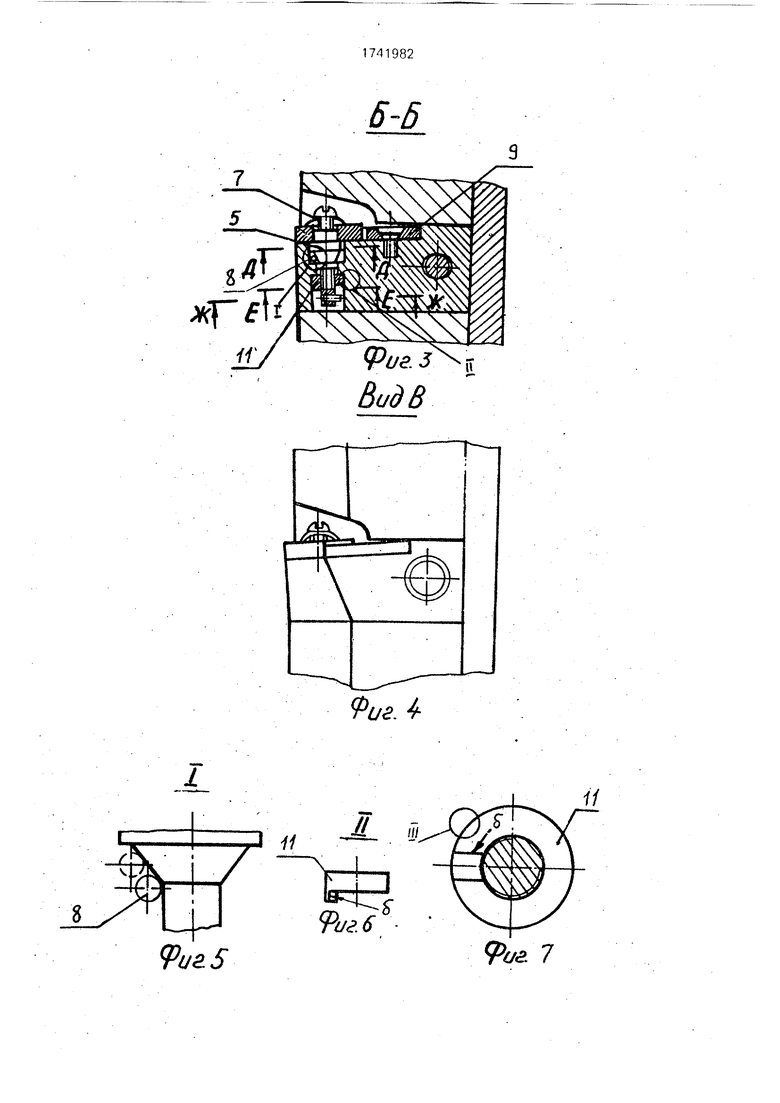
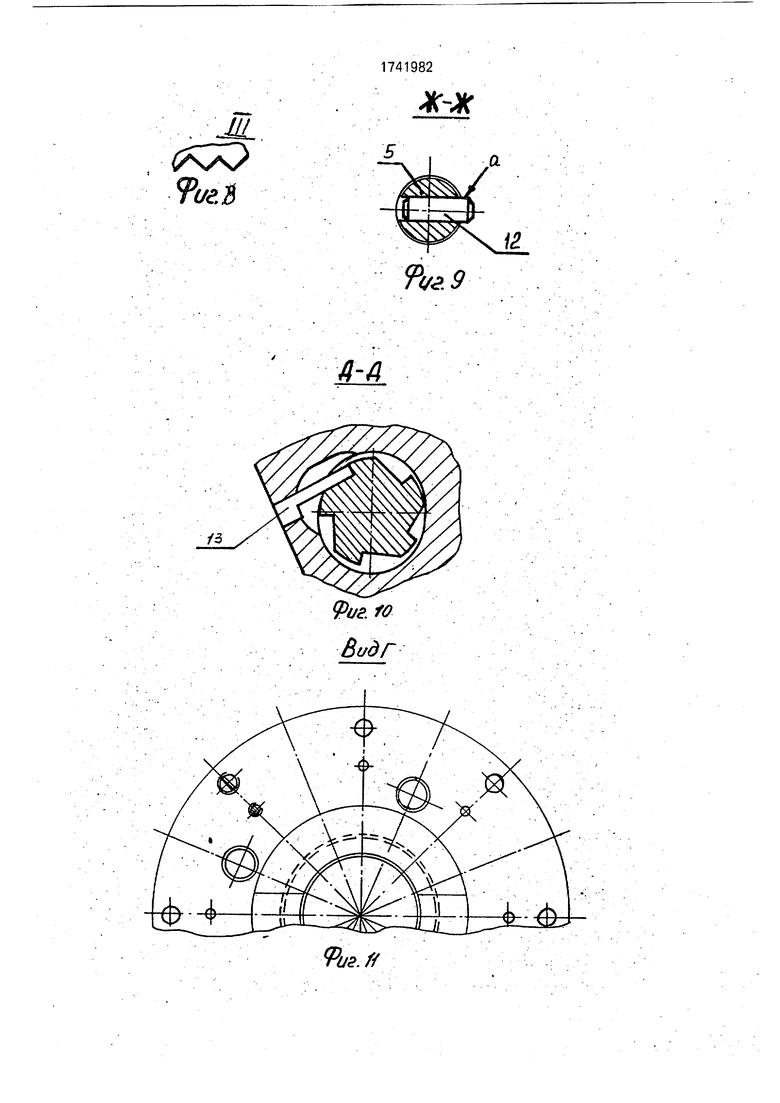
Фреза состоит из корпуса 1, в пазах которого установлены державки 2, закрепленные винтами 3. В отверстии державки установлены механизмы периодического поворота и зажима пластин 4, состоящие из поворотных осей 5 и приводных гаек 11. На верхнюю цилиндрическую ступень осей 5 установлены режущие пластины 4 и закреплены посредством винтов 6 и плоских пружин 7 (фиг.З). Коническая поверхность оси, опираясь на цилиндрический штифт 8, дополнительно прижимает режущую пластину боковыми базовыми гранями к угловому пазу пластины 9, закрепленной на державке 2 посредством винтов 10 (фиг.2). На нижней резьбовой части оси 5 навинчена гайка 11 и неподвижно установлен в отверстии штифт 12 (фиг.З). Ось 5 поворота стопорится пружинным фиксатором 13 (фиг 10), который имеет ступенчатую форму и ступень с большей шириной неподвижно установлена в державке 2. Положение режущих кромок фрезы регулируется в осевом и радиальном направлениях. В радиальном направлении - винтами 15, посредством клиньев 14 (фиг.2) и плоских пружин 16 (фиг. 14). В осевом направлении - посредством винтов 17, установленных в шайбе 18, закрепленной на корпусе 1 с помощью винтов 19 (фиг.2). В державке 2 выполнены пазы, имеющие прямоугольный профиль в сечении, закрытые плоскими пружинами 20, закрепленными на корпусе неподвижно с помощью заклепок 21 (фиг.1 и 2). Фреза 22 устанавливается в шпинделе 23 станка, на столе 24 которого крепится рейка 25 (фиг.12).
Фреза работает следующим образом.
После затупления режущих кромок фреза подводится в позицию их замены с помощью привода станка, Измерительными датчиками (не показаны) определяются изношенные грани пластин. Угловое положение их заносится в устройство числового управления станка, где рассчитываются необходимые углы поворота шпинделя станка вместе с фрезой. Поворот осуществляется до тех пор, пока паз державки с изношенной гранью окажется напротив торца рейки 25. После этого стойка станка вместе с фрезой 22 перемещается вдоль оси фрезы (движение Д на фиг, 12). Рейка 25, деформируя пластину 20 (фиг. 1). входит в паз в державки 2 и зацепляется с зубьями гайки 11. Рейка 25 прижимается к гайке деформированной
пластиной 20, При дальнейшем перемеще нии рейки, гайка 11 поворачивается и ось 5
перемещается вверх (фиг. 1) до тех пор, пока
поверхность а штифта 12 (фиг.9) коснется
поверхности б (фиг.8) выступа гайки 11. В момент контакта этих поверхностей режущая пластина должна выйти из углового паза пластины 9 (фиг,2 и 3). При дальнейшем повороте гайки 11 поворачивается ось 5
вместе с пластиной 4 на следующую грань. В момент поворота оси 5 фиксатор 13 выходит из паза оси 5 (фиг. 10). После этого стойка станка перемещается обратно, т.е. слева направо (фиг.12) и гайка 11 поворачивается
в обратном направлении. При повороте гайки 11 ось 5 стопорится от поворота пружинным фиксатором 13 (фиг. 10) и вследствие чего имеет возможность только перемещаться вниз (фиг.З) до контакта конической
части оси 5 со штифтом 8 (фиг.З, 5). После этого контакта пластина 4 перемещается вместе с осью 5 вниз и вправо (фиг.З) до касания нижней базовой грани с плоскостью державки 2 и боковых базовых граней
с пазом пластины 9. Усилие зажима регулируется жесткостью крепления рейки 25. При превращении установленного усилия рейка 25 проскальзывает по гайке 11.
Возможна также замена граней одновременно всех режущих пластин фрезы, для этого необходимо установить рейки 25 на столе станка по количеству режущих пластин. Рейки должны быть установлены по кругу диаметром равным диаметру пазов
державок Д.
Формула изобретения Торцовая фреза, содержащая корпус, сменные режущие пластины и механизм закрепления и периодического поворота режущих пластин, включающий поворотную ось под режущую пластину и зубчатую передачу, отличающаяся тем, что, с целью повышения надежности крепления и точности поворота путем обеспечения базирования режущей пластины по боковой опорной поверхности, фреза снабжена опорной пластиной для взаимодействия с боковой поверхностью режущей пластины, а также
резьбовым соединением, расположенным в зубчатой передаче привода поворотной оси. и штифтом для взаимодействия с уступом, выполненным в зубчатой передаче, при этом число зубьев механизма периодического поворота выполнено соответствующим числу граней режущей пластины.
6-6
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНЫЙ ГИПЕРБОЛОИДНЫЙ ЧЕРВЯЧНЫЙ ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ, СМЕННЫЕ ПОВОРОТНЫЕ НЕПЕРЕТАЧИВАЕМЫЕ РЕЖУЩИЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ И СПОСОБ ИХ ЭКСПЛУАТАЦИИ | 2014 |
|
RU2634565C2 |
| Сборная червячная фреза | 2023 |
|
RU2814755C1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Устройство для замены граней пластины резца | 1991 |
|
SU1804953A1 |
| ТОРЦЕВАЯ ФРЕЗА | 1992 |
|
RU2014175C1 |
| Станок для обточки изделий по спирали | 1936 |
|
SU49713A1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1995 |
|
RU2102201C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1998 |
|
RU2147496C1 |
| Сборный режущий инструмент | 1984 |
|
SU1199469A1 |
| Шпиндельная головка круглопалочного станка | 1985 |
|
SU1301706A1 |

Использование: металлорежущий инструмент, в частности многоозубые сборные фрезы, применяемые в гибких производственных системах и станочных модулях. Торцовая фреза, содержащая корпус, сменные пластины и механизм закрепления и периодического их поворота и обеспечивающая повышение надежности и точности крепления многогранной пластины за счет введения в конструкцию опорной пластины, закрепленной на державке винтом, и поворотных осей с резьбовым соединением в зубчатой передаче, состоящей из приводных гаек и зубчатых реек. Кроме того, ось с корпусом образует храповой механизм с числом зубьев, равным числу граней режущей пластины. 14 ил.
if.
Фиг 5
0W.
Вид В
Фие.4Фиг 7
. ж
Риг8
Д-А
Фиг. ff
1741982
Х-Ж
%г#
Bvd/r
Pt/t.rt
1C 3-3
2Ь
P«t. /4
| Торцовая фреза | 1984 |
|
SU1219274A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| s | |||
