из боковых стенок лотка 8 в месте установки сепаратора на оправку 6. Ориентирование осуществляется с помощью плоского иодирулсиненного тормозного прижима 14, установленного оси 15, на второй из боковых стенок лотка 8. Ориентирование; выполняется ,торможением плоским прижимом 14 по торцу одной из сторон сепаратора 5, которая прижимается прижимом 14 к днищу лотка 8, что вызывает вращение сепаратора 5 при его толкании толкателем 7 до входа зуба 11 ориентора 10 в любое из окон сепаратора, Для исключения самопроизвольного отвода ориентатора 10 (образования момента сил) ось 12 ориентатора 10 расположена в плоскости боковой стеки 13 лотка 8,
Сборочная головка 3 содержит два хилиндрических корпуса 16 и 17, из которых верхний имеет по образующей равнорасиоложенные наклонные канаJTfa 18, нижний вертикальные 19 р которые служат для ввода и размещения в сборочной головке запаса комплектов роликов 20. Корпуса 16 и 17 состыкованы по кангшам 18 и 19 и отверстиям 21 и 22 накидной гайкой 23. В отверстиях 21 и 22 располжена подпружиненная подвижная втулка 24 с ограничителем хода 25. Втулка в процессе сборки и зачеканки взаимодействует с подвижной центрирующей оправкой 6, закрывает или открывает выходы 26 из каналов 19 головки при выдаче и зачеканке с помощью толкателей-пуансонов 27 комплектов роликбб в окна сепаратора 5.
Для удержания от рассыпания и фиксации очередного комплекта роликов в вертикальном положении сборочная головка в зоне сборки имеет гнезда 28 и 29, расположенные на выходах 26 из каналов 19. Гнезда 28 и 29 смещены на полшага по отношению к тол кателям-пуансонам 27 и выполнены на нижней выступающей части корпуса 17 с вертикальными каналами 19, а I также на обойме 30, расположенной в корпусе 31 с радиально-сквознымк пазами 32.
Для выполнения формообразования усиков 33 на выступающих перашлчках 34 сепаратора плоскими торцамипуансонов 27 способом обжима сквозные пазы 32 корпуса 31, по которым перемещаются пуансрны 27, повернуты на полшага и расположены напротив перемычек сориентированного сепара тора 5 и жестких упоров 35, выполненных на подвижной оправке 6.
Привод пуансонов 27 осуществляет от нажимного кольца 36 при помощи любого известного привода, например пневмоцилиндра 37, за счет того, что хвостовая часть толкателя-пуансона 27 выполнена в виде двойнпг-о
конуса, взаимодействующего с коническим раструбом нажимногокольца 36.
При разностенности сепараторов, чтобы обеспечить равномерное формообразование усИков по толщине нажимное кольцо 36 вьшолнено плавающим в горизонтальной плоскости. Подвижность нажимного кольца в горизонталь ной плоскости достигается тем, что оно расположено с зазором в кольцезой обойме 38, закрепленной на двух колоннах 39, Нажимное кольцо 36 имеет два упорных бурта 40 и 41, один из которых 40 - съемный и служит для удержания кольца 36 при его перемещениях в горизонтальной плоскости. Кольцевой зазор между нажимным кольцом 36 и ко,пьцевой обоймой 38 равен или чуть бол-ьше нанболъшей возможной разностекности, В сборе между кольцевой обоймой 38 и верхние, буртом 40 имеется также зазор, который также необходим для образования плавающей оправки 36„
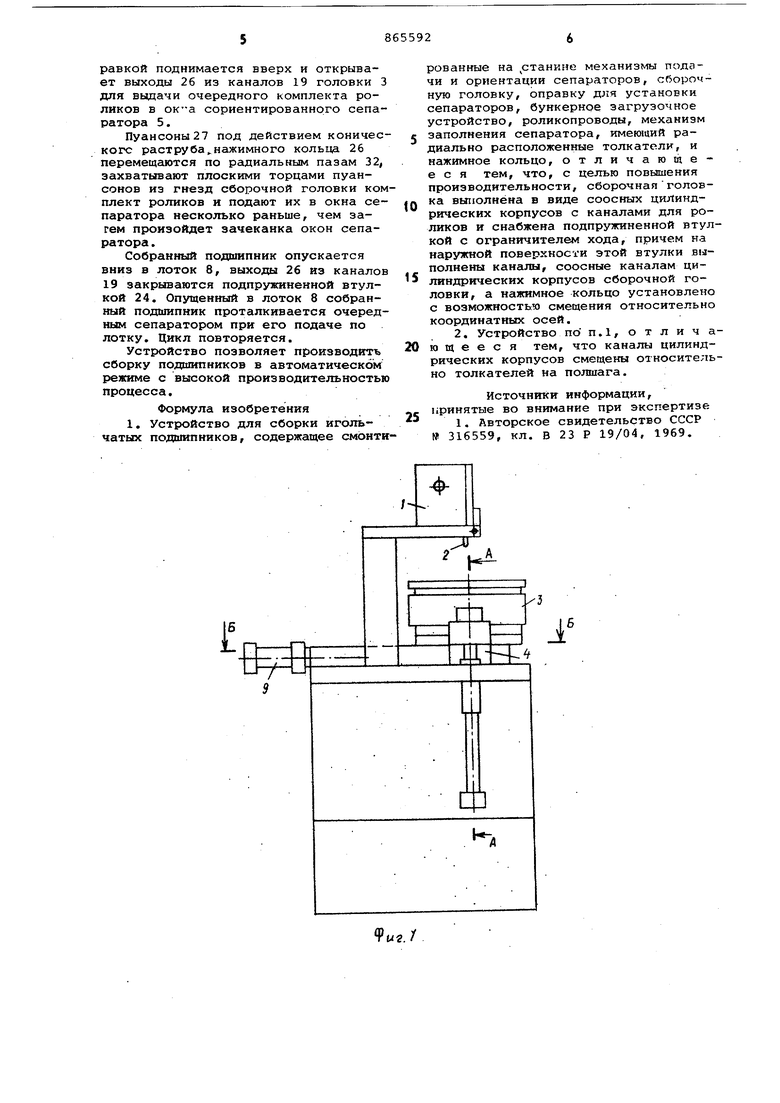
Подъем сепаратора в сборочной головке 3 на позицию сборки выполняется подвижной оправкой 6 через Г-образный рычаг 42 от толкателя 7 с помощью пневмоцилиндра 9. Отвод тормозного прижима 14 и зуба 11 ориентатора 10 производится соответственно кулачками 43 и 44.
Устройство работает следующим образом.
Сепаратор 5 подается толкателем 7 по лотку 8 пневмоцилиндром 9 под тормозной прижим 14, который сверху прижимает по торцу одну из сторон сепаратора 5 к днищу лотка 8. Это вызывает вращение сепаратора до входа зуба 11 в любое из его окон. После входа зуба в окно сепаратора 5 незнанительный поворот его совершается в обратном направлении до остановки сориентированного сепаратора, т.е. сепаратор 5 устанавливается перемычками 34 напротив пуансонов 27 и напротив жестких упоров 35 на подвижной оправке 6. Затем подвижная центрирующая оправка 6 через Г-образный рачаг 42 от толкателя 7 пневмоцилиндром 9 поднимается вве и при своем движении входит в отверстие сориентированного сепаратора 5. Тормозной прижим 14 и ориентатор 10 с выступом 45 удерживают сепаратор от са «зпроизвольных перемещений до полной установки его на оправку 6. После установки сепаратора 5 на цилиндрическую оправку-б тормозной прижим 14 и зув 11 ориентафора 10 с выступом 45 отводятся кулачками 43 и 44 от сепаратора и удерживаются ими в отведенном положеи га до окончания сборки подшипшгка и съема собранного подшипника с оправки 6 при опусканкш ее вниз.
После подъема сепаратора в зону сборки подпр5гжиненная втулка 24 оправкой поднимается вверх и открывает выходы 26 из каналов 19 головки 3 для выдачи очередного комплекта роликов в ок-а сориентированного сепаратора 5.
Пуансоны 27 под действием конического раструба нажимного кольца 26 перемещаются по радиальным пазам 32, захватывают плоскими торцами пуансонов из гнезд сборочной головки комплект роликов и подают их в окна сепаратора несколько раньше, чем затем произойдет зачеканка окон сепаратора .
Собранный подшипник опускается вниз в лоток 8, выходы 26 из каналов 19 закрываются подпружиненной втулкой 24, Опущенный в лоток 8 собранный подшипник проталкивается очередным сепаратором при его подаче по лотку. Цикл повторяется.
Устройство позволяет производить сборку подшипников в автоматическом режиме с высокой производительностью процесса.
Формула изобретения 1, Устройство для сборки игольчатых подшипников, содержащее смонтированные на станине механизмы подачи и ориентации сепараторов, сборочную головку, оправку для установки сепараторов, бункерное загрузочное устройство, роликопроводы, механизм заполнения сепаратора, имеющий радиально расположенные толкатели, и нажимное кольцо, отличающееся тем, что, с целью повышения производительности, сборочнаяголовка выполнена в виде соосньгх цилинд0рических корпусов с каналами для роликов и снабжена подпружиненной втулкой с ограничителем хода, причем на наружной поверхности этой втулки выполнены каналы, соосные каналам ци5линдрических корпусов сборочной головки, а нажимное кольцо установлено с возможностью смещения относительно координатных осей.
2, Устройство по п.1, отлича0ющее с я тем, что каналы цилиндрических корпусов смещены относите;1ьно толкателей на полшага.
Источники информации, принятые во внимание при экспертизе
5
1. Авторское свидетельство СССР 316559, кл. в 23 Р 19/04, 1969, to 0 36
fe. 6
Г-Г
29
fpui.7








nP3R
рот
:«
9its.9
ФиеЮ
