4) ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ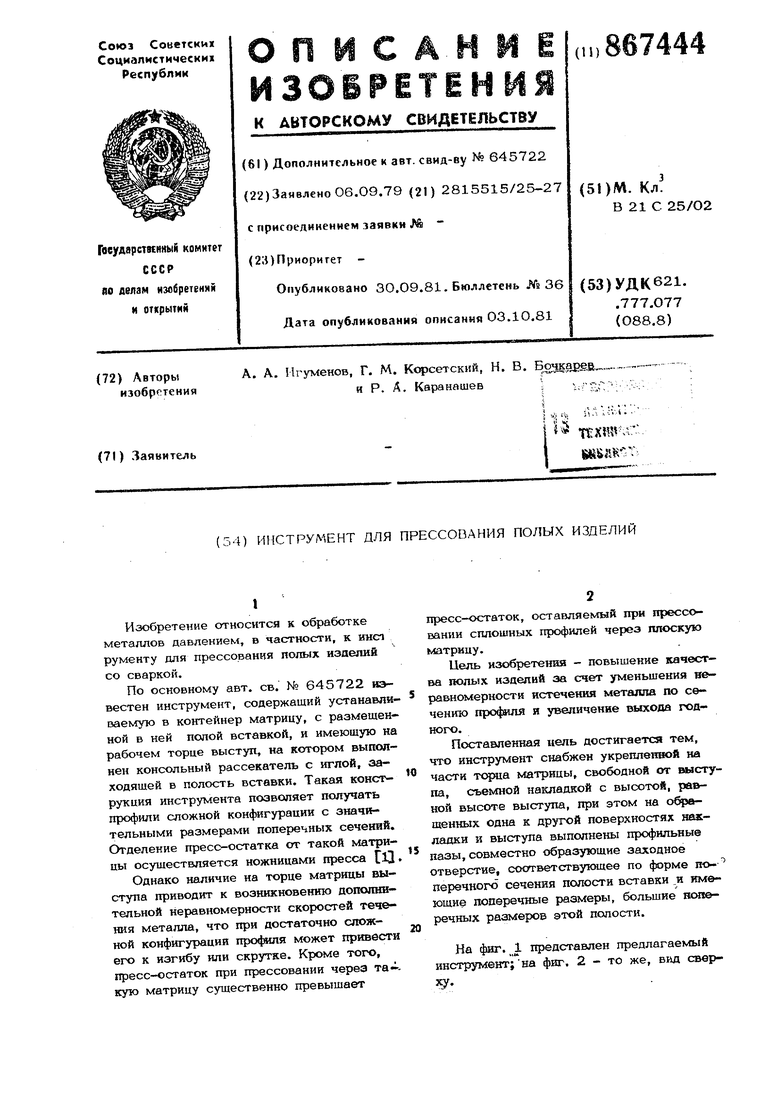
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для прессования двухстенных труб | 1979 |
|
SU854489A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ | 2005 |
|
RU2304030C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ГОРЯЧИМ ВЫДАВЛИВАНИЕМ НА ПРЕССАХ С ПОДВИЖНЫМ КОНТЕЙНЕРОМ | 2004 |
|
RU2259897C1 |
| СПОСОБ ПРЕССОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2306994C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ПОЛОГО ПРОФИЛЯ | 2012 |
|
RU2509617C1 |
| Инструментальный блок для прессования изделий | 1989 |
|
SU1803216A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ГОРЯЧИМ ВЫДАВЛИВАНИЕМ НА ТРУБОПРОФИЛЬНЫХ ПРЕССАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2375134C2 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ШИРОКИХ ТОНКОСТЕННЫХ ПАНЕЛЕЙ | 2007 |
|
RU2352418C1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ | 1992 |
|
RU2097160C1 |
| Матрица для прессования | 1980 |
|
SU948478A1 |
1
Изобретение относится к обработке металлов давлением, в частности, к инсп рументу для прессования полых иэаелий со сваркой.
По основному авт. св. № 645722 известен инструмент, содержащий устанавливаемую в контейнер матрицу, с размещенной в ней полой вставкой, и имеющую на рабочем торце выступ, на котором выполнен консольный рассекатель с игпой, заходящей в полость вставки. Такая конструкция инструмента позволяет получать профили сложной конфигурации с значительными размерами поперечных сечений. Отделение пресс-остатка от такой матрицы осуществляется ножницами пресса Г1Д,
Однако наличие на торце матрицы выступа приводит к возникновению аопотш- тельной неравномерности скоростей течения металла, что при достаточно сж жной конфигурации профиля может привести его к изгибу или скрутке. Кроме того, пресс-остаток при прессовании через матрицу существенно превыщает
пресс-остаток, оставляемый при прессовании сплошных профилей через плоскую матрицу.
Цель изобретения - повышение качества полых изделий за счет уменьшения неравномерности истечения металла по сечению профш1Я и увеличение выхода годного.
Поставленная цель достигается тем, что инструмент снабжен укрепленной на
10 части торца матрицы, свободной от иыступа, съемной накладкой с высотой, равной высоте выступа, при этом на обре щенных одна к другой поверхностях накладки и выступа выполнены профильные
15 пазы, совместно образующие заходное отверстие, со€Угветствующее по форме ш перечного сечения полости вставки и имеющие поаере гаые размеры, большие поиер ечных размеров этой полости.
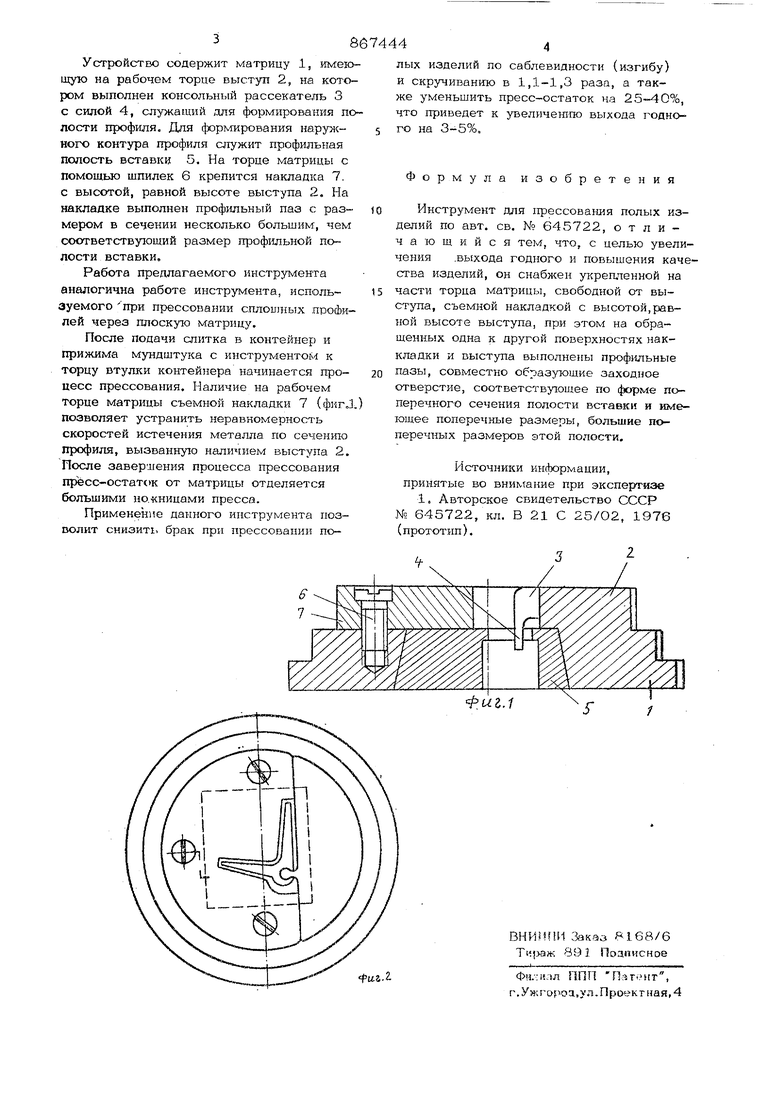
20
На (|шг. 1 представлен предлагаемый инструмент; на фиг. 2 - то же, вид свер
