втулки; на фиг. 6 и 7 - варианты выполнения инструментального блока для прессования полых профилей, общий вид, продольный разрез.
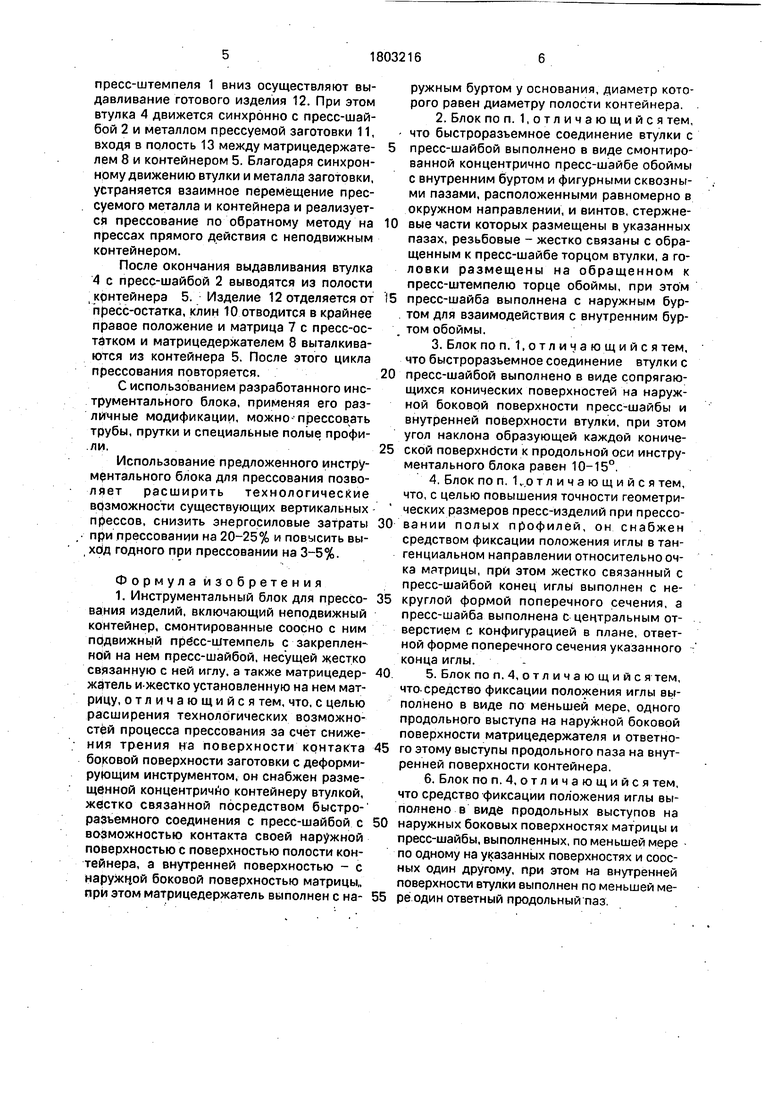
Инструментальный блок для прессования (фиг. 1) включает пресс-штемпель 1, закрепленную на нем пресс-шайбу 2с иглой 3. жестко соединенной с пресс-шайбой 2, втулку 4, размещенную концентрично контейнеру 5. Внутри втулки 4 размещена сопрягающаяся с ней участком 6 матрица 7, закрепленная на матрицедержателе 8 посредством прямоугольного хвостовика или шпоночного соединения, Матрицедержа- тель 8 выполнен с наружным буртом 9 у основания, сопрягающимся с внутренней поверхностью контейнера 5. Матрицедер- жатель 8 установлен на поверхности клина
ю...
На наружной поверхности втулки 4 выполнены для свободного перемещения втулки по внутренней поверхности контейнера 5 шлицевые канавки 14, заполняемые смазкой (фиг. 2).
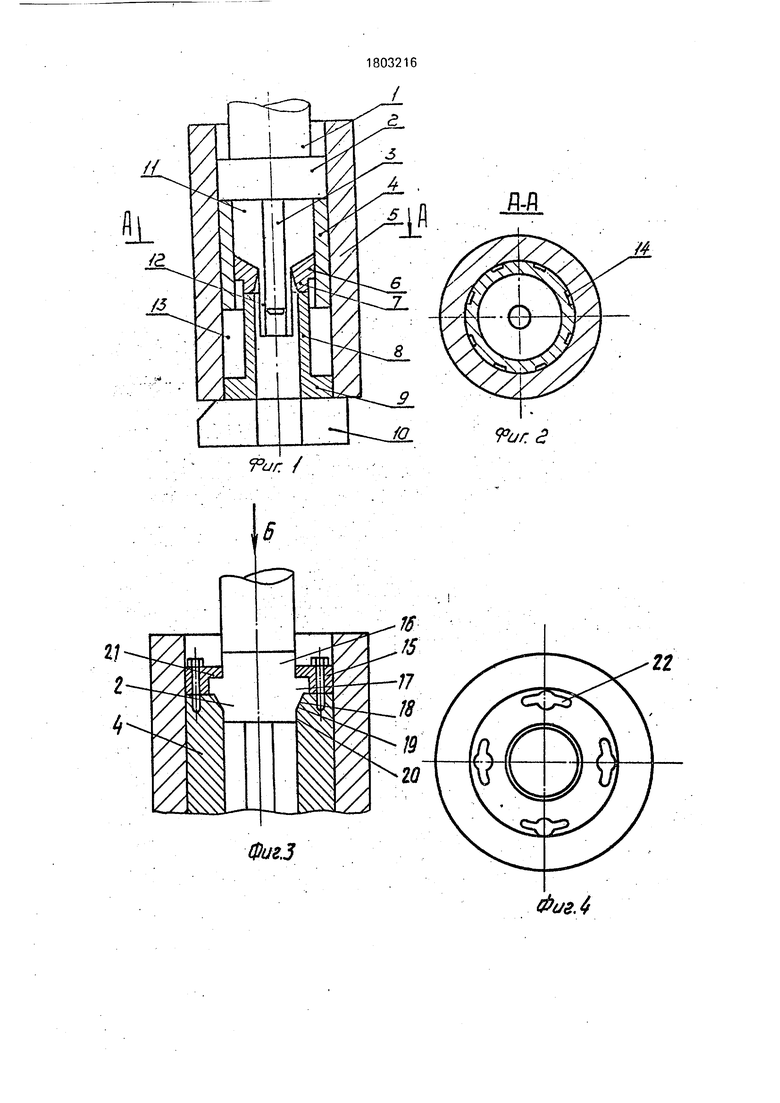
Втулка 4 может быть соединена с пресс- шайбой 2 посредством промежуточного элемента - обоймы 15 (фиг. 3). Пресс-шайба 2 в этом случае выполнена с переменным по длине диаметром и содержит цилиндрическую шейку 16, наружный бурт 17, конический участок 18, опирающийся на конический участок 19, выполненный на внутренней поверхности втулки 4, и цилиндрический направляющий участок 20. Обойма 15, выполненная в виде цилиндра с внутренним буртом 21, опирающимся на бурт 17 пресс-шайбы 2, имеет сквозные пазы 22, равномерно расположенные в окружном направлении, и соединена с втулкой элементами крепления в форме винтов, входящими в сквозные пазы 22 (фиг. 3, 4).
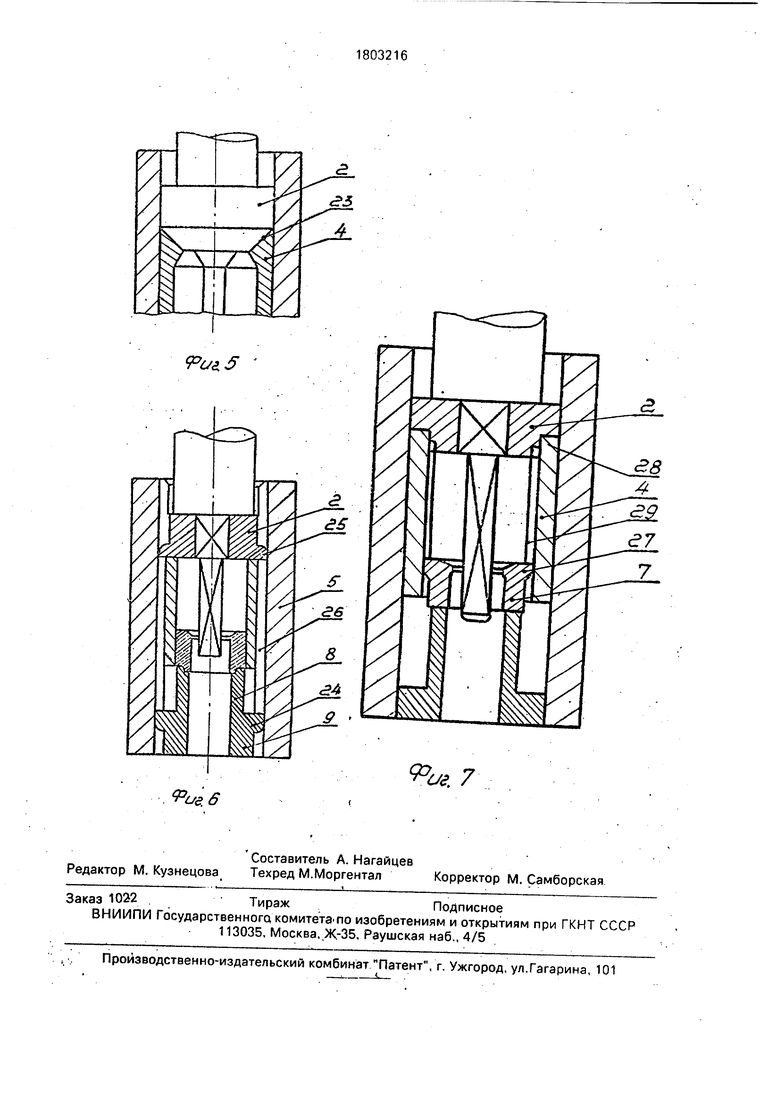
Другим вариантом крепления втулки 4 с пресс-шайбой 2 может быть быстроразъем- ; ное клиновое соединение (фиг. 5), при котором втулка 4 соединена с пресс-шайбой 2 по конической поверхности 23, с углом наклона образующей каждой конической поверхности (и пресс ша йбы, и втулки) к продольной оси инструментального блока 10-15°, обеспечивающим возможность перемещения втулки при движении пресс-шайбы вверх или свободный вывод пресс-шайбы из,контейнера при заклинивании вдулки.
При прессовании полых профилей важнейшей задачей является обеспечение точной ориентации канала матрицы относительно контура иглы для повышения качества и точности геометрических разме- . ров пресс-изделий. Для этого инструментальный блок для прессования изделий
снабжен специальным средством фиксации положения иглы в тангенциальном направлении относительно очка матрицы (фиг. 6,7), конец иглы, закрепляемый в пресс-шайбе,
выполнен с некруглой формой поперечного сечения, а пресс-шайба 2 выполнена с центральным отверстием, конфигурация которого ответна форме поперечного сечения конца иглы (на фиг. не показаны). Средство
0 фиксации положения иглы может быть выполнено двояко: .либо центрирующий участок 9 матрицедержателя 8 и наружная поверхность пресс-шайбы 2 снабжены продольными выступами 24 и 25 соответствен5 но, а внутренняя поверхность контейнера выполнена с ответными этим выступам пазами 26 (фиг. 6), либо на наружных боковых поверхностях матрицы 7 и пресс-шайбы 2 выполнены продольные выступы 27 и 28 со0 ответственно, а на внутренней поверхности втулки 4 выполнены ответные этим выступам пазы 29 (фиг. 7).
Для обеспечения устойчивой работы инструментального блока при прессовании
5 полых изделий и технологического отделения пресс-остатка передний конец иглы может быть снабжен коническим участком, на который после окончания выдавливания -и вывода иглы из пресс-остатка, надевается
0 вырубник для отделения пресс-рстаткд, снабженный конической камерой, сопрягающейся с коническим участком иглы.
В предложенном инструментальном блоке для прессования на наружной повер5 хности втулки могут быть выполнены продольные шлицевые канавки, заполняемые смазкой, что обеспечит свободное перемещение втулки по внутренней поверхности крнтейнера.
40 Втулка и игла могут быть снабжены коническими участками в месте сочленения с пресс-шайбой у е.е торца, высота которых равняется высоте пресс-остатка. Это обеспечит наиболее легкое выведение иглы из
45 пресс-остатка.
Сборка инструментального блока осуществляется следующим образом. , В контейнер 5 устанавливают матрице- держатель 8 с матрицей 7, после чего в кон50 тейнер 5 подают полую заготовку 11. Ходом пресс-штемпеля 1 вниз втулка 4 вводится в зазор между участком 6 матрицы 7 и внутренней поверхностью контейнера 5. При этом игла З входит во внутреннее отверстие
55 заготовки 11, а пресс-шайба 2 вступает в контакт с ее торцовой поверхностью. , В таком положении инструментальный
. блок начинает работать. Вначале осуществляется подпрессовка заготовки 11 до разме- ров втулки 4. Дальнейшим перемещением
пресс-штемпеля 1 вниз осуществляют выдавливание готового изделия 12. При этом втулка 4 движется синхронно с пресс-шайбой 2 и металлом прессуемой заготовки 11, входя в полость 13 между матрицедержате- лем 8 и контейнером 5. Благодаря синхронному движению втулки и металла заготовки, устраняется взаимное перемещение прессуемого металла и контейнера и реализуется прессование по обратному методу на прессах прямого действия с неподвижным контейнером.
После окончания выдавливания втулка 4 с пресс-шайбой 2 выводятся из полости
, контейнера 5. Изделие 12 отделяется от пресс-остатка, клин 10 отводится в крайнее правое положение и матрица 7 с пресс-остатком и матрицедержателем 8 выталкиваются из контейнера 5. После этого цикла прессования повторяется.
С использованием разработанного инструментального блока, применяя его различные модификации, можно-прессовать трубы, прутки и специальные полые профи.ли,
Использование предложенного инструментального блока для прессования позволяет расширить технологические возможности существующих вертикальных прессов, снизить энергосиловые затраты при прессовании на 20-25% и повысить вы, хЬд годного при прессовании на 3-5%.
Формула изобретения 1. Инструментальный блок для прессо- вания изделий, включающий неподвижный контейнер, смонтированные соосно с ним подвижный пресс-штемпель с закрепленной на нем пресс-шайбой, несущей жестко связанную с ней иглу, а также матрицедер- житель и-жестко установленную на нем матрицу, отличающийся тем, что, с целью расширения технологических возможностей процесса прессования за счет снижения трения на поверхности контакта боковой поверхности заготовки с деформирующим инструментом, он снабжен размещенной концентричйо контейнеру втулкой, жестко связанной посредством быстроразьемного соединения с пресс-шайбой с возможностью контакта своей наружной поверхностью с поверхностью полости контейнера, а внутренней поверхностью - с наружной боковой поверхностью матрицы,, при этом матрицедержатель выполнен с на-
ружным буртом у основания, диаметр которого равен диаметру полости контейнера.
2. Блок по п. 1,отличающийся тем, что быстроразъемное соединение втулки с пресс-шайбой выполнено в виде смонтированной концентрично пресс-шайбе обоймы с внутренним буртом и фигурными сквозными пазами, расположенными равномерно в окружном направлении, и винтов, стержневые части которых размещены в указанных пазах, резьбовые - жестко связаны с обращенным к пресс-шайбе торцом втулки, а головки размещены на обращенном к пресс-штемпелю торце обоймы, при этом пресс-шайба выполнена с наружным буртом для взаимодействия с внутренним буртом обоймы.
3. Блок по п. 1,отличающийся тем, что быстроразъемное соединение втулки с пресс-шайбой выполнено в виде сопрягающихся конических поверхностей на наружной боковой поверхности пресс-шайбы и внутренней поверхности втулки, при этом угол наклона образующей каждой конической поверхнбсти к продольной оси инструментального блока равен 10-15°.
4. Блок по п. 1,..отл ичающийс ятем, что, с целью повышения точности геометрических размеров пресс-изделий при прессо- вании полых профилей, он снабжен средством фиксации положения иглы в тангенциальном направлении относительно очка мзтрицы, при этом жестко связанный с пресс-шайбой конец иглы выполнен с некруглой формой поперечного сечения, а пресс-шайба выполнена с центральным отверстием с конфигурацией в плане, ответной форме поперечного сечения указанного конца иглы.
5. Блок поп.4, отличающийс я тем, что-средство фиксации положения иглы выполнено в виде по меньшей мере, одного продольного выступа на наружной боковой поверхности матрицедержателя и ответного этому выступы продольного паза на внутренней поверхности контейнера.
6. Блок по п. 4, отличающийся тем, что средство фиксации положения иглы выполнено в виде продольных выступов на наружных боковых поверхностях матрицы и пресс-шайбы, выполненных, по меньшей мере по одному на указанных поверхностях и соос- ных один другому, при этом на внутренней поверхности втулки выполнен по меньшей мере один ответный продольный паз.
Фиг Л

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления труб с армированными утолщениями | 1988 |
|
SU1687322A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ | 1992 |
|
RU2097160C1 |
| Инструмент для армирования прессованных труб с утолщениями | 1988 |
|
SU1637896A1 |
| СПОСОБ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ЛЕГКИХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2455094C2 |
| Инструмент для прессования полых изделий переменного сечения | 1980 |
|
SU897359A1 |
| Инструмент для обратного прессования | 1980 |
|
SU897361A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ | 2010 |
|
RU2443485C2 |
| Способ Е.А.Колкунова изготовления прессованных труб с утолщениями | 1986 |
|
SU1458051A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
| Инструмент для изготовления изделий прессованием с обратным истечением металла | 2015 |
|
RU2626262C2 |
Инструментальный блок для прессования изделий. Использование: инструментальная оснастка для обратного прессования на прессах вертикального исполнения. Сущность изобретения: в неподИзобретение относится к области обработки металлов давлением, в частности к инструментальной оснастке для прессования обратным методом на вертикальных прессах. Целью изобретения являются расширение технологических возможностей устройства для прессования за сче,т снижения трения на поверхности контакта боковой поверхности заготовки с деформирующим , инструментом, повышение точности геометвижном контейнере расположен соосно с ним подвижный пресс-штемпель со смонтированной на рабочем торце пресс-шайбой, С пресс-шайбой жестко связана игла, а матрица закреплена в матрицедержателе. В полости контейнераразмещена концентричная втулка, жестко связанная посредством быстроразъемного соединения с пресс-шайбой. При прессовании наружная боковая поверхность втулки перемещается по поверхности полости контейнера, а внутренняя поверхность - на наружной боковой поверхности матрицы. Матрицедержатель у основания имеет бурт с диаметром, равным диаметру полости ко н- тейнера. Быстроразьемноё соединение пресс-шайбы с втулкой может быть выпол нено по типу байонетного замка или в виде сопрягающихся конических поверхностей с .углом наклона образующих к.продольной оси инструментального блока 10-15°. Инструментальный блок может быть выполнен со средством фиксации положения иглы в тангенциальном направлении относительно очка матрицы для прессования изделий с полостью неосесимметричной формы поперечного сечения, 5 з. п. ф. 7 ил. рических размеров пресс-изделий при прес- совании;полых профилей. На фиг. 1 изображен общий вид инструментального блока для прессования изделий, продольный разрез; на фиг, 2 - разрез А-А на фиг. 1; на фиг. 3 - 5 - варианты быстроразъемного соединения втулки с пресс-шайбой, где на фиг. 3 - соединение посредством обоймы с пазами и винтов; на фиг. 4 - вид по стрелке Б фиг. 3: на фиг. 5 -. соединение посредством сопрягающихся конических поверхностей пресс-шайбы и ел с ,. W Ls 00 о со о а
| ЕрманокМ | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прессование профилей из алюминиевых сплавов | |||
| - М.: Метал- лу|эгия, 1977, с | |||
| Приспособление для плетения проволочного каркаса для железобетонных пустотелых камней | 1920 |
|
SU44A1 |
| Шевакин Ю | |||
| Ф | |||
| и др | |||
| Прессование тяжелых цветных металлов и сплавов.-М: Металлургия, 1987, с | |||
| Способ прикрепления барашков к рогулькам мокрых ватеров | 1922 |
|
SU174A1 |
| Жолобов В | |||
| В | |||
| и Зверев Г | |||
| Н | |||
| Прессование металлов | |||
| - М.: Металлургия, 1971, с | |||
| Железнодорожный снегоочиститель | 1920 |
|
SU264A1 |
