(5f) МАТРИЦА ДЛЯ ПРЕССОВАНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Матрица для прессования профилей | 1980 |
|
SU912316A1 |
| Матрица для прессования | 1980 |
|
SU902885A1 |
| Комбинированная матрица для прессования полых профилей | 1977 |
|
SU740331A1 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ С НАРУЖНЫМИ УТОЛЩЕНИЯМИ | 2008 |
|
RU2401172C2 |
| МАТРИЦА ДЛЯ ПРЕССОВАНИЯ СПЛОШНЫХ ИЗДЕЛИЙ | 1973 |
|
SU406596A1 |
| Инструмент для прессования полых изделий | 1979 |
|
SU867444A2 |
| Многоочковая матрица для прессования изделий | 1991 |
|
SU1793982A3 |
| Матрица для прессования круглых прутков | 1981 |
|
SU975135A1 |
| СПОСОБ ПРЕССОВАНИЯ ПРУТКОВ ИЗ ДИСПЕРСНО-УПРОЧНЕННЫХ АЛЮМИНИЕВЫХ СПЛАВОВ И МАТРИЦА ДЛЯ ПРЕССОВАНИЯ ПРУТКОВ ИЗ ДИСПЕРСНО-УПРОЧНЕННЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2012 |
|
RU2562594C2 |
| МАТРИЦА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ (ВАРИАНТЫ) | 1995 |
|
RU2092259C1 |
1
Данное изобретение относится к обработке металлов давлением, а точнее к инструментальной оснастке для прессования раэнотолщинных профилей.
Известна матрица для прессова- . ния с профильным каналом, имеющим входной корпусна рабочем торце, при-легарощей к части канала с меньшим удельным периметром tl3.
Недостатком этой матрицы является невысокое качество изделий не- достаточного выравнивания скоростей, истечения материала.заготовки на участках профиля с разным удельным периметром.
С целью повышения качества изделий на рабочем торце матриТГы вокруг входного конуса выполнен выступ, плавно соединенный своей боковой поверхностью с поверхностью рабочего торца.
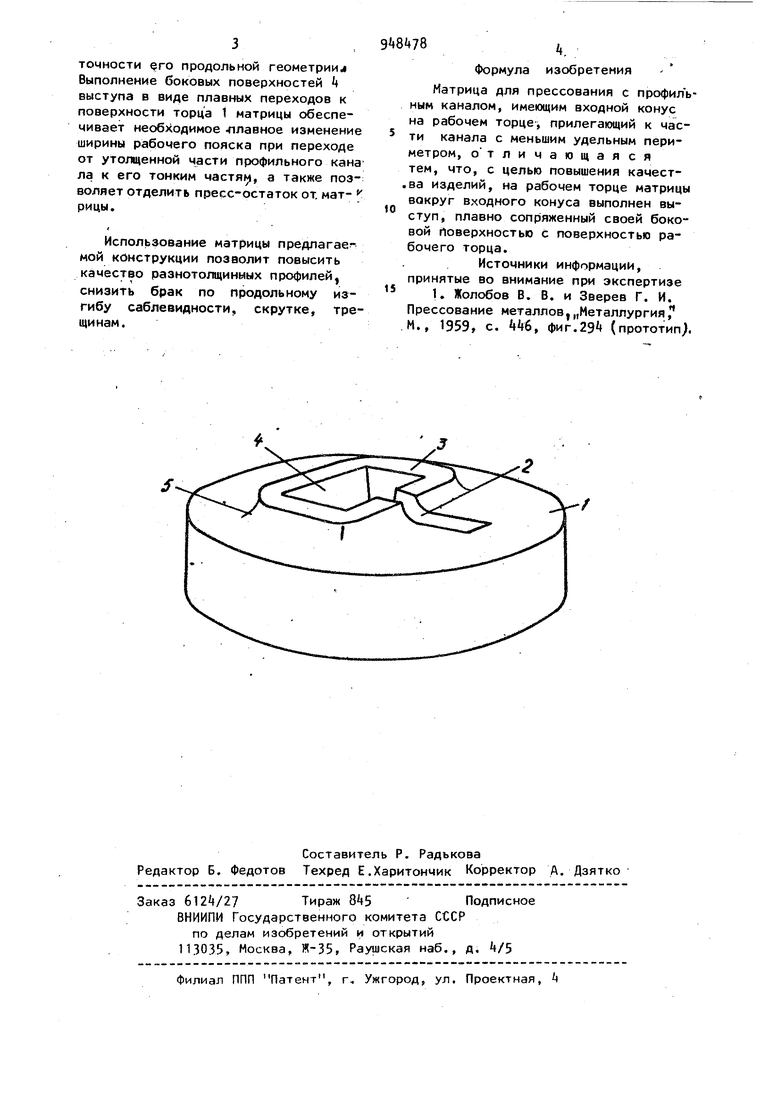
На чертеже показан общий вид матрицы.
На части рабочего торца 1 матрицы, в зоне утолщения профильного канала 2 выполнен выступ 3. Его боковые поверхности представляют собой плавные переходы к поверхности торца матрицы. Поверхность входного конуса. 5 может быть выполнена ступенчатой или с насечками,- что создает дополнительный эффект торможения массивной части
to профиля.
Матрица работает следующим образом, В процессе прессования разнотощинного профиля часть его с меньшим удельным периметром подвергается торможению, что обусловлено наличием
входного конуса 5 значительной ширины, выполненного в выступе 3 з также торможением материала заготовки самим выступом. В результате обеспечивается
20 более полное выравнивание скоростей истечения отдельных частей поперечного сечения профиля и повышается качество профиля за счет повышения
точности qsro продольной геометрии л Выполнение боковых поверхностей k выступа в виде плавных переходов к поверхности торца 1 матрицы обеспечивает необходимое -плавное изменение ширины рабочего пояска при переходе от утолщенной части профильного кана ла к его тонким MacTHfi, а также позволяет отделить пресс-остаток от матрицы.
Использование матрицы предпагае мой конструкции позволит повысить качество разнотолщиныых профилей, снизить брак по продольному изгибу саблевидности., скрутке, трещинам.
teijyeц
формула изобретения
Матрица для прессования с профильным каналом, имеющим входной конус на рабочем торце, прилегающий к части канала с меньшим удельным периметром, отличающаяся тем, что, с целью повышения качест.ва изделий, на рабочем торце матрицы вокруг входного конуса выполнен выступ, плавно сопряженный своей боковой (Поверхностью с поверхностью рабочего торца.
Источники информации, принятые во внимание при экспертизе
