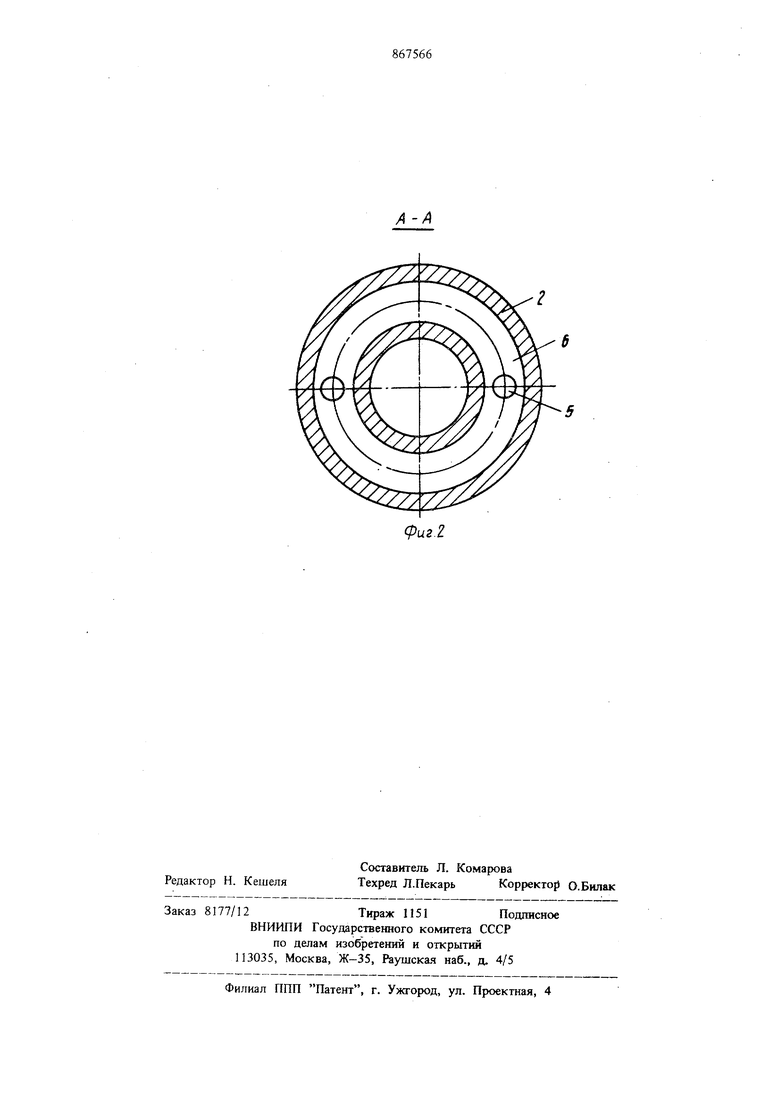
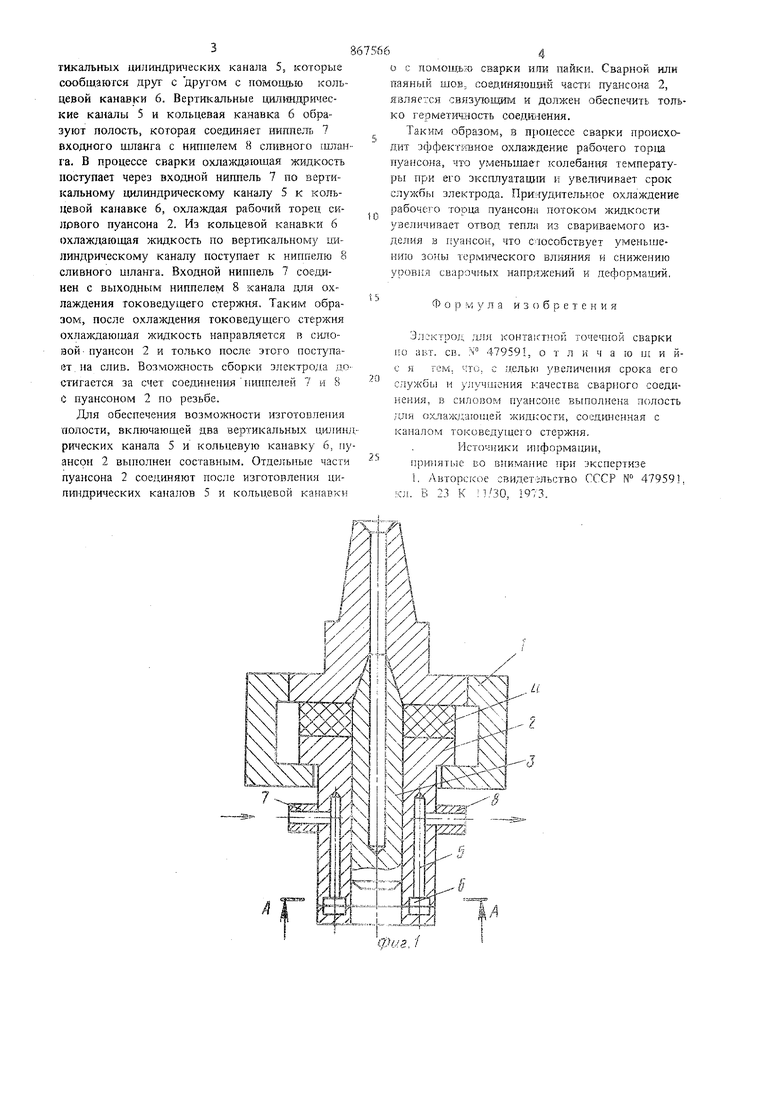
Изобретение относится к контактной точечной сварке. По основному авт. св. № 479591 известен электрод для контактной точечной сварки, содержащий размещенные в корпусе упругий элемент, силовой пуансон и токоведущий стер жень. Силовой пуансон выполнен в виде сплошной Щ1линдрической трубы, через которую про ходит токоведущий стержень, установленный с возможностью перемещения относительно пуансона. Возможность перемещения силового пуансона относительно токоведущего стержня достигается путем установки упругого элемента между пуансоном и стержнем. Силовой пуансон установлен с зазором относительно корпуса. Токоведущий стержень выполнен с каналом для охлаждающей жидкости 1 . В процессе сварки происходит периодический нагрев и охлаждение силового пуансона, который расположен в непосредственной близости от области литого ядра, и поэтому подвергается значительному воздействию тепла, выделяющегося при сварке. При - этом из-за термической усталости сокращается срок службы силового пуансона, а, значит, и электрода в целом. Быстрый нагрев силового i пуансона уменьшает отвод тепла от свариваемого изделия в пуансон. Это приводит к расширению зоны термического влияния, увеличивает сварочные деформации и напряжения. Цель изобретения - увеличение срока службы электрода и улучшение качества сварного соединения. Поставленная цель достигается тем, что в силовом пуансоне электрода для контактной точечной сварки выполнена полость для охлаждающей жидкости, соединенная с каналом токоведущего стержня. На фиг. 1 изображен электрод, общий ввд; на фиг. 2 - пуансон, поперечный разрез по кольцевой канавке. Электрод для контактной точечной сварки содержит корпус 1 и размещенные в нем силовой пуансон 2 и токоведущий стержень 3. Силовой пуансон 2 и токоведущнй стержень 3 связаны между собой посредством ynpjToro элемента 4. В пуансоне 2 выполнены два вертикальных цилиндрических канала 5, которые сообщаются друг с другом с помощью кольцевой канавки 6. Вертикальные щшиадр.вдеские калалы 5 и кольцевая канавка 6 образуют полость, которая соединяет ттпелъ 7 входного шланга с нгатепем 8 сливного шлан га. В процессе сварки охлаждающая жидкосгь поступает через входной ниппель 7 по вертикальному цилиндрическому каналу 5 к кояьiiesoH канавке 6, охлаждая рабочий торец сиJipBoro пуансона 2. Из кольцевой канавки 6 охлаждающая жидкость по вертшсальному цилиндрическому каналу поступает к ниппелю 8 сливного шланга. Входной ниппель 7 соединен с выходным ниппелем 8 канала для охлаждения токоведущего стержня. Таким образом, после охлаждения токоведущего стержня охлаждающая жидкость направляется в силовой- пуансон 2 и только после этого поступает, па слив. Возможность сборки электрода до стигается за счет соединения ниппелей 7 я 8 С пуансоном 2 по резьбе. Для обеспечения возможности изготовления полости, включающей два вертикальных цилин рических канала 5 и кольцевую канавку 6, пу ансон 2 выполнен составным. Отдельные части пуансона 2 соединяют после изготовления цилиндрических каналов 5 и кольцевой канавки 4 о с помонтью сварки или пайки. CBapiiofi или паяный шов, соед -шяюи.11Й части пуансона 2, является связхтоигим и должен обеспечить только герметичность соедк ения. Таким образок, в процессе сварки происходит зсрфектйъное охлаждение рабочего торца пуансона, что уменьшаег колебания температуры при его эксплуатащш и увелттчивает срок службьл злектрода. Прияудителькое охлаждение рабочего торца пуансона потоком жидкости увеличивает отвод тепла из свариваемого изделия в ггуансон, что саособствует уменьшению зоны термического влияния и снижению уровмл сварочных напряжений и деформаций, Ф о р и у л а изобретения Элжтрод для KOHTBifTHOK точечной сварки 1:0 авт. св. № 479591. о т л и ч а ю ui и йс я ГСМ. что, с целью увеличе 1ия срока его службы и у, учшония качества сварного соеди}1ения, в силовом пуансоне Bbinonneiia полость для охлаждающей жидтсости, соедш1ен {ая с каналом токоведущего стержня. Источ1 ики информации, 11ри}1ятые во внимание при экспертизе 1, Авторское свидет льство СССР № 47959 L кл. В 23 К ПЗО. 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод для контактной точечной сварки | 1989 |
|
SU1731531A1 |
| Электрод для контактной точечнойСВАРКи | 1979 |
|
SU829370A1 |
| Электрод для контактной точечной сварки | 1991 |
|
SU1811461A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1996 |
|
RU2100161C1 |
| Электродная головка для контактной точечной сварки | 1989 |
|
SU1731532A1 |
| Электрододержатель для контактной точечной сварки | 2016 |
|
RU2625143C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1997 |
|
RU2115524C1 |
| Электродное устройство для контактной точечной сварки | 1988 |
|
SU1648682A1 |
| Устройство для контактной точечной сварки | 2017 |
|
RU2649485C1 |
| Держатель электрода дуговой электропечи | 1981 |
|
SU1093266A3 |