1
Изобретение относится к диффузионной сварке и тожeт быть использовано при изготовлении выводов катушек трансформаторов, предназначено для сварки алюминиевой фольги с медной толщиной 30-200 мкм.
Изобретение может быть использовано в электротехнической промышленности для соединения фольг из дру- . гих металлов и сплавов, преимущественно имеющих на своих поверхностях термодинамически устойчивую окисную пленку.
Известен способ местного разрушения окисной пленки для осуществле - 15 ния последующей.сварки давлением, когда через зону сварки, подлежащую очистке, пропускают электрический ток высокой частоты.
Недостаток этого способа при сое- 20 динении меди с алюминием состоит в том, что для разрушения окисной пленки требуется высокая температура нагрева, а это приводит к образованию в зоне соединения хрупких интерметал- 25 лидных фаз, резко снижающих механическую прочность соединения.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является 30
способ диффузионной сварки тонколистовых материалов, преимущественно алюминиевой фольги, покрытой окисной пленкой с медной, при котором сжатие сваривае1 мх деталей осуществляют через порошок, размещаемый между ними и пуансоном, температура пластической деформации которого выше температуры сварки соединяемых материалов, и частицы которого не свариваются между собой и с деталями 2.
Недостатком способа является низкое качество сварки, так как не обеспечивается разрушение окисной пленки в зоне соединения.
Цель изобретения - повышение качества сварки путем разрушения окксной пленки в зоне соединения.
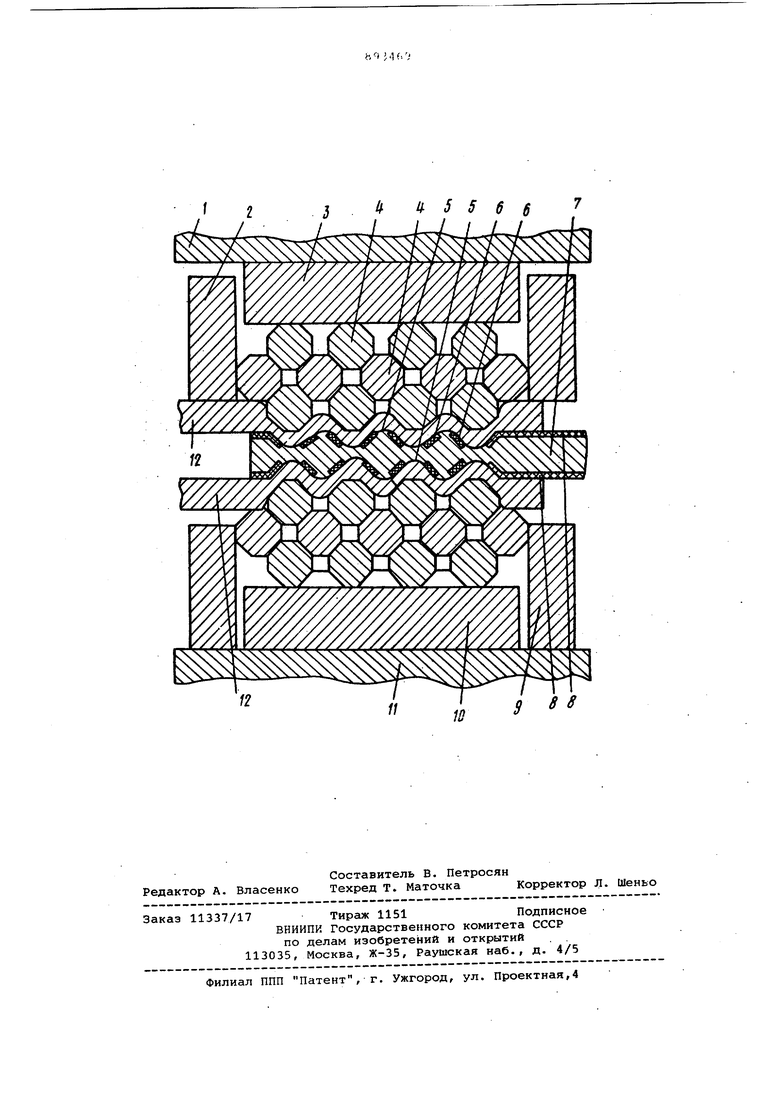
Поставленная цель достигается тем, что в способе диффузионной сварки тонколистовых материалов, преимущественно алюминиевой фольги покрытой окисной пленкой с медной, при котором сжатие свариваемых деталей осуществляют через порошок, размещенный между ними и пуансоном, TeMnepaTvpa пластической деформации которого выше температуры сварки соединяемых материалов, частицы которого не свариваются между собой и с деталями непользуют порошок с размером частиц 0,25 i (Г где d. - диаметр частиц порошка - толщина материала с окисной пленкой. На чертеже показана схема процес са соединения и детали сборочно-сва рочного приспособления. Схема содержит верхний неподвиж-ных Шток 1 сварочной установки, внеш ний верхний пуансон 2, внутренний верхний пуансон 3, частицы 4 порошка, участки 5 зоны соединения, оскол ки б разрушенной окисной пленки, алюминиевая фольга 7, окисный слой 8, внешний нижний пуансон 9, внутре ний нижний пуансон 10, подвижный што 11 сварочной установки и медная фоль га 12.. Фиксацию частиц 4 порошка выполняют внешними пуансонами (верхним 2 и нижним 9),, которые изготавливают из материала, имеющего более высокий коэффициент термического расширения чем материал внутренних пуансонов для сжатия (верхнего 3 и нижнего 10 В результате этого при нагреве пуансонов частицы 4 порошка все время подаются в зону сварки. Способ осуществляют следующим образом. На подвижный шток 1 сварочной установки устанавливают внутренний нижний пуансон 10 для сжатия и внешний нижний пуансон 9 для фиксации по рошка. На поверхность нижнего пуансо на 10 насыпают порошок, частицы 4 которого не свариваются между собой и со свариваемыми деталями (алюминиевой 7 и медными 12 фольгами).Затем последовательно на порошок укладывают алюминиевую 7 и медную 12 фол ги, устанавливают верхний пуансон 2 для фиксации частиц 4 порошка, кото рый засыпают во внутреннюю полость пуансона. Далее частицы 4 порошка прижимают к поверхности верхнего пуансона 3. .Таким образом, частицы 4 порошка располагают со стороны медной фольги 12 и между поверхностями пуансонов 3 и 10 для сжатия. Сборочно-сварочное приспособление нагревают до температуры сварки и, перемещая вверх к неподвижному штоку 1 сварочной установки подвижный шток 11, осуществляют сжа тие свариваемых деталей через части цы 4 порошка. Благодаря использованию порошка размером частиц 0,25 (Г dу, (Г обеспечивается локальное давление в зон контакта, в результате которого за счет значительной деформации, превыишющей критическую, в отдельных з нах контакта окисная плёнка разрушается на осколки, образуя чистые поверхности, в результате чего пов шается качество сварки при диаметре частиц порошка меньше 0,25(5 или 7G повышение качества сварки не наблюдается, -так как в первом случае не происходит разрушения окисной пленки, а во втором - разрушается фольга. Пример. Проведена сварка двух медных фольг, между которыми располанают покрытую окисной пленкой, толщиной 5-7 мкм, алюминиевую фольгу, толщиной 30 мкм. Толщина медной фольги также составляет 30 мкм. Для сварки применяют порошок из окиси алюминия , с размером частиц 30 кмк. Собранный узел, как показано на чертеже, помещают в вакуумную камеру сварочной установки типа А 306.08, нагревают до температуры и сдавливают при удельном сварочном давлении 9 кгс/мм длительность сварочного процесса составляет не более 1-2 мин. Внутренняя часть сварочных пуансонов изготовлена из стали 12Х18Н10Т, а наружная часть - из стали, Р6М5. Испытания соединений на электропроводимость и прочность показывают их высокое качество. Разрушение сварных соединений наблюдается по алюминиевой фольге, а электропроводимость соединения сохраняется на уровне алюминиевой фольги. При изготовлении опытно-промышленной партии выводов трансформа:торов по предлагаемому способу по сравне нию с известным снижается брак на 30-35%. Использование изобретения позволит повысить, качество соединения при сварке фольг, Покрытых окисной пленкой. Формула изобретения Способ диффузионной сварки тонколистовых материалов, преимущественно алюминиевой фольги,покрытой окисной пленкой с медной, при котором сжатие свариваемых деталей осуществляют через порошок, размещаемый между ними и пуансоном, температура пластической деформации которого выше температуры сварки соединяемых материалов, и частицы которого не свариваются между собо.й и.с деталями, отличающийся тем, что, с целью повышения качества сварки путем разрушения . окисной пленки в зоне соединения,ис- , пользуют порошок с размером частиц , 0, dv( сГ где dy, - диаметр частиц порошка; (f - толщина материала с окисной пленкой Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 73513, кл. В 23 Р 3/00, 06.05.48. 2. Авторское свидетельство СССР 556012, кл. В 23 К 19/00, 10.11.74 (прототип).
5 i 5 5 6 6
г
| название | год | авторы | номер документа |
|---|---|---|---|
| Пуансон для холодной сварки фольги | 1987 |
|
SU1476744A1 |
| Способ холодной точечной сварки давлением | 1985 |
|
SU1275849A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ДЕТАЛЕЙ ИЗ ХИМИЧЕСКИ АКТИВНЫХ МЕТАЛЛОВ И СПЛАВОВ (ВАРИАНТЫ) | 2007 |
|
RU2354518C2 |
| СПОСОБ АРГОНОДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2012 |
|
RU2505385C1 |
| Способ диффузионной сварки изделий из стали и алюминия | 2020 |
|
RU2754134C1 |
| Способ светолучевой сварки тонколистовых материалов | 1990 |
|
SU1759584A1 |
| Способ диффузионной сварки | 1990 |
|
SU1764903A1 |
| Способ изготовления переходника титан-сталь | 2015 |
|
RU2612331C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОЙ ЗАГОТОВКИ В ВИДЕ ПОЛОСЫ ИЛИ ЛИСТА ИЗ КОРРОЗИОННО-СТОЙКОЙ СТАЛИ | 2009 |
|
RU2422282C1 |
| Способ диффузионной сварки | 1989 |
|
SU1625625A1 |