(54) УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ СВОБОДНЫМ АБРАЗИВОМ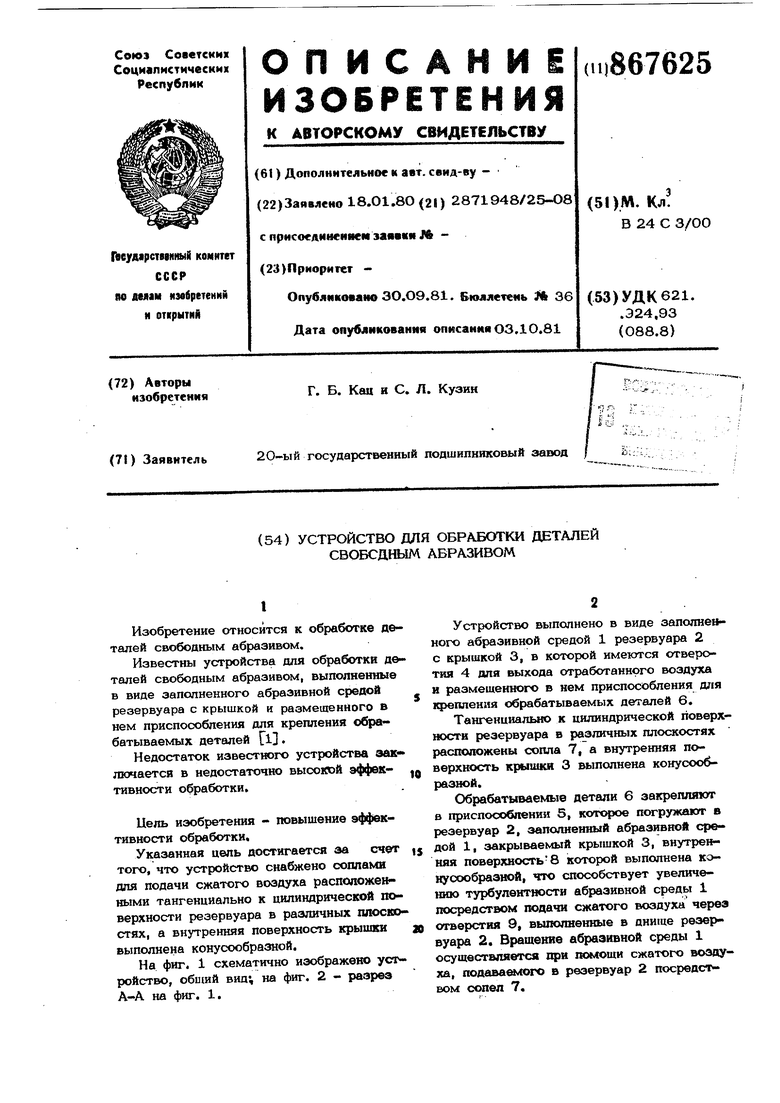
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ СВОБОДНЫМ АБРАЗИВОМ | 2006 |
|
RU2332288C2 |
| Устройство для центробежно-абразивной обработки деталей | 1981 |
|
SU975356A1 |
| Установка для обработки внутренних цилиндрических поверхностей | 1980 |
|
SU887143A1 |
| УСТАНОВКА АБРАЗИВНО-СТРУЙНОЙ ОЧИСТКИ ВНУТРЕННЕЙ РЕЗЬБОВОЙ ПОВЕРХНОСТИ МУФТЫ И ИНСТРУМЕНТ АБРАЗИВНО-СТРУЙНОЙ ОЧИСТКИ | 2003 |
|
RU2242298C1 |
| Установка для абразивной обработки деталей | 1991 |
|
SU1815194A1 |
| Установка для центробежной обработкиСВОбОдНыМ АбРАзиВОМ | 1979 |
|
SU804395A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ГАЗОТЕРМИЧЕСКИХ ПОКРЫТИЙ | 2001 |
|
RU2287606C2 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ В ПСЕВДООЖИЖЕННОМ СЛОЕ АБРАЗИВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2084327C1 |
| УСТАНОВКА ПЕСКОСТРУЙНАЯ УНИВЕРСАЛЬНАЯ | 2013 |
|
RU2525955C1 |
| Способ центробежной абразивной обработки деталей | 1986 |
|
SU1373546A1 |
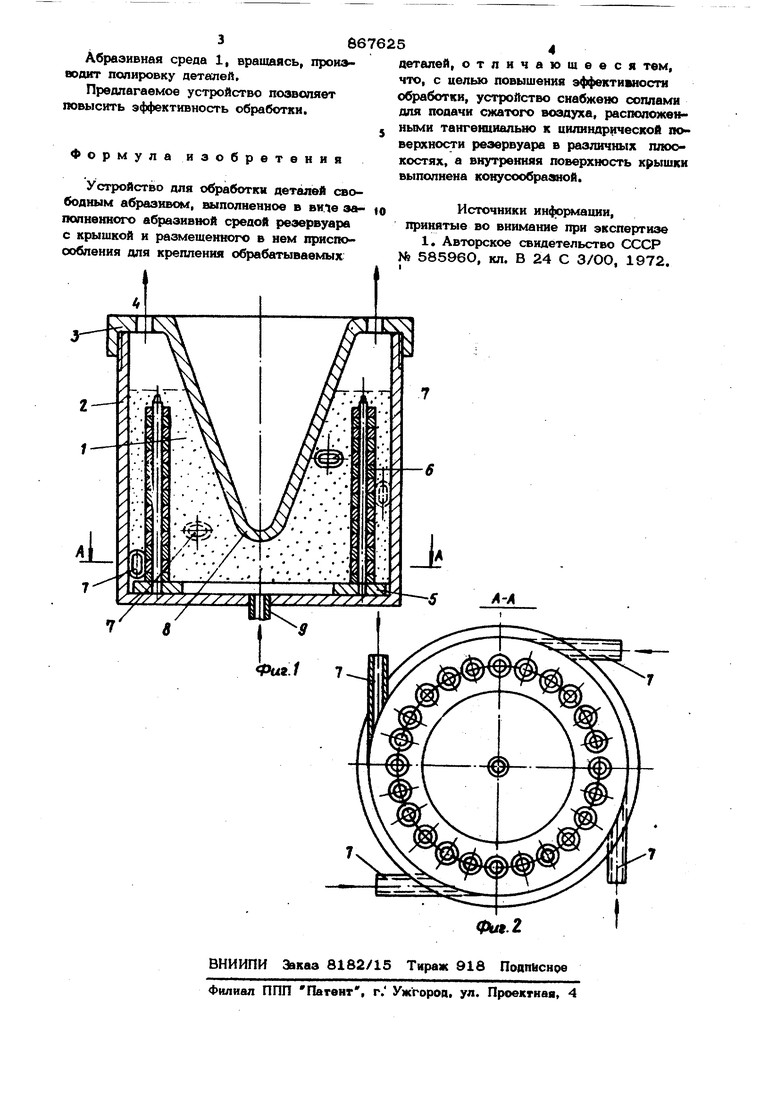
Изобретение относится к обработке деталей свободным абразивом. Известны устройства для обработки де талей свободным абразивом, выполненные в виде заполненного абразивной средой резервуара с крышкой и размешенного в нем приспособления для крепления обрабатываемых деталей Недостаток известного устройства аак лючается в недостаточно высокой эффективности обработки. Цель изобретения - повышение эффективности обработки. Указанная цель достигается за счет того, что устройство снабжено соплами для подачи сжатого воздуха расположенными тангенциально к цилиндрической поверхности резервуара в различных плоскостях, а внутренняя поверхность крышки выполнена конусообразной. На фиг. 1 схематично изображено уст ройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1. Устройство выполнено в виде заполненного абразивной средой 1 резервуара 2 с крышкой 3, в которой имеются отверотия 4 для выхода отработанного воздуха и размешенного в нем приспособления д;|я крепления обрабатываемых деталей 6. Тангенциально к цилиндрической поверхности резервуара в различных плоскостях расположены сопла 7, а внутренняя поверхность крышки 3 выполнена конусообразной. Обрабатываемые детали 6 закрепляют в приспособлении 5, которое погружают в резервуар 2, заполненный абразивной средой 1, закрываемый крышкой 3, внутренняя поверхность8 которой выполнена конусообразной, что способствует увеличенюо турбулентности абразивной среды 1 посредством тюдачи сжатого воздуха через (лъерстия 9, выполненные в днише резервуара 2. Вращение абразивной среды 1 осуществляется при хюмоши сжатого воздуха, подава««юго в резервуар 2 посредст вом сопел 7.
