(54) УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНО-АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ТИПА ТЕЛ ВРАЩЕНИЯ | 2022 |
|
RU2793666C1 |
| Способ абразивной обработки цилиндрических отверстий деталей | 2022 |
|
RU2807252C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ НАРУЖНЫХ ПОВЕРХНОСТЕЙ ТИПА ТЕЛ ВРАЩЕНИЯ | 2022 |
|
RU2805690C2 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1980 |
|
SU876386A1 |
| СПОСОБ ДРОБЕСТРУЙНОЙ ОБРАБОТКИ И АППАРАТ "ТАРИ" ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2248871C2 |
| Устройство для шпиндельной обработки детали | 1978 |
|
SU747701A1 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 1993 |
|
RU2042497C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1996 |
|
RU2104856C1 |
| Абразивный торцовой инструмент | 1985 |
|
SU1311921A1 |
| СПОСОБ ДВУСТОРОННЕГО ТОРЦОВОГО ШЛИФОВАНИЯ | 1994 |
|
RU2071901C1 |
, .1 .
Изобретение относится к абразивной обработке деталей и может применяться в машиностроении, приборостроении и других отраслях промышленности.
Известно устройство для центробежноабразивной обработки деталей, содержащее вращающийся барабан с абразивной средой и расположенные внутри него приспособления для крепления деталей С1 3 .
Недостатком известного устройства является то, что перемещение частиц абразива в резервуаре происходит неравномерно.
Цель изобретения - увеличение интенсивности обработки деталей различной конфигурации, путем создания разности скоростей перемещения заготовок и зерен абразивной массы, находящихся в поле центробежных сил.
Поставленная цель достигается тем, что обрабатываемые заготовки устанавливаются на элементах, вблизи внутрен ней стенки барабана, которая в зоне об1работки вьшолнена из проницаемого по ристого материала, а между наружной поверхностью пористой стенки и корпусом устройства выполнена кольцевая полость для создания рабочего давления газа (воздуха) в зоне обработки.
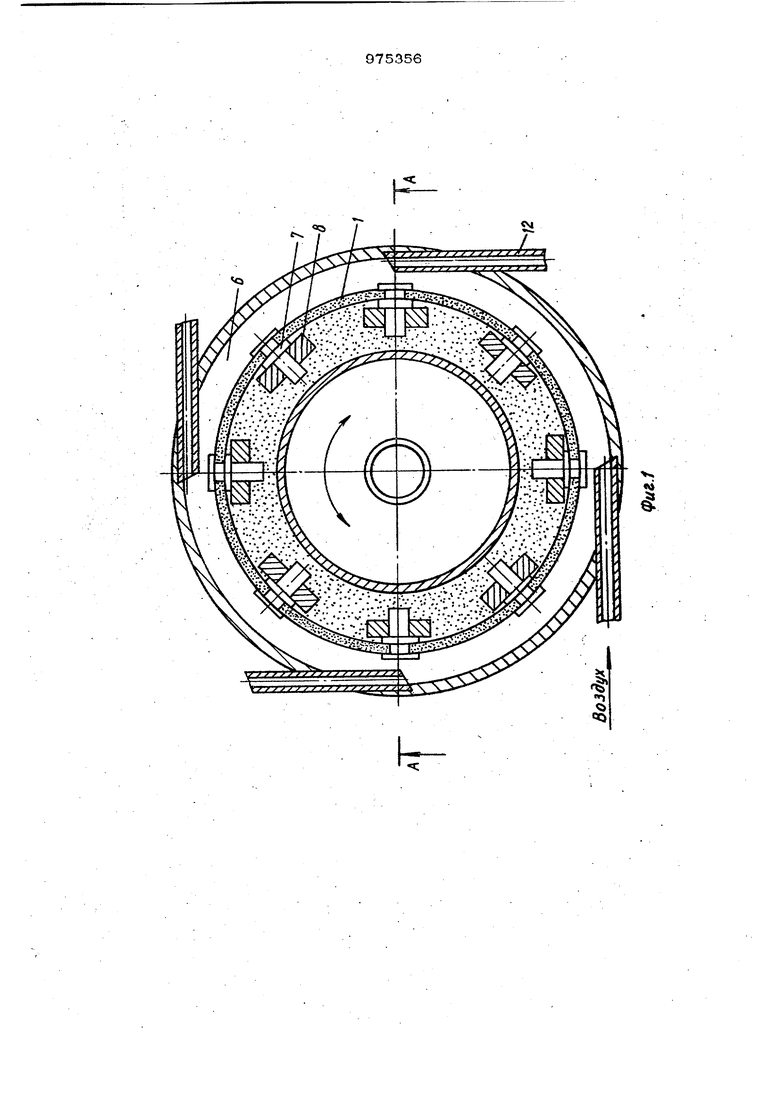
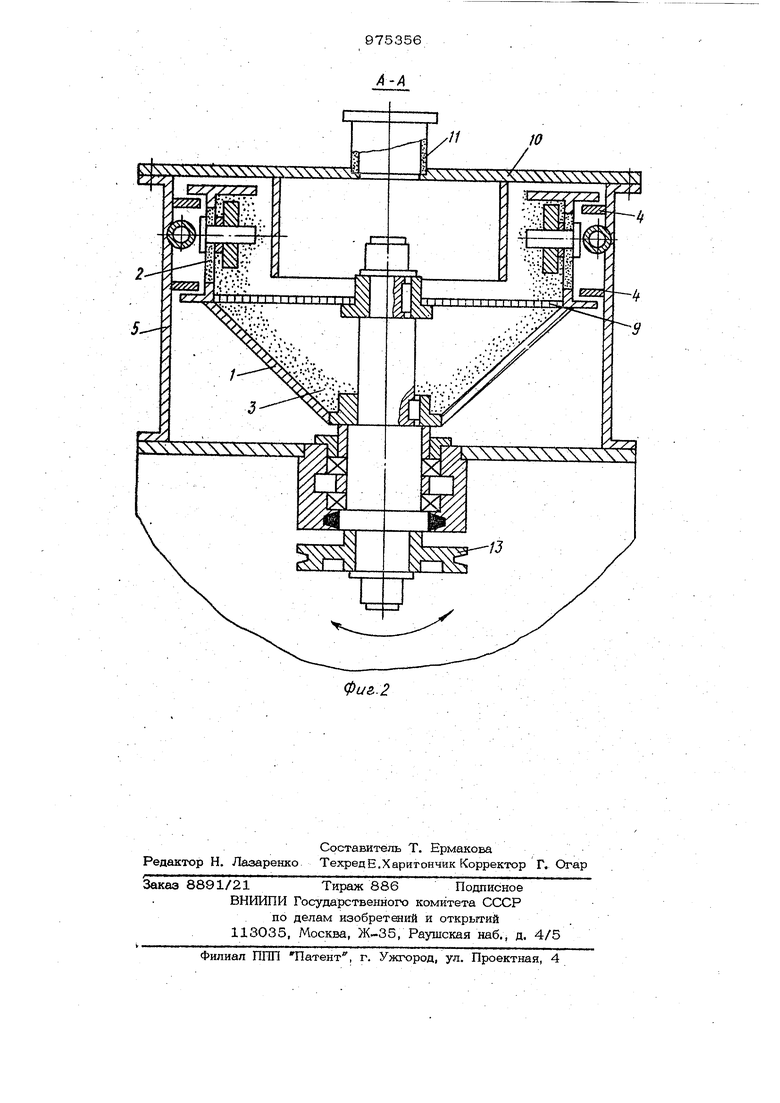
На фиг. 1 изображено устройство, общий вид в плане; на фиг. 2 - разрез А-А на фиг. 1.
Устройство содержит пустотелый барабан 1, вьшолненный из двух частей toцилиндрической в верхней части и конической в нижней части. Цилиндрическая стенка барабана выполнена из проницаемого пористого материала 2. Барабан 1 заполняется абразивной массой 3.
IS
Два кольца 4 в верхней и нижней части пористой стенки барабана, установленные на корпусе 5, образуют кольцевую полость 6 для создания рабочего давления газа в зоне обработки.
20
Приспособления 7 для крепления деталей выполнены в виде ступенчатых пальцев, закрепленных радиально на по ристой стенке вращающегося барабана. Обрабатьшаемые заготовки 8, например в виде многогранных пластин с отверстиями, свободно одеваются на пальцы. При вращении барабана- заготовки прижимаются к буртикам пальцев центробежными силами и удерживаются в рабочем положении. Внутри барабана имеется решетка 9. Для установки и снятия, заготовок 8 пре дусмотрена съемная крышка 1О, Для глушения очистки выхлопа рабочего газа имеется фильтр 11. Через сопла 12 осу ществляется подвод сжатого газа в коль цевую полость. Барабан приводится во вращение посредством 13. Устройство работает следующим образом. В барабан 1 устанавливаются обрабатываемые заготовки 8. Закрывается кры ка 10,шредохран5ш заготовки от вьшаде ния. Включается привод, и барабан 1 с абразивной массой 3 приводится во вращение. При вращении барабана абразивная масса под действием центробежной силы поднимается по наклонной стенке и заполняет пространство между цилиндричес |кой пористой стенкой и крьпикой Ю, об1разуя уплотненный слой абразива, в кото ром находятся обрабатьгоаемые заготовки 8. . При установившемся вращении бараба на через сопла 12 в кольцевую полость подается сжатый газ. Благодаря тому, что стезша барабана пористая, сжатый воздух .проникает в зону обработки. Вследствие этого у внутренней стенки барабана образуется кипящий слой абразива. При насыщении газом (аэрировании) абразивной массы коэффициент трения между стенкой барабана и частицами абразива резко уменьшается. Периферийные слои абразива за счет снижения коэффициента трения проскальзывают и окружная скорость их становится меньше окружной скорости барабана с заготовками. Т1роскальзывание абразива относительно стенки барабана происходит вследствие того, что с уменьшением коэффициента трения уменьшается и сила трения, которая обеспечивает удержание зерен абразива на поверхности вертикальной стенки. По этой причине возрастает скорость перемещения загютовок относитэ1ьно абразива и увеличивается тангенциальная составляющая силы давления абразивного зерна на заготовку. Интенсивность съема материала возрастает. После окончания обработки отключается сжатьй газ,. останавливается барабан, открывается крышка и вьшимаются обработанные детали. Таким образом, при работе устройства между пористой стенкой вращающегося барабана и уплотненной центробежной силой абразивной массой образуется ки- пящий слой, который позволит уменьщить скорость вращения частиц абразива в зоне обработки и тем самым увеличить разность скоростей движения заготовок относительно частиц абразива. Это позволяет увеличить давление зерен абразива на обрабатываемую поверхность, т.е. увеличить интенсивность обработки. Путем изменения давления газа в кольцевой камере можно изменять и давление рабочей среды на обрабатываемую поверхность, а также обеспечить равно|мерность обработки. Кроме того, газ, проходя через слой абразива, может захватывать и уносить продукты износа абразива и заготовок. Этим устраняется налипание продуктов износа на зерне абразива, что приводит к улучшению его режухцих свойств. Формула изобретения Устройство для центробежно-абразивной обработки деталей, содержащее вращающийся барабан с абразивной средой к расположенные внутри него приспособления для крепления деталей, отличающ ее с я тем, что, с целью повышения качества обработки, стенки барабана в местах установки деталей вьшолнены из пористого материала и снабжены дополнительной камерой, имеющей кольцевую полость, соединенную с источником сжатого воздуха с возможностью создания рабочего давления в зоне обработки. Источники информации, принятые во внимание пря экспертизе 1. Авторское свидетельство СССР № 5129О2, кл. В 24 В 31/08, 1974.
v «i
i
