(54) УСТРОЙСТВО ДЛЯ НАМОТКИ СЕКЦИЙ МЕТАЛЛОПЛЕНОЧНЫХ КОНДЕНСАТОРОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для намотки секций метал-лОплЕНОчНыХ КОНдЕНСАТОРОВ | 1979 |
|
SU851513A1 |
| Устройство для намотки секций металлопленочных конденсаторов | 1984 |
|
SU1247959A1 |
| Устройство для намотки секций рулонных конденсаторов | 1984 |
|
SU1265866A1 |
| Устройство для намотки секций конденсаторов | 1981 |
|
SU991539A1 |
| Устройство для намотки секций конденсаторов с выводами | 1982 |
|
SU1053173A1 |
| Устройство для намотки секций рулонных конденсаторов | 1974 |
|
SU523464A1 |
| ПОЛУАВТОМАТ ДЛЯ НАМОТКИ СЕКЦИЙ МЕТАЛЛОПЛЕНОЧ- | 1971 |
|
SU301754A1 |
| Устройство для закрепления секций рулонных конденсаторов липкой лентой | 1988 |
|
SU1538192A1 |
| Устройство для намотки кольцевых заготовок плоских конденсаторов | 1980 |
|
SU900336A1 |
| Устройство для закрепления секций рулонных конденсаторов липкой лентой | 1983 |
|
SU1157582A1 |
1
Изобретение относится к радиоэлектронной промышленности, в частности к усовершенствованию оборудования для намотки металлопленочных конденсаторов.
Известно устройство для намотки металлопленочных конденсаторов, содержашее вращающуюся оправку, направляющие ролики и двухплечий рычаг, на одном плече которого установлен электромагнит, а на другом - контактный ролик 1.
Однако известное устройство малопроизводительно, так как не обеспечивает замера емкости в процессе намотки секций конденсатора на оправку.
Цель изобретения - повышение производительности.
Поставленная цель достигается тем, что устройство для намотки секций металлопленочных конденсаторов, содержащее вращающуюся оправку, направляющие ролики и двухплечий рычаг, на одном плече которого установлен электромагнит, а на другом - контактный ролик, снабжено дополнительным двухплечим рычагом с контактным роликом, причем два других плеча обоих двухплечих рычагов снабжены зубчатыми секторами, кинематически связанными между собой.
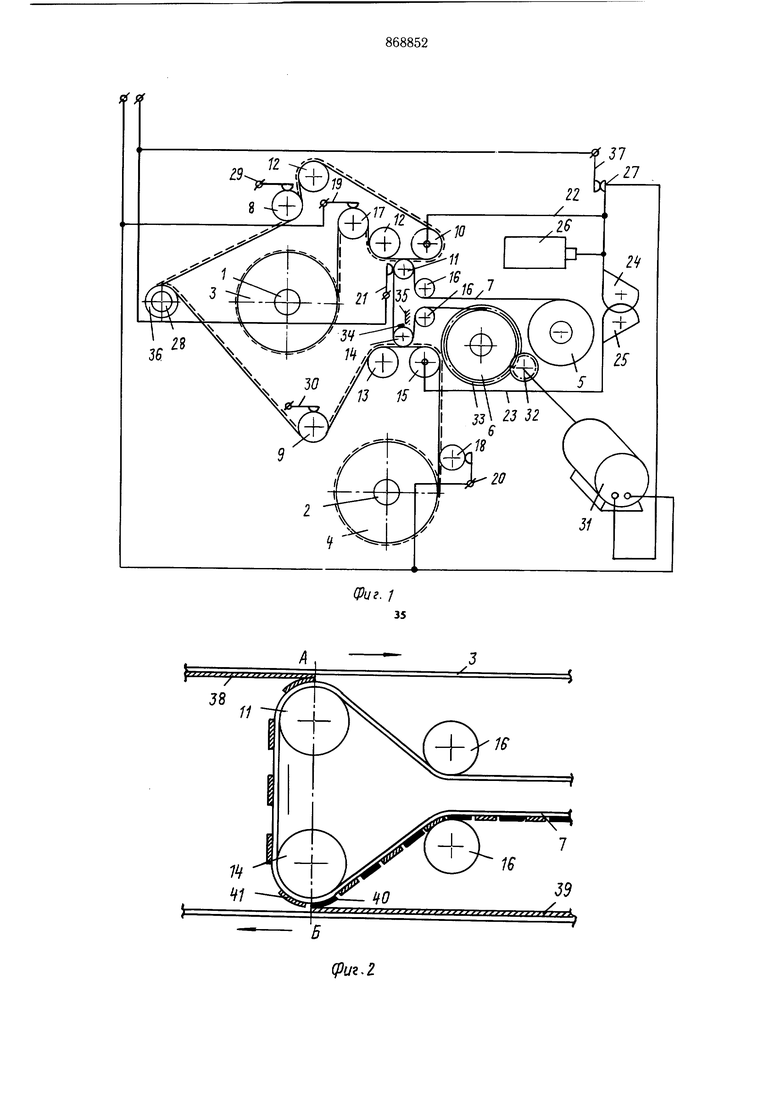
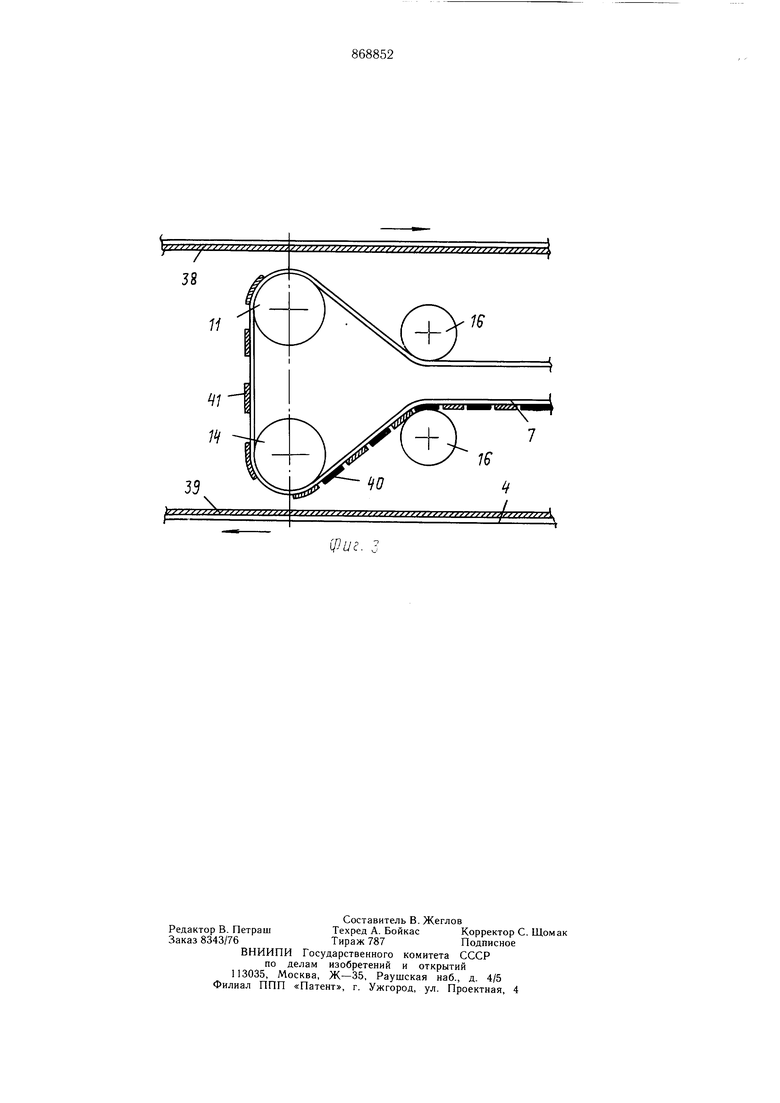
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - положение металлической ленты в момент окончания выжигания; на фиг. 3 - положение металлической 5 ленты в момент окончания ее движения. Устройство содержит смоточные шпиндели 1 и 2 с рулонами наматываемых металлизированных лент 3 и 4, шпиндели 5 и 6 для перемотки металлической ленты
Ф 7, ролики 8 и 9 для подключения прибора контроля емкости, направляющие ролики 10-16, контактные ролики 17 и 18 и щетки 19-21. Ролики 10 и 15 установлены на рычагах 22 и 23, снабженных зубчатыми секторами 24 и 25. Сектор 24 соединен с
15 электромагнитом 26 и несет на себе контакт 27. Для намотки лент 3 и 4 устройство имеет вращающуюся оправку 28. Для подключения прибора контроля емкости ролики 8 и 9 снабжены щетками 29 и 30, а для вращения шпинделя 6 на станине установлен электродвигатель 31, который имеет на своем валу шестерню 32, сцепленную с зубчатым колесом 33. Для отключения электродвигателя на ролике 14 имеются контакты Н и 35. Цифрами 36 и 37 на фит. 1 обозначены соответственно секция и неподвижный контакт. Цифрами 38-41 на фиг. 2 и 3 обозначены соответственно металлический слой ленты 3, металлический слой ленты 4, пятна нагара от выжигания металлического слоя лент 4 и 3. Устройство работает следуюгцим образом. Две металлизированные ленты 3 и 4 закрепляют на оправке 28 и при ее вращении наматывают на нее секцию. Когда наматываемая секция достигает нужной емкости, по сигналу от прибора включается электромагнит 26, который через зубчатые секторы 24 и 25 поворачивает рычаги 22 и 23 и замыкает контакты 27 и 35. Ролик 10 опускается, а ролик 15 поднимается. Благодаря этому ролики 11 и 14, охваченные металлической лентой 7, обеспечивают контактирование с металлизированными слоями лент 3 и 4. При замыкании контактов 27 и 35 на ролики 16-18 через щетки 21, 19 и 20 подается напряжение, благодаря которому на участках контактирования металлической ленты 7 с металлизированными лентами 3 и 4 в зоне роликов 11 и 14 выжигается металлический слой одновременно с двух лент 3 и 4. Контактами 27 и 37 включается также электродвигатель 31, который через шестерню 32 и зубчатое колесо 33 обеспечивает перемещение металлической ленты 7 на постоянный наперед заданный шаг t, составляющий в сумме с участком ее перемещения во время сжатия металлического слоя с металлизированных лент величину, кратную отрезку металлической ленты между участками ее контактирования с металлизированными лентами 3 и 4. Металлическая лента 7 уносит на себе нагар из зоны выжигания в виде пятен 40 и 41. Когда намотано нужное число холостых витков, электромагнит 26 отключается, рычаги поворачиваются в исходное положение, при этом размыкаются контакты 27 и 37. Между роликами 11 и 14 и лентами 3 и 4 образуется зазор. Ленты обрезают посередине участка с выжженным металлическим слоем, закрепляют секцию, а для намотки новой секции закрепляют на оправке ленты 3 и 4 со снятым металлическим слоем. Благодаря этому оправка 28 изолируется от секции 36 и становится возможной намотка с одновременным замером емкости посредством подключения прибора контроля емкости через ролики 8 и 9 и щетки 29 и 30. При размыкании контактов 27 и 37 электродвигатель не выключается и продолжает работать до тех пор, пока ролик 14 не совершит полный оборот и контакт 34 не коснется контакта 35. Это нужно для того, чтобы пятно нагрева 40, образовавшееся на металлической ленте от выжигания металлического слоя 4, не попало в зону выжигания аналогичного слоя на ленте 3. С этой целью шаг I должен удовлетворять трем условиям: быть большим суммы длин двух пятен от выжигания лент 3 и 4, кратным длине отрезка металлической ленты 7 между точками А и Б ее контактирования с металлизированными лентами 3 и 4 и равным длине развернутой окружности поверхности ролика 14. Когда ролик 14 совершает полный оборот и контакты 34 и 35 замыкаются, электродвигатель 31 останавливается. Затем цикл повторяется. Формула изобретения Устройство для намотки секций металлопленочных конденсаторов, содержащее установленные на станине шпиндели с рулонами металлизированных лент, вращающуюся оправку, направляющие ролики и двухплечий рычаг, на одном плече которого установлен электромагнит и контакт, а на другом - контактный ролик, отличающееся тем, что, с целью повышения производительности, оно снабжено дополнительным двухплечим рычагом с контактным роликом, причем два других плеча обоих двухплечих рычагов снабжены зубчатыми секторами, кинематически связанными между собой. Источники информации, принятые во внимание при экспертизе 1. Патент ФРГ № 2318754, кл. Н 01 G 13/02, 10.02.76 (прототип).
(риг. /
(puz,Z
