Изобретение относится к производтву электрорадиоэлементов5 а имено к устройствам для намотки секций еталлопленочных конденсаторов.
Цель изобретения - повьшение каества намотки секций конденсаторов путем повышения надежности заправки лент и исключения образования складок в процессе заправки лент в опрарку.
На фиг.1 изображена общая схема устройства для намотки секций метап- лопленочных конденсаторов; на фиг.2.- конструкция оправки; на фиг.3-7 - последовательность заправки лент и намотки секций конденсаторов.
Устройство для намотки секций металлопленочных конденсаторов содержит установленные на станине смоточные шпиндели 1s 2 и 3 с рулонами лент диэлектрика (бумаги) 4, . и металлизированной ленты 5 и б, смо- точньпн 7 и соединенный с приводом намоточный 8 шпиндели с металлической лентой 9, поворотную планшайбу 10, отрезные ножи И и 12, управляемые пневмоцилиндрами 3 и 4„ На станине также установлены направляющие ролики 15 и.16, контактный ролик 17, сопло 18 и поворотные рычаги 19 и 20. управляемые пневмоцилиндрами 21 и 22. На поворотной планвдайбе 10 в подшипниках 23 установлены три оправки 24, -каждая из которых имеет щель 25, штифт 26 и фг(анец 27. Каждая оправка через втулку 28 с прорезью 29 соединена с электродвигателем 30„ Для осевого перемещения оправок на планшайбе установле:ны толкатели 31, управляемые пневмоцилиндрами 32. На планшайбе 10 в непосредственной близости от оправок 24 установлены ведущие ролики 33. На планшайбе также установлены упоры 34 ножа 12 разрезки бумажной ленты 4. На поворотных рычагах 19 и -20 установлены соответственно прижимной ролик 35 и ролик 36. Позициями 37, 38 и 39 обозначены соответственно наматываемая секция, заправочная кромка металлизированных лент 5 и 6 и станина для выжигания металлического слоя с ленты 6; ро- ,пик 16 заряжен положительным зарядом, а ролик 17 - отрицательным Устройство работает следующим о.бразом.
При включении пневмоцилиндра 32 толкатель 31 перемещает справа налево оправку 24, Со шпинделя 1 в положенш Q заправляют ленту 4 в щель 25 оправки 24. При включении двигателя 30 оправка 24 вращается и наматывает на себя ленту 4 (фиг.З). После намотки нужного числа витков двигатель 30 останавливается. Со шпинделей 2 и 3 между роликами 33 и 35 заправляют металлизированные ленты 5 и 6 (фиг,4), Поворачивают
планшайбу 10 на г часть оборота.
Одновременно с началом поворота планшайбы 10 включается пневмоцилиндр
22, который через рычаг 20 с роликом 36 прижимает металлизированную ленту 6 к ленте 9,
Благодаря тому, что ролик 16 находится под плюсовым напряжением, а
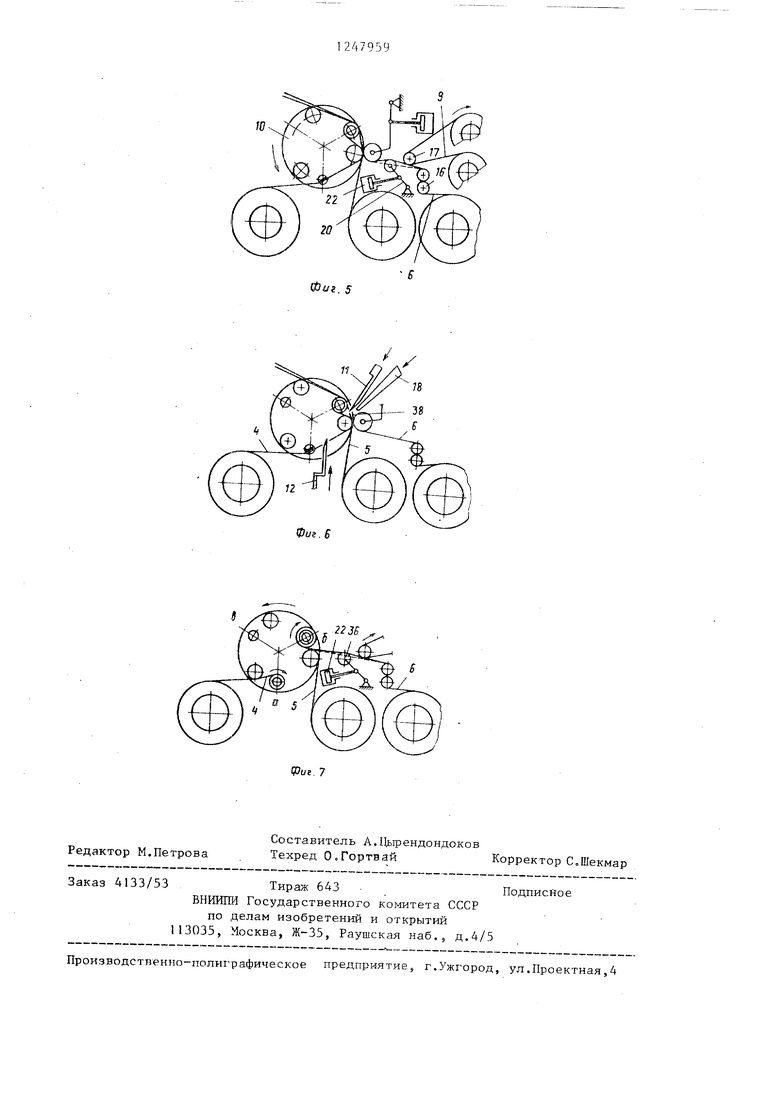
металлизированный слой ленты 6 замкнут на минус в месте контакта ленты 6 с роликом 17, происходит выжигание металлического слоя. Оно будет продолжаться, пока не закончится поворот планшайбы 10. После этого пневмоцилиндр 22 отключается и лёнта 6 отходит от ролика 17 (фиг.5). Оправка 24, перейдя из положения S в положение о , встанет щелью 25 против
бумаги 4„ После этого включается пневмоцилиндр 32. Через толкатель 31 и фланец 27 оправка 24 перемещается справа налево и бумажная лента 4 заходит в щель 25. После этого вклю- чалотся пневмоцилиндры 13 и 14, которые приводят в движение ножи 11 и 12. Нолей разрезают ленты 4, 5 и 6 и при отключении пневмоцилиндров 13 и 14. возвращаются в исходные позиции. -. Подаваемый из сопла 18 воздух прижимает отрезанные концы лент 5 и 6 к лен:те 4 (фиг. 6). Включаются двигатели 30 оправок 24 в пололсениях а и б. В положении q на оправку 24 наматывается лента 4 бумаги, а в положении 5 вместе с бумагой 4 - металлизированные ленты 5 и 6. После намотки нужного числа витков двигатели 30 и оправки 24 в положении о и & останавливаются, а затем включается пневмоцилиндр 22, который прижимает ролик 36 с металлическим слоем ленты 6 к ленте 9 (фиг.7). После этого планшайба 10 поворачивается на 1/3 часть оборота и цикл повторяется. Съем намотанной секции 37 производится в поз. . Для этого пневмоцилиндр 32 перемещает оправку 24 справа налево и секция 37, упираясь
3 .I
в подшипник 23, падает с оправки 24, Пневмоцилиндр 21 прижимает прижимной ролик 35 к ролику 33 только в момент подачи заправочной кромки 38 лент 5 и 6 к оправке 24.
После заправки лент 5 и 6 в оправ ку 24 пневмоцилиндр 21 -возвращается в исходное положение и прижимной ролик 35 отходит от ролика 33. Данное устройство образует заправочную кром ку 38 лент 5 и 6 вблизи у оправки 24. Параллельность заправочной кромки 38 обеспечивается параллельностью ножа П относительно оправки 24. Благодаря этому ленты 5 и 6 легко и без морщинзаправляются на оправку 24. Формула изобретения
Устройство для намотки секций металлопленочных конденсаторов, со
479594
держащее установленные на станине смоточные шпиндели для рулонов диэлектрической и металлизированной лент, поворотную планшайбу с намоточными оправками, механизмы отрезки лент и механизм подачи лент с прижимным и ведущим роликами, отличающее ся тем, что, с целью улучшения качества намотки секций
10 металлопленочных конденсаторов, механизм подачи лент снабжен дополнительными ведущими роликами, причем основной и дополнительные ведущие .ролики установлены на план- 15 шайбе около каждой намоточной оправки, а прижимной ролик размещен на станине; с возможностью перемещения и взаимодействия с ведущими роликами.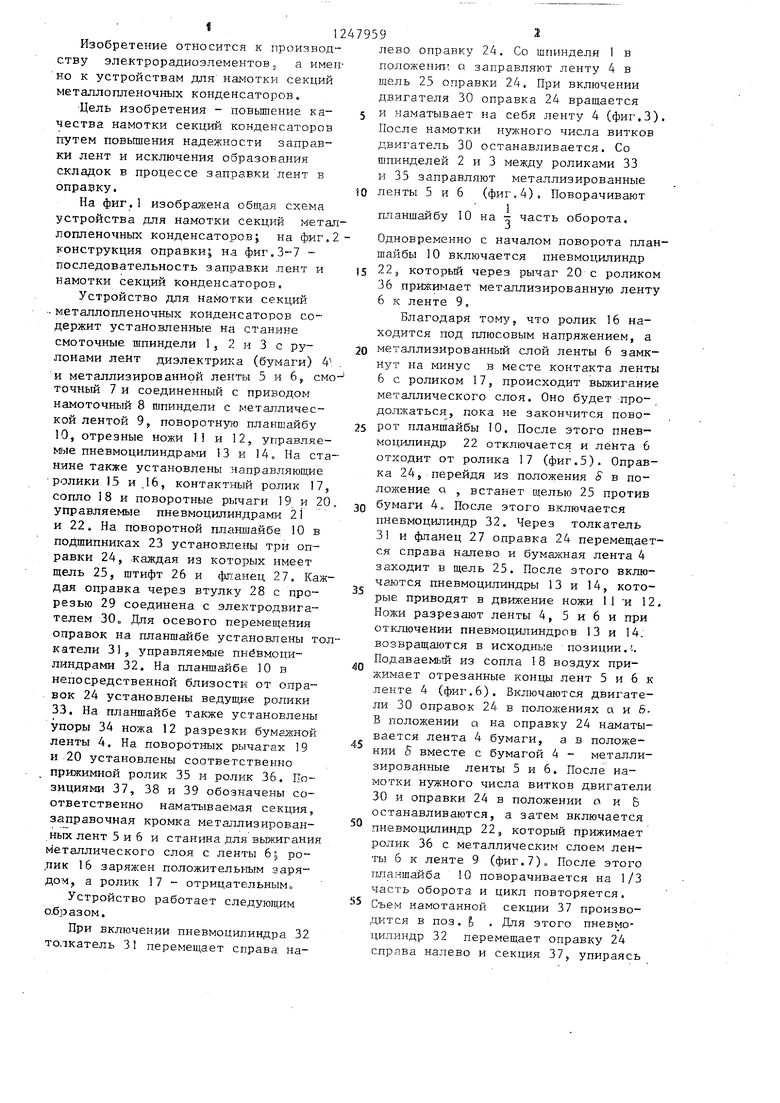

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для намотки секций рулонных конденсаторов | 1987 |
|
SU1492393A1 |
| Устройство для намотки секций рулонных конденсаторов | 1979 |
|
SU866597A1 |
| Устройство для групповой намотки секций рулонных конденсаторов | 1977 |
|
SU660110A1 |
| Устройство для намотки секций рулонных конденсаторов | 1978 |
|
SU737999A1 |
| Устройство для намотки кольцевых заготовок плоских конденсаторов | 1980 |
|
SU900336A1 |
| Устройство для групповой намотки секций рулонных конденсаторов | 1981 |
|
SU951437A1 |
| Устройство для намотки секций рулонных конденсаторов | 1977 |
|
SU744754A1 |
| Устройство для намотки секций метал-лОплЕНОчНыХ КОНдЕНСАТОРОВ | 1979 |
|
SU851513A1 |
| Устройство для намотки секций рулонных конденсаторов | 1980 |
|
SU960982A1 |
| Устройство для изготовления секций конденсаторов | 1978 |
|
SU750589A1 |
Изобретение относится к области технологического оборудования для производства электрорадиодета-. лей. Цель изобретения - повышение качества намотки секции конденсаторов. Бумажную ленту (Л) 4 наматывают на оправку (О). Металлизированные Л 5 и 6 заправляют между роликами (Р) 33 и 35. Планшайбу 10 поворачивают 1/3 части оборота, прижимая Л 6,. замкнутую на минус, посредством Р 36 к Л 9. При этом Р 16 находится под положительньш напряжением. В месте контакта Лбе 17 происходит выжигание металлического слоя в течение времени поворота планшайбы 10, Затем Л 6 отходит от Р 17 и ножи 11 и 12 разрезают Л 4, 5 и 6, Воздух ,. из сопла 18 прижимает Л 5 и 6к Л 4. На О наматывается Л 4, а затем Л 5 и 6. Ролик 36 прижимает Л 6 к Л 9, после чего планшайба 10 поворачивается на 1/3 часть оборота и цикл повторяется. Устройство позволяет образовать заправочную кромку Л 5 и 6 вблизи у О, а параллельность заправочной кромки обеспечивается параллельностью ножа 11 относительно 0. Благодаря этому Л 5 и 6 легко и без морщин заправляются в 0. 7-ИЛ. С (О 33 со СП со , I7t/t. /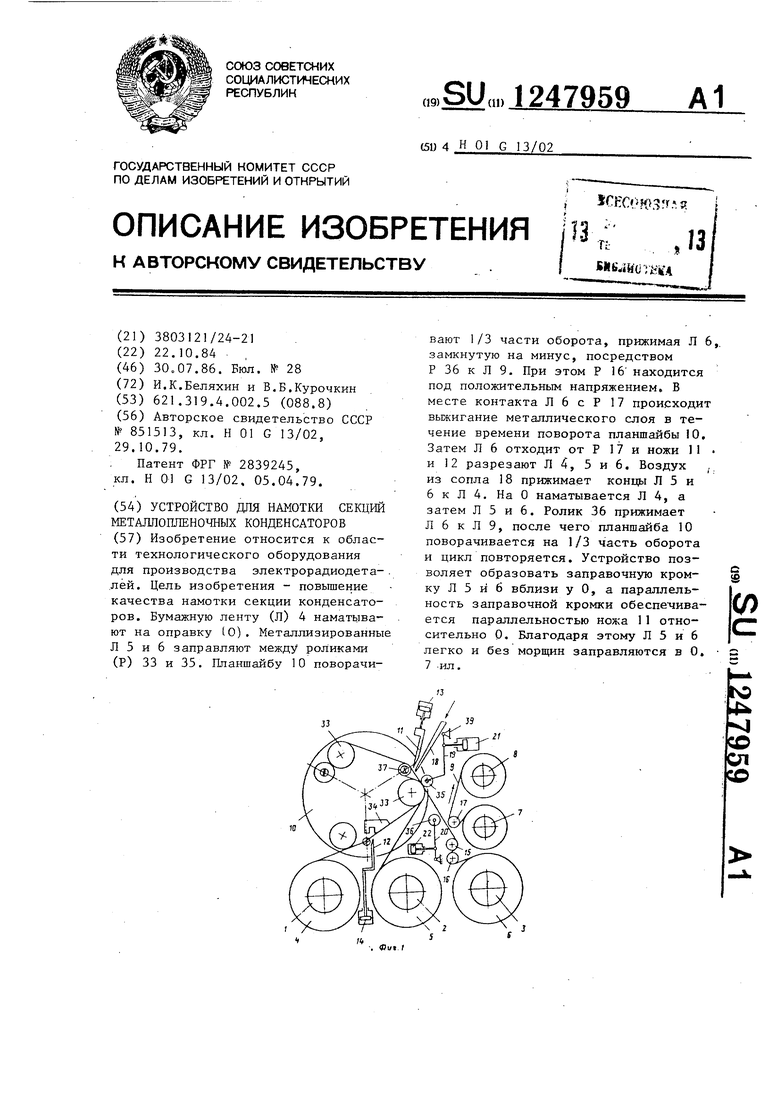
фиг.З
I R.
Ип
Фаг, 4
ID
Фиг, 5
Редактор М.Петрова
Составитель А.Пырендондоков Техред О.Гортвай
Заказ 4133/53Тираж 643 Подписное
ВНРШПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д,4/5
Производственно-полиграфическое предприятие г.Ужгород, ул.Проектная,4
Корректор С,Шекмар
| Устройство для намотки секций метал-лОплЕНОчНыХ КОНдЕНСАТОРОВ | 1979 |
|
SU851513A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВОДОРАСТВОРИМЫХ ПОЛИМЕРНЫХ КОМПЛЕКСОВ | 2024 |
|
RU2839245C1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
